Характеристики анодирования

Анодирование представляет собой процедуру образования на поверхности различных металлов оксидной пленки путем анодного окисления. Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла такая пленка держится достаточно хорошо.
Наращивание оксидной пленки может осуществлять и благодаря методу повышения температурного режима. Однако при этом она получается низкой по прочности и не держится длительное время. Благодаря электрохимическому способу образования оксидной пленки она получается оптимальной толщины и отлично держится на поверхности материала.
Анодированию можно подвергать разные виды металлов. Основным требованием является то, что они должны иметь возможность образовывать только один оксид. Он должен обладать максимальным уровнем устойчивости. Если металл обладает способностью образовывать сразу несколько оксидов, это может привести к тому, что пленка просто начнет трескаться и не появится защитного эффекта. Именно по этой причине только на редких промышленных объектах встречаются случаи анодирования железа или меди.
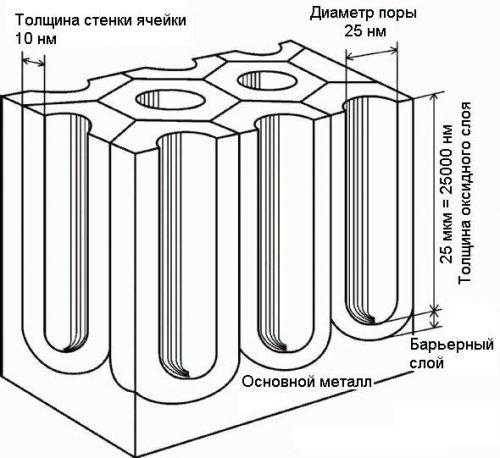
Кроме того оксидная пленка на поверхности металлов должна обладать пористой структурой. Это необходимо для того, чтобы электролиты лучше в нее проникали. В результате получается, что лишь небольшая часть всех имеющихся на земле металлов способны удовлетворять данным параметрам. К ним относятся алюминий, тантал, титан. В промышленной и бытовой сфере чаще всего встречается обработка при помощи анодирования алюминиевого материала.
Опасные моменты
При использовании кислот в качестве электролита необходимо строго соблюдать правила техники безопасности. Пренебрежение ими может привести к несчастным случаям:
- При попадании на кожу из-за того, что используется разбавленный препарат, возможны небольшие ожоги. Но для глаз такая концентрация опасна, поэтому не следует пренебрегать защитными очками и перчатками.
- Под воздействием тока выделяются кислородные и водородные пары, которые при смешивании образуют гремучий газ. Работая в плохо вентилируемом помещении, можно получить взрыв от любой искры, который может привести к смертельному исходу.
https://youtube.com/watch?v=DYxNFTKW1BY
Соблюдая технику безопасности и этапы технологической обработки, можно получать прочные красивые вещи: хромировать автомобильные диски, создавать ювелирные украшения «под золото», добавлять прочности деталям бытовых механизмов в зависимости от применяемых технологий.
Оборудование для анодирования алюминия в домашних условиях
 Теперь вам стало известно, что собой представляет анодирование. Пришло время выяснить, какое именно оборудование необходимо для этого. Итак, для работы потребуется несколько ванночек для деталей с разными размерами. Они должны быть сделаны из алюминия. В качестве альтернативы можно воспользоваться полиэтиленом или пластмассой. Стенки и дно пластиковой ванны должны быть покрыты листами алюминиевой фольги. Это необходимо для создания катодно-анодной установки.
Теперь вам стало известно, что собой представляет анодирование. Пришло время выяснить, какое именно оборудование необходимо для этого. Итак, для работы потребуется несколько ванночек для деталей с разными размерами. Они должны быть сделаны из алюминия. В качестве альтернативы можно воспользоваться полиэтиленом или пластмассой. Стенки и дно пластиковой ванны должны быть покрыты листами алюминиевой фольги. Это необходимо для создания катодно-анодной установки.
У ванны также должны быть высокие теплоизоляционные характеристики. Лишь в этом случае электролит не нагреется сильно, и вам не нужно будет его регулярно менять.
После этого делают катод, для чего применяют свинец. Делается эта деталь исключительно из листового материала. Стоит отметить, что площадь катода обязательно должна быть вдвое больше площади обрабатываемой детали. В катоде должны быть специальные отверстия, предназначенные для выпуска газов.
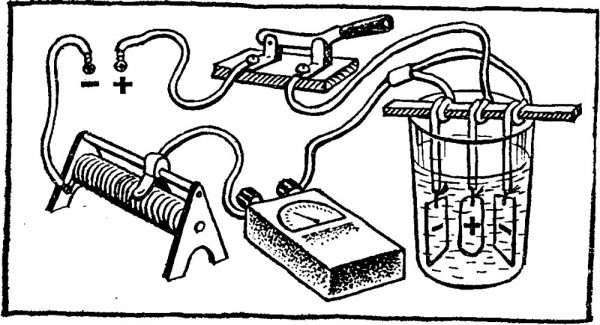
После подготовки катода, необходимо изготовить электролит, поместить его внутрь ванны, положить туда элемент и подсоединить к «плюсу» источник электрического тока. Пластину из свинца нужно подключить к «минусу». Для того чтобы металлический сплав начал анодировать, сгодится источник электропитания на полтора ампера и двенадцать ватт. Что касается затрачиваемого времени, то для элементов небольшого размера процедура займет примерно тридцать минут. Чтобы произвести полноценный профиль из алюминия, понадобится три-четыре часа.
Расцветка изделия может различаться. Тут все зависит от применяемой методики анодирования в домашних условиях. С применением анилиновых красок детали металла можно выкрасить даже в черные оттенки.
Технология анодирования
Процесс анодирования можно разделить на три части:
- подготовительный процесс;
- химическую обработку;
- закрепление.
Подготовительный процесс
На этом этапе алюминиевый профиль подвергается механической и электрохимической обработке. Под механической обработкой понимается очистка металла, его шлифование и обезжиривание. Далее изделие кладут сначала в щелочной раствор для травления, а затем перекладывают в кислотный для осветления. Завершается подготовка промывкой поверхности. Причем промывка осуществляется несколько раз, чтобы полностью удалить кислотные вещества с металла.

Химическая обработка
Химическое оксидирование алюминия представляет собой обработку металла в электролите. В качестве электролитов используются растворы различных кислот (серной, хромовой, щавелевой, сульфосалициловой). Порой в растворы добавляют соль или органическую кислоту.
Наиболее распространенный электролит – серная кислота. И все же этот электролит не применяется для обработки изделий сложной формы, на которых имеются небольшие отверстия или зазоры. В таких случаях предпочтительна хромовая кислота. А вот щавелевая кислота позволяет значительно улучшить разноцветные изоляционные покрытия.
 Химическое оксидирование алюминия
Химическое оксидирование алюминия
Качество процесса зависит от нескольких составляющих, в числе которых концентрация, температурный режим и плотность тока. Высокие температуры способствуют ускорению анодирования. Причем пленка образуется мягкая и высокопористая. Если необходимо твердое покрытие, применяется более низкая температура.
Химическое оксидирование алюминия может осуществляться при температурах от нуля, до плюс 50 градусов по Цельсию. Плотность тока может варьироваться от 1 до 3 Ампер на квадратный дециметр. Показатель электролитной концентрации может находиться в пределах 10-20%.
Закрепление
После оксидирования металл выглядит, как пористая поверхность (даже при использовании холодного режима). Чтобы поверхность была достаточно прочной, эти поры нужно перекрыть. Делается это одним из трех способов:

- окунанием изделия в горячую пресную воду;
- обработкой паром;
- размещением металла в так называемом «холодном растворе».
Обратите внимание! Если изделие будет окрашиваться, процесс закрепления не нужен, поскольку лакокрасочный материал естественным образом заполнит имеющиеся поры. Существует три разновидности оборудования для оксидирования алюминия:
Существует три разновидности оборудования для оксидирования алюминия:
- основное (ванны);
- обслуживающее (обеспечение работы);
- вспомогательное (подача изделий в ванну, проведение подготовки, складирование и т.п.).
Анодирование металла

- Характеристики
- Процесс
- Материалы
- Алюминий
- Титан
- Сталь
- Медь
- Анодирование дома
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.







Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Материалы для анодирования
Сегодня для анодирования используются различные металлические материалы.
В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав(припой ПОС) | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
Анодирование в домашних условиях
В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
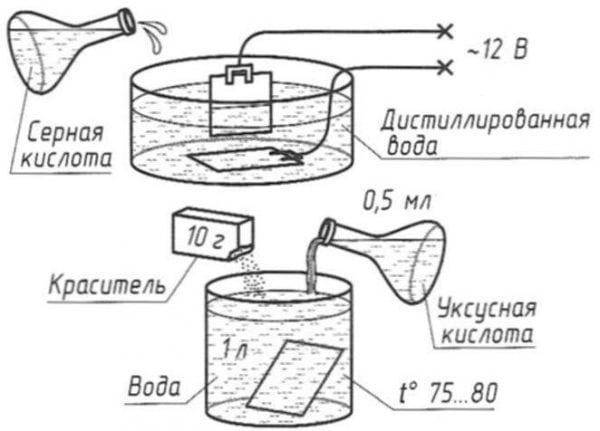
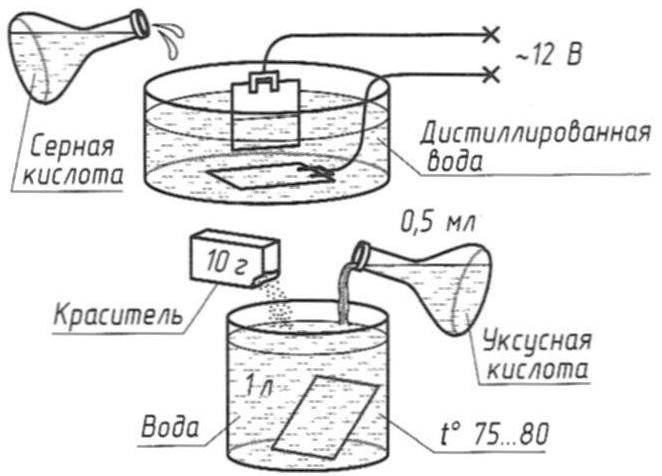
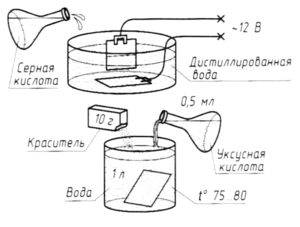
Важно: Процедуру домашнего анодирования любого металла необходимо осуществлять на улице или на балконе. https://www.youtube.com/embed/9BZBpxMgiXI
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции
С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
Технология анодирования металла и ее особенности

Привлекательный внешний вид и повышенные свойства прочности металлической поверхности можно достигнуть путем применения специальных электрохимических реакций. Одним из таких способов является анодирование металла, в процессе которого на плоскости образуется защитная оксидная пленка, наделяющая материал дополнительными качествами.









Методика процедуры в домашних условиях
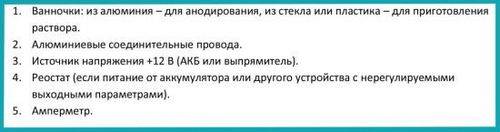
Приступая к самостоятельному анодированию в домашних условиях, необходимо предварительно подготовить все инструменты:
- контейнер для помещения изделия;
- батареи емкостью в 9 в (несколько штук, в зависимости от желаемого результата);
- алюминиевая фольга;
- кабель с хорошей изоляцией;
- раствор электролита;
- клещи.
В качестве экспериментального опыта можно попробовать обработать болты. Толщина готового покрытия – приблизительно 0,05 мм. Изделия необходимо предварительно подготовить. Если были выбраны элементы из нержавеющей стали, заранее обезжирьте их и зашлифуйте.
Приготовьте электролитический раствор. Для этого понадобится серная кислота и дистиллированная вода. Приобрести кислоту для электролита можно в автомагазинах, специализирующихся на ремонте аккумуляторов. Пропорции воды и кислоты должны быть одинаковыми, однако не стоит использовать неразбавленное вещество.
Для того, чтобы получить черный цвет металла, понадобится больше времени, чем для светлого или бронзового результата.
Для начала протравите деталь в щелочи для ее подготовки. После этого поместите деталь в раствор с электролитом и подключите ток
Важно использовать термометр для контроля температуры и следить за тем, чтоб показатели не снижались. Когда уровень достигнет нижних отметок, необходимо закончить процесс
На видео: анодирование в растворе щелочи.
Меры предосторожности и технические советы
Для получения анодной пленки самостоятельно важно соблюдать некоторые меры безопасности, которые помогут сохранить здоровье и осуществить процедуру правильно:
- При работе используйте индивидуальные средства защиты кожи – перчатки, маску. Закрывайте глаза защитными очками при необходимости: в процессе получения анодированного металла происходит большая отдача тепла, и раствор может брызгать, попадая на тело.
- Подбирайте контейнер для обработки правильно: это может быть пластиковая емкость или старая эмалированная ванна без сколов.
- После травления изделия, поместите его в чистую воду для того, чтоб успеть подготовиться к следующему этапу.
- Используйте алюминиевые токопроводы для работы: серебро, сталь или детали из меди необходимо подвешивать на специальную планку для того, чтоб вынимать изделия было легче.
- Толщина кабеля должна соответствовать силе тока. Если показатели были подобраны неправильно, твердая вариация процедуры пройдет безуспешно, вследствие чего металл просто растворится.
- Для достижения чёрного цвета стали используют нитрат натрия, детали в растворе выдерживают при температуре от 100 до 140 градусов.
Чтобы получить различные цвета металлов также применяют соляную кислоту, гидросернистый натрий, азотную кислоту, этиловый спирт. При данном анодировании образуется не только оксидная пленка, но и достигается определенная цветовая гамма.
Осуществление процедуры в домашних условиях рекомендуется проводить только после изучения техники безопасности по работе с кислотами. Анодированные поверхности имеют долгий срок эксплуатации и отличаются прочностью и стойкостью к повреждениям.
Виды и особенности неметаллических покрытий
Неметаллические покрытия подразделяются на органические и неорганические. Они создают на обрабатываемых поверхностях тонкую, инертную по отношению к агрессивным веществам пленку, которая предохраняет детали от негативных воздействий окружающей среды.
Лакокрасочные защитные покрытия
В состав таких покрытий входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители и катализаторы. Варьирование состава позволяет получать материалы со специфическими свойствами (токопроводящие, декоративные, особопрочные, жаростойкие и т.п.). Они не только защищают изделия в различных условиях, но и придают им эстетичный внешний вид.
В группу лакокрасочных покрытий входят лаки, краски, грунтовки, олифы, шпаклевки.
Силикатные эмали
Применяются для изделий, работающих при высоких температурах в химически агрессивных средах.
Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Затем, после спекания первого слоя при температуре +880… + 920 °С, накладывается покровная эмаль, после чего изделие снова подвергается нагреванию до +840… +860 °С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно несколько раз. Изделия из чугуна, к примеру, обрабатывают в 2-3 подхода.
Застывшая эмаль представляет собой тонкое, похожее на стекло, покрытие. Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.









Полимерные защитные покрытия
В число наиболее распространенных полимеров, применяющихся для защиты металлов от коррозии, входят полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерное покрытие осуществляется методами окунания, газотермического или вихревого напыления, обычной кистью. Остывая, оно образует на поверхности сплошную защитную пленку толщиной несколько миллиметров.
Разновидностью полимерных являются антифрикционные твердосмазочные покрытия. Внешне эти материалы похожи на краски, однако вместо пигментов они содержат высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.

Основу покрытий могут составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и прочие твердые смазки. В качестве связующих применяются акриловые, фенольные, полиамид-имидные, эпоксидные смолы, титанат, полиуретан и некоторые другие специальные компоненты.
Антифрикционные твердосмазочные покрытия, а также специальные растворители и очистители для предварительной подготовки поверхностей разрабатывает российская .
Материалы MODENGY применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющих, зубчатых передачах, подшипниках и т.д.), на деталях двигателей внутреннего сгорания (юбках поршней, вкладышах валов, дроссельной заслонке), в резьбовом крепеже, трубопроводной арматуре, пластиковых и металлических элементах автомобилей (замках, петлях, пружинах, скобах, механизмах регулировки и т.д.), а также в других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Анодирование в домашних условиях — способы и технология
У многих красивое и непонятное слово «анодирование» ассоциируется со сложным физико-химическими технологиями, лабораторными условиями и прочей научной атрибутикой.
Мало кто знает, что этот полезный и несложный процесс можно провести при помощи подручных средств: сделать анодирование титана и других металлов реально даже в домашних условиях.
Но что это такое, и зачем это нужно для металла?
Название анодирования носит процесс, протекающий при использовании электролита и электрического тока различной величины и позволяющий получить на изделии прочную оксидную пенку, которая повышает прочность стали и обеспечивает защиту от коррозии. Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.
Собственно защитное покрытие не наносится, а образуется из самого железа в процессе электрохимической реакции. Технология, используемая в домашних условиях, схематично выглядит так:
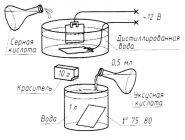
Схема процесса анодирования в домашних условиях
- В диэлектрическую (не проводящую ток) емкость заливается электролит.
- Берется блок питания, способный обеспечить необходимое напряжение постоянного тока на выходе (это может быть аккумулятор или несколько батареек, соединенных в электронные цепи).
- К обрабатываемому предмету подключается зажим «+», и предмет погружается в емкость с раствором.
- Зажим «–» крепится на пластинку из свинца или нержавеющей стали и тоже опускается в жидкость.
- Подключается электрический ток нужной величины, согласно электрохимическому уравнению.
Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
Анодное оксидирование (анодирование) различных металлов, проведенное в домашних условиях, конечно, сильно уступает тому, что проводится с применением промышленного оборудования.
Но, все же, оно способно обеспечить изделию ряд преимуществ:
- Повысить устойчивость к коррозии — благодаря тому, что оксидная пленка препятствует проникновению влаги к металлической основе, обеспечивая надежную защиту. Применение такого процесса на быстро ржавеющих предметах обихода или дисках и деталях бытовой техники способно значительно продлить срок их службы.
- Увеличить прочность металла и стали: оксидированное покрытие намного устойчивее к механическим и химическим повреждениям.
- Обработанная таким образом посуда нетоксична, устойчива к длительному нагреву, пища на ней не пригорает.
- Металлические изделия после анодированной обработки приобретают диэлектрические свойства (совсем или почти не проводят ток).
- Возможность провести гальваническое напыление другого металла (хромовое, титановое). Выполненное своими руками, оно способно значительно увеличить прочностно-механические характеристики или повысить декоративные качества (напыление под золото).
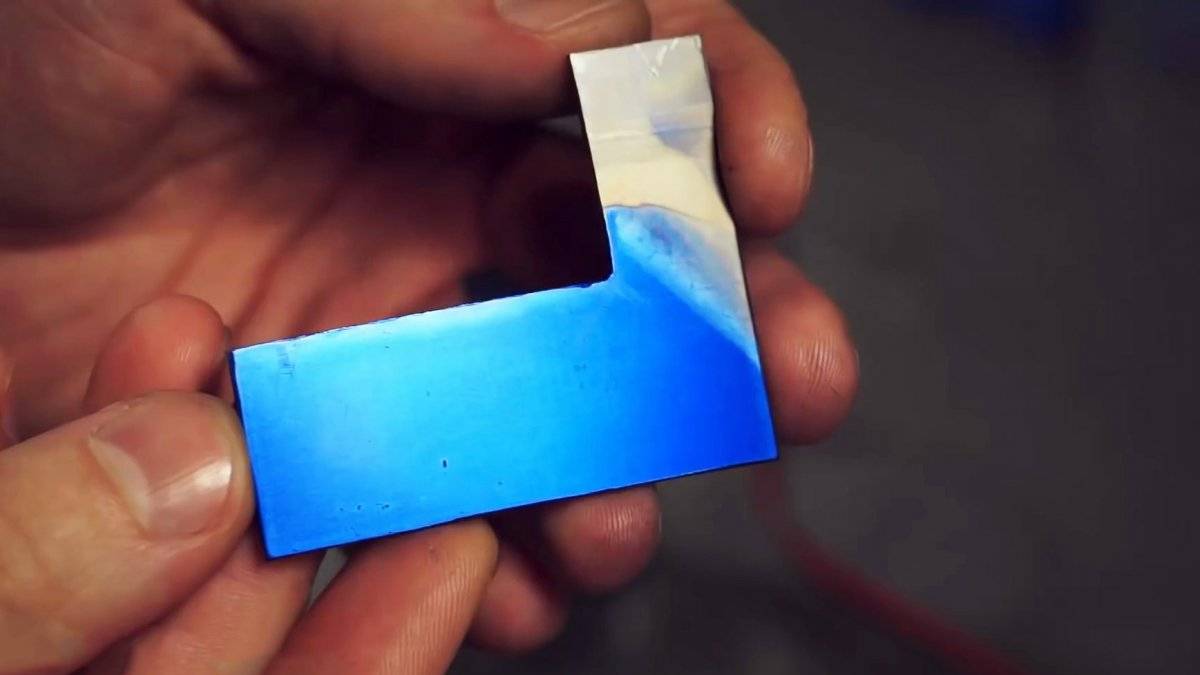
Кроме того, процесс дает возможность декорирования. Можно сделать цветное анодное оксидирование.
Такой результат можно получить, изменяя уравнения силы подаваемого тока и плотности электролита (это возможно, когда проводится анодирование титана и других твердых материалов) или с использованием краски (чаще для алюминия и других мягких металлов, но этот процесс применяется и на твердых основах). Окрашенные таким образом предметы имеют более ровный и глубокий цвет.
Промышленный метод дает более высокую прочность покрытия, возможность провести глубокое анодирование с одновременным нанесением катодной электрохимической пенки, дающей дополнительную защиту от коррозии. Но, даже проведенная в домашних условиях анодно-катодная обработка поможет сделать диски или другие детали движущихся механизмов более прочными, износостойкими.
Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
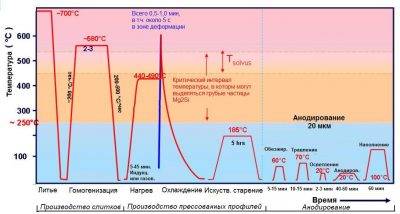
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 180С до 250С. В большинстве случаев принимается температура в 200С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 0С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.






Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм2. Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.
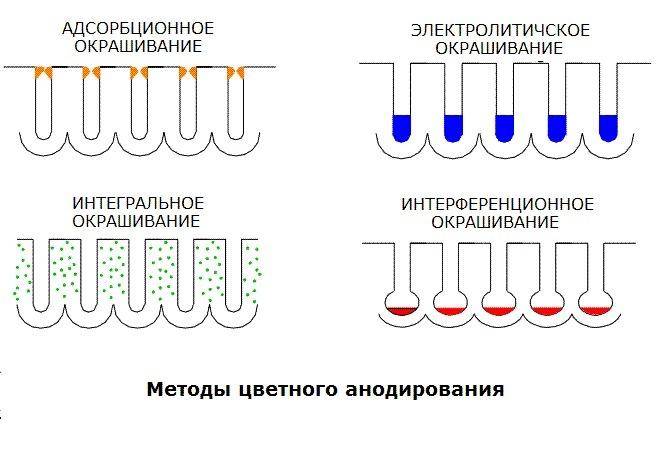
Способы анодирования
Метод образования оксидной пленки зависит от типа базовой поверхности и выбранной технологии. Примечательно, что в условиях домашнего анодирования рабочий цикл практически не отличается от промышленных условий. Разница состоит в том, что при работе с элементами сложной конструкции используют хромовую кислоту, а не серную. Существует несколько видов анодирования стали. Наиболее любопытным является цветное анодирование, которое изменяет исходный цвет детали.

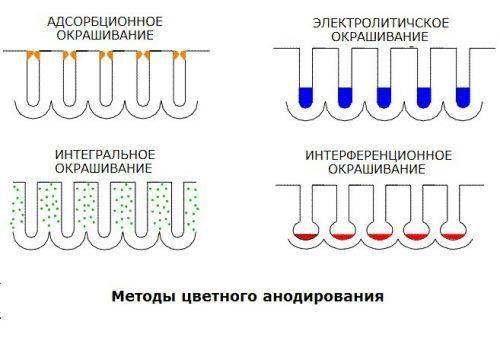
Возможны варианты изменения оттенка даже без погружения в раствор электролита. Известны 4 вида цветного оксидирования:
- Адсорбционное.
- Электролитическое, или черное.
- Интерференционное.
- Интегральное.
Рассмотрим основные методы выполнения работ.
Теплый метод
Данная технология считается самой простой. Она применяется в качестве подготовительных работ перед покраской. Пористая структура обеспечивает высокую адгезию, благодаря чему краска надежно держится на поверхности. Процесс протекает при температуре не выше 50 °C, что и дало название методу. Недостатками покрытия являются низкая прочность и устойчивость к коррозии. При нарушении технологии слой можно стереть, проведя по нему рукой. По этой причине теплое анодирование применяется в качестве промежуточной стадии перед дальнейшей обработкой.
Холодный метод
Холодное анодирование характеризуется скоростью образования окисной пленки: она гораздо выше, чем скорость растворения металла с внешней стороны. Отличается высоким качеством защитного слоя. Имеются четкие требования к температуре электролита – она не должна превышать 5 °C. Кроме того, раствор теплее в центре ванной, поэтому необходимо обеспечить его непрерывную циркуляцию.
Единственный недостаток – невозможно использовать краски органического происхождения.
Технология твердого анодирования
Твердое анодирование – лучший способ получить сверхпрочное покрытие на поверхности стали. Метод активно применяется для защиты элементов авиационной и космической промышленности. Особенность – использование одновременно нескольких электролитов в определенном соотношении, при котором их свойства будут усиливаться.
Подавляющее большинство составов, а также методика их применения защищены патентами.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.

Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?

На видео: как работает анодирование.
Статья по теме: Реставрируем ванну с помощью жидкого акрила: практические советы
Как происходит процесс анодирования?
Вся процедура состоит из трех этапов работы: подготовки металла, его химической обработки и закреплении покрытия на поверхности. Предлагаем подробнее рассмотреть каждую из указанных фаз на примере обработки такого материала как алюминий:
- Подготовительный этап. Профиль из металла очищается механическим путем, после чего шлифуется и обезжиривается. Сделать это необходимо для того, чтоб покрытие крепко зафиксировалось на основе. Далее в действие вступает применение щелочей. Деталь помещают в раствор на некоторое время для травления, после чего перекладывают в кислотную жидкость, где алюминий осветляется. Завершающей стадией анодной подготовки является полная промывка деталей от остатков щелочи и кислоты.
- Химическая реакция. Заготовленное изделие кладут в электролит. Он представляет собой раствор из кислоты, к которому подключено воздействие тока. Анодируемый материал чаще всего обрабатывают с помощью серной кислоты, а для достижения расцветки применяют щавелевый ее аналог. Успешный результат достигается при правильных показателях температуры и плотности тока. Твердое анодирование предполагает использование низких температур, если же цель – получить мягкую и пористую пленку – показатели повышают.
- Этап фиксирования покрытия. Полученные алюминиевые детали с образовавшейся на них пленкой имеют пористый вид, поэтому их необходимо упрочнить. Для этого применяется несколько методов: окунание изделия в горячую воду, обработка паром или холодным раствором.
Статья по теме: Популярные способы воронения стали в домашних условиях


Стоит отметить, что таким анодированием покрывают металлы на промышленных предприятиях. Особо прочный тип покрытия реально получить при твердом типе процедуры. Данный материал применяется в автопроизводстве, строении самолетов и строительстве.





Показания к анодированию алюминия
Хотя большинство марок Al имеют хороший внешний вид и коррозионную стойкость во многих случаях, иногда требуется дальнейшее повышение этих свойств. Это может быть достигнуто с помощью вышеназванного процесса. Следующие сплавы лучше всего подходят для получения анодированного алюминия:
- 5XXX серия;
- 6XXX серия;
- 7XXX серия.
Покрытие из оксида алюминия может не иметь требуемой степени защиты на некоторых сплавах. Кроме того, они могут иметь слой оксида алюминия после процесса анодирования, который оставляет нежелательный цвет, такой как непривлекательный желтый, коричневый или темно-серый.
Несмотря на то, что существуют некоторые вариации от каждого сплава к сплаву, вот краткий анализ анодирования по типу серии:
1XXX – эта серия покрывает чистый Al. Он в этой серии может быть анодирован. Образующийся слой оксида алюминия, который образуется, является прозрачным и несколько блестящим. Поскольку нижележащий чистый Al является относительно мягким, обработанные предметы могут быть легко повреждены и не иметь механических свойств по сравнению с другими сериями Al-сплавов.
2XXX – эта серия используется для обозначения Al, легированного медью. Медь в этих сплавах создает очень прочный и твердый Al -сплав. Хотя медь полезна для улучшения механических свойств Al, она, к сожалению, делает эти сплавы плохими кандидатами на анодирование, матовый цвет не дает привлекательности таким изделиям.
3XXX – эта серия листового алюминия, легированного марганцем. В то время как анодированный слой обеспечивает достойную защиту Al подложки из марганца, он создает нежелательный коричневый цвет.
4XXX – эта серия состоит из Al, легированного кремнием. Анодированный материал 4XXX хорошо защищен слоем оксида алюминия, созданным в процессе анодирования
Тем не менее, важно отметить, что серия 4XXX имеет темно-серый, почти черный цвет, которому не хватает эстетической привлекательности.
5XXX – эта серия обозначает Al, который легирован марганцем. При анодировании сплавы 5XXX имеют в результате оксидный слой, который является прочным
Они превосходные кандидаты на анодирование, тем не менее, некоторые легирующие элементы, такие как марганец и кремний, должны находиться в пределах установленного диапазона для нормального протекания процесса анодирования.
6XXX – эта серия была создана для Al, легированного магнием и кремнием. Эти сплавы являются отличными кандидатами для процесса, полученный оксидный слой прозрачен и обеспечивает превосходную защиту. Поскольку сплавы 6XXX обладают отличными механическими свойствами и легко анодируются — алюминий анодированный данной серии часто применяется для конструкционных проектов.
7XXX – эта серия легированного Al использует цинк в качестве основного легирующего элемента. Очень хорошо подходит для процесса анодирования. Последующий оксидный слой прозрачен и обеспечивает отличную защиту. Если уровень цинка становится чрезмерным, оксидный слой, может стать коричневым.
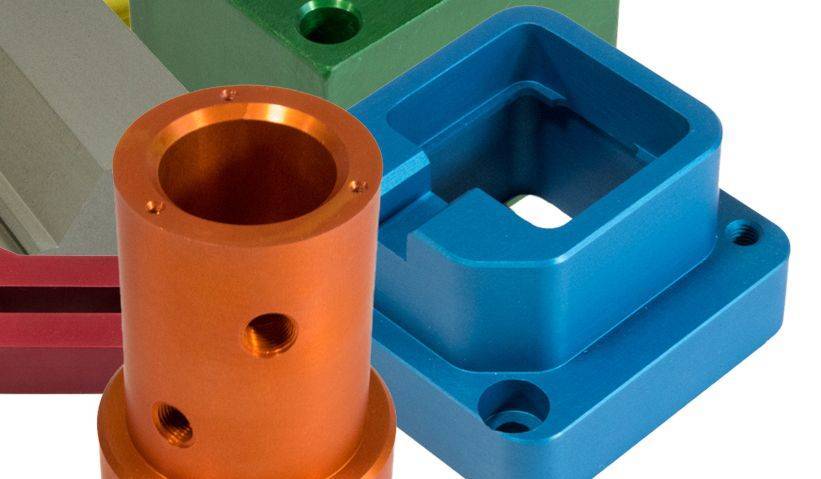
 Анодированный алюминий “под золото” и “под серебро”
Анодированный алюминий “под золото” и “под серебро”





