Кромочные фрезы
В большинстве случаев кромочные фрезы имеют упорный подшипник. Благодаря ему появляется возможность вести инструмент по шаблону, обрабатывая кромки и ребра заготовок.
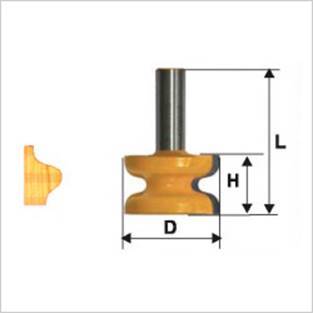
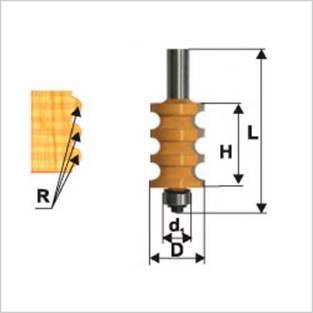
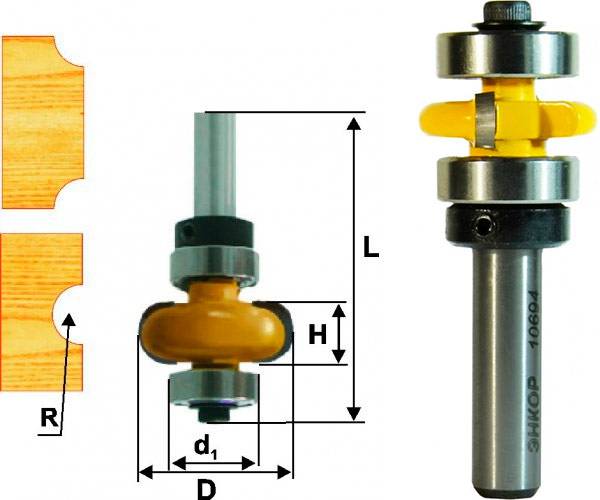
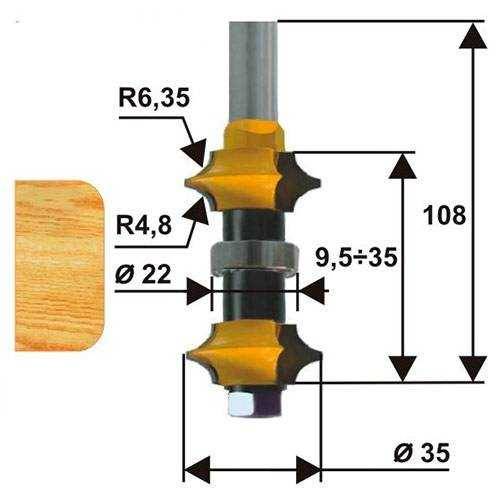
Полустержневые
Инструмент создает выступы полукруглой формы на кромках заготовок.

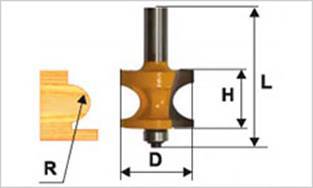
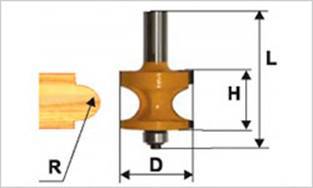
Если использовать полустержневую фрезу в паре с калевочной или галтельной, то можно изготавливать шарнирные соединения. Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
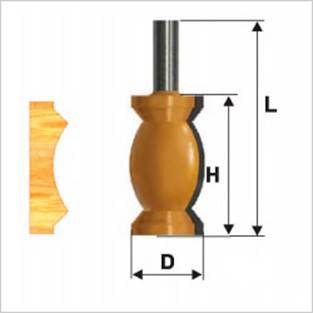
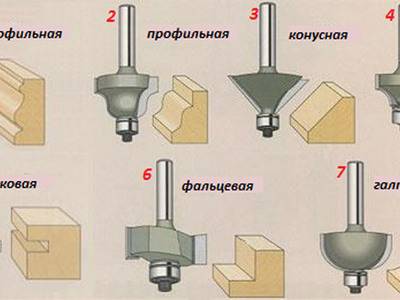
Фигурные
Данные фигурные фрезы еще называют мультипрофильными. В зависимости от задач мастер может использовать часть профиля оснастки или задействовать его полностью. Во втором случае потребуется устанавливать инструмент в агрегат, который имеет мощность не менее 1600 Вт.









Галтельные
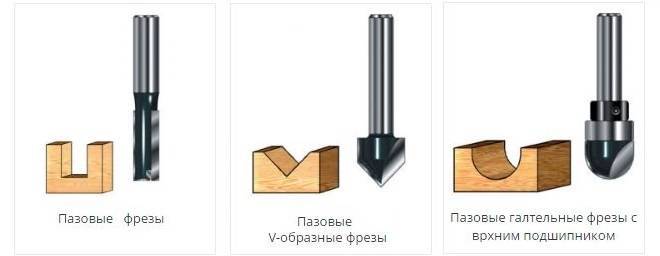
Предназначаются для придания ребрам заготовки внутреннего радиуса или выборки пазов с круглым сечением.
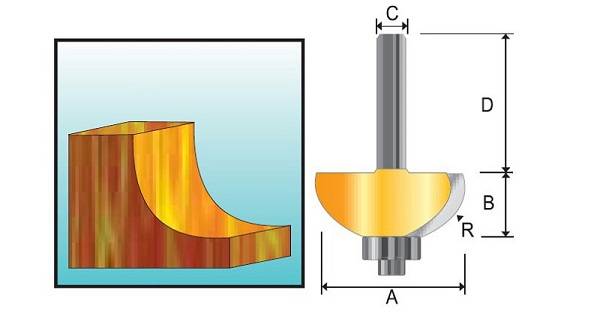
Галтельные фрезы оснащаются одним или двумя подшипниками, исключающими перекос инструмента.
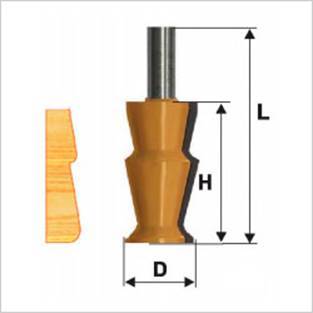
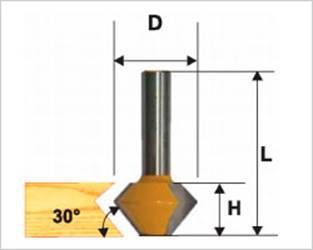
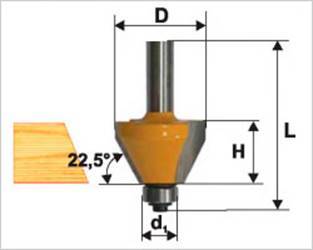
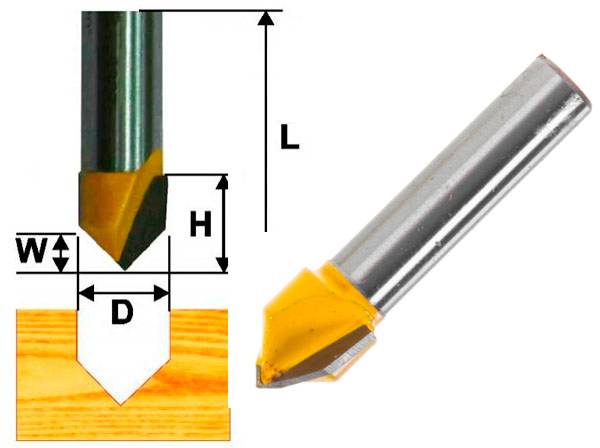
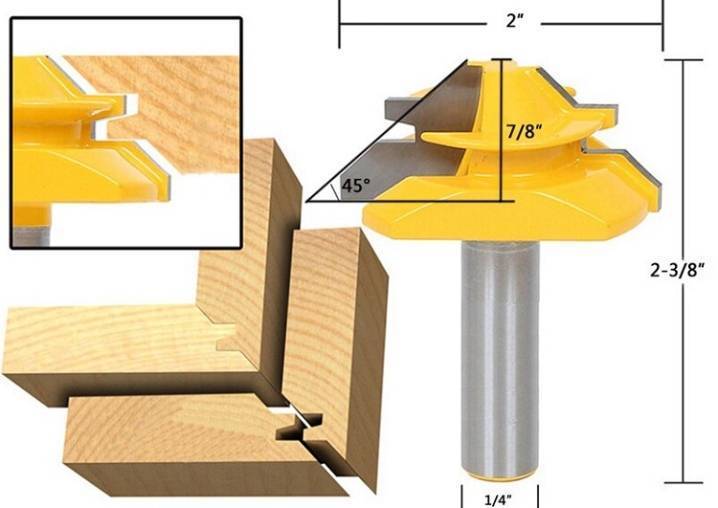
Конусные
С помощью конусных резаков можно:
- снимать фаску на ребре заготовки;
- декорировать кромку столешницы;
- создавать угловой срез на ребрах заготовки перед их склеиванием (можно получать изделия многоугольной формы).


Фальцевые
Применяются для выборки четверти и пазов прямоугольного сечения. Благодаря упорному подшипнику фальцевая фреза может использоваться как на ровных, так и на криволинейных заготовках.





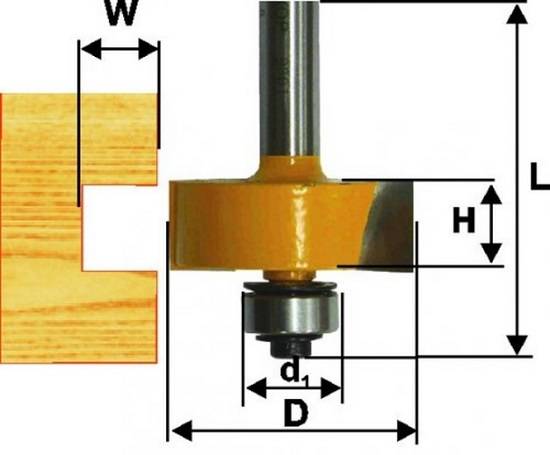
Для регулировки глубины паза применяют упорные подшипники разных диаметров.

К этой же категории относится и пазовая дисковая фреза. С ее помощью в заготовке прорезается паз под установку Т-образной ПВХ кромки.

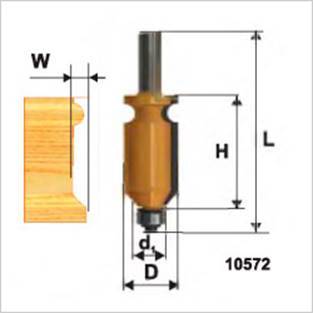
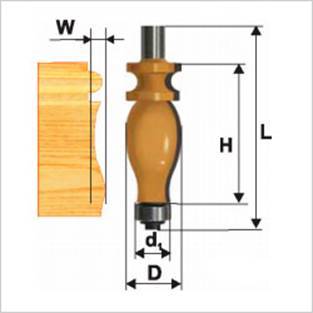
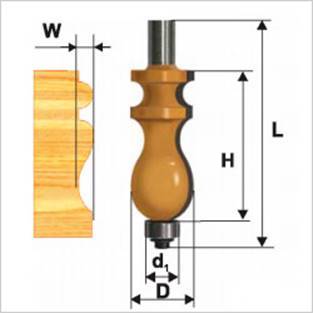
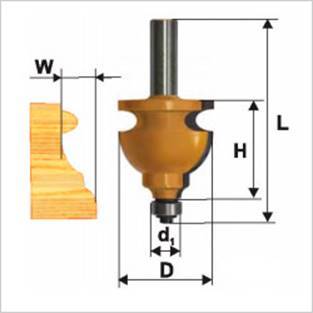
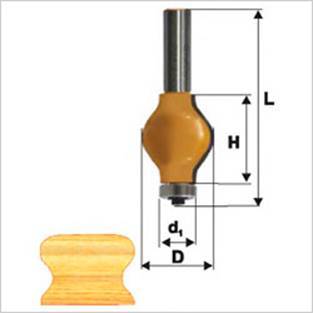
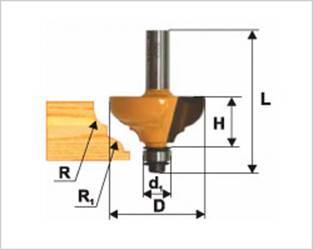
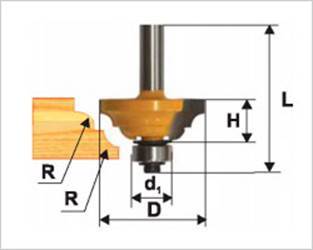
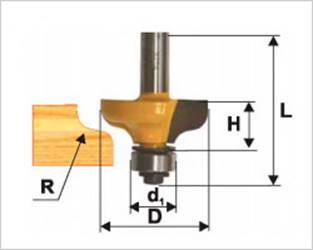
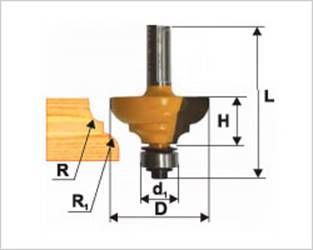
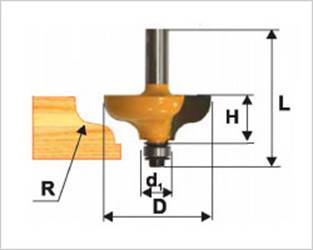
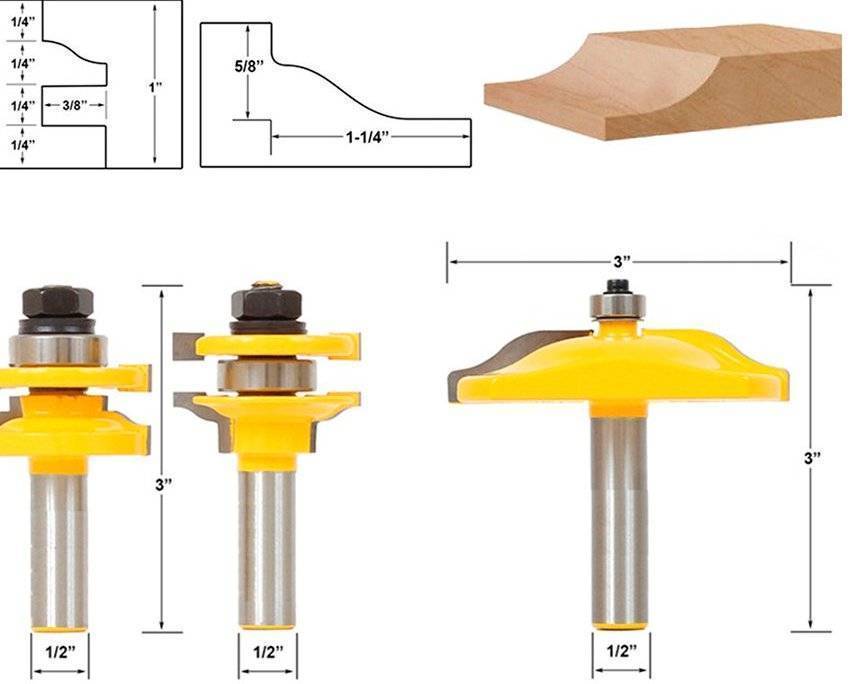
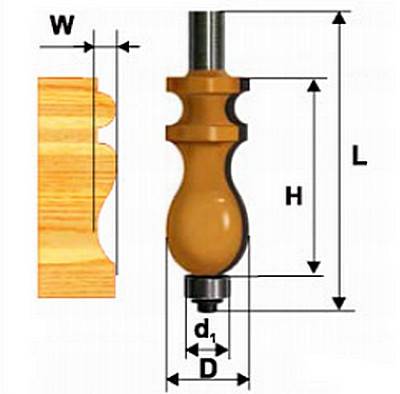
Калевочные
Калевочные фрезы позволяют получить дугообразную, прямую, а также фигурную кромку на заготовке. Работая какой-либо частью одной и той же оснастки, можно:
- скруглить ребро детали;
- получить кромку с фальцем;
- сделать полустержневой выступ;
- получить кромку с губкой;
- сделать декоративную обработку ребер, к примеру, изготавливая оконные рамы.



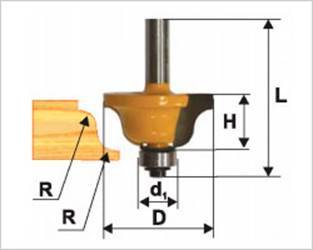

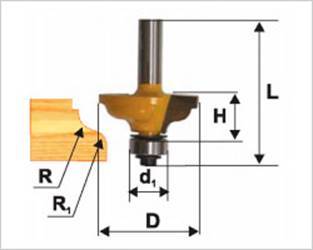

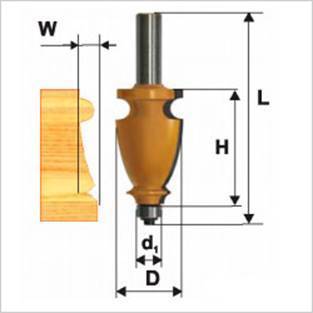
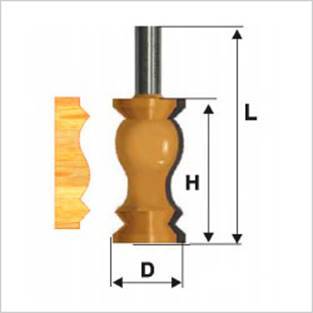
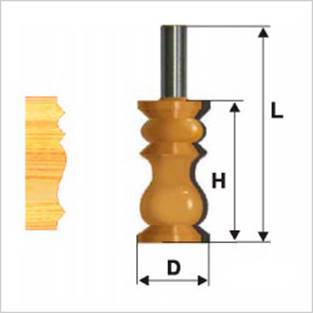
Оснастка данной серии может быть и двойной, как показано на следующем рисунке.
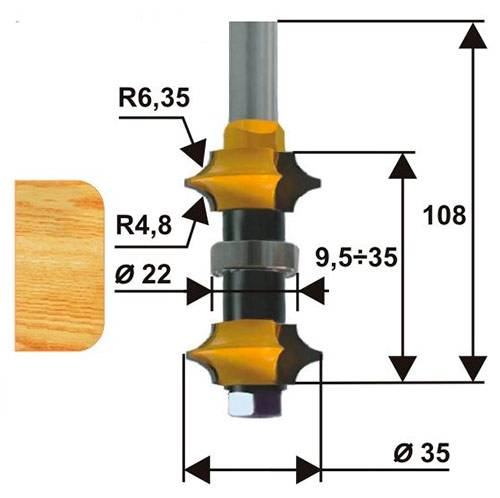
На двойном резаке расстояние между элементами можно менять в соответствии с толщиной заготовки. Благодаря двум элементам заготовка обрабатывается в один проход, одновременно с обеих сторон.
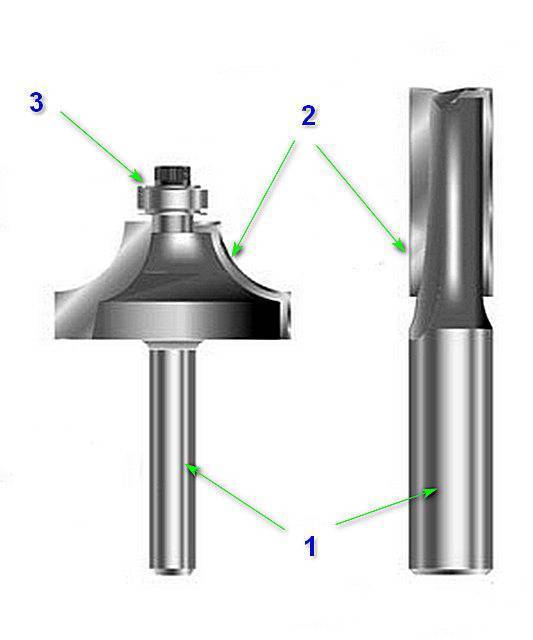
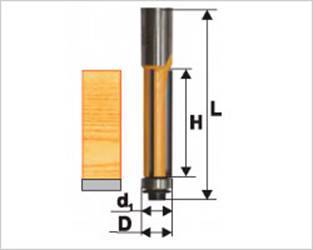
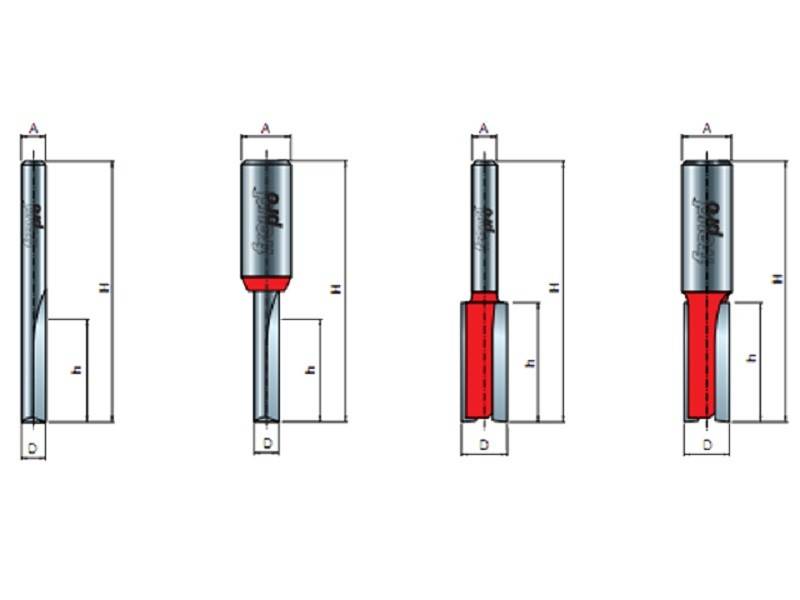
Прямые
Прямая кромочная (обгонная или торцевая) фреза применяется при чистовой обработке торцов заготовки или создания идеального угла в 90 между пластью детали и ее кромкой (торцом). Подшипник может быть установлен в верхней или нижней части инструмента.
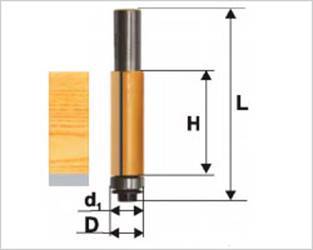
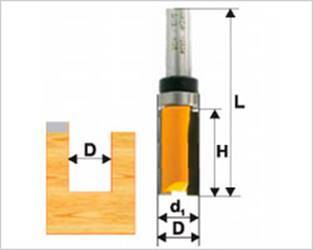
Кроме функции торцевания, оснастку с верхним подшипником можно использовать как пазовую и прорезать паз прямоугольного сечения на пласти заготовки, конечно же, используя шаблон определенной высоты. Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки.
Фреза “кукуруза”
Фреза кукуруза также является кромочной. Основное ее предназначение – это шлифовка и выравнивание краев заготовки по шаблону. Благодаря особому расположению ножей (по спирали) обеспечивается легкое удаление стружки и плавный ход инструмента.

Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!
Разница между диаметром 6 мм и ¼ дюйма – не столь значительна. Но и в этом случае лучше все же не рисковать, а приобретать то, что прописано в паспорте фрезера.
Не стоит поддаваться на уговоры продавцов – мол, все так делают, и ничего страшного, «приляжется» и т.п. При таком попустительстве имеется вероятность просто угробить свой инструмент, если не случится худшего.
Как быть, если требуется или более длинный хвостовик, или фреза определенной конфигурации, но под цангу другого диаметра, а в ассортименте магазина таковых нет? Иногда в этом плане помогают переходники-удлинители. Они сами имеют хвостовик определенного размера, а на конце – цанговый патрон. Так что можно приобрести подобную оснастку для разных переходов диаметров, которая при необходимости выручит в обоих случаях.

Техника безопасности
При работе с вращающимися деталями обязательно следует выполнять определённые требования безопасности. В противном случае травм не избежать.
Правила безопасной работы:
- Запрещается работать без защитных очков. Кусочки дерева могут отлететь в любую сторону и попасть в глаза. В таком случае следует сразу же попросить кого-нибудь осмотреть поражённую область и вытащить опилки, если необходимо. Если боль не проходит, то надо обратиться к врачу.
- Нельзя при работе смахивать опилки с поверхности голыми руками, поскольку так можно получить занозу. Следует взять любую тряпку и смахнуть дерево ею. А также не рекомендуется сдувать опилки, поскольку они могут засорить глаза близко стоящего человека.
- Устранять стружку с насадки можно исключительно после того, как инструмент будет обесточен.
- Рукава должны быть хорошо застёгнуты, поскольку болтающиеся части одежды могут быть затянуты вращающейся частью оборудования.
Пренебрегать техникой безопасности нельзя, ведь от этого зависит безопасность оператора, а иногда и жизнь.
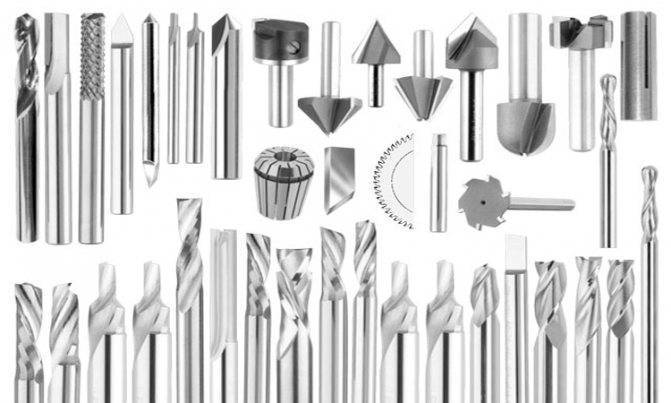
Как видно, имеется большое количество насадок. Каждая предназначается для выполнения определённой работы
Именно поэтому так важно обладать полной информацией перед покупкой







Originally posted 2018-03-28 14:59:37.
Правила эксплуатации фрезера
Для того чтобы работа со станком была практична и безопасна, необходимо соблюдать установленные правила. Среди наиболее важных можно отметить следующие:
Организовать рабочее место таким образом, чтобы его площадь была приблизительно в 2 раза больше габаритов станка.
Стены помещения не должны быть выполнены из горючих материалов.
Поверхность пола должна быть максимально ровной и жесткой.
Перед включением оборудования нужно проверить его исправность.
Режущий элемент должен соответствовать тому, с каким материалом предстоит работать.
Теперь можно приступить к монтажу шпинделя, который должен вращаться свободно
Следует обратить особое внимание на исправность охладительной системы и фильтров. Если циркуляра охлаждается посредством использования водяного охлаждения, необходимо проконтролировать наличие необходимого количества охладительной жидкости.
Первый запуск станка проводится вхолостую, что позволит проверить его работоспособность.
Для работы на станке допускаются только те лица, которые прошли специальную предварительную подготовку.
На операторе должны быть надеты защитная одежда, свободного покроя, защитные очки, обувь, респиратор, наушники и перчатки.
После того как работа закончена, необходимо отключить электрическое питание станка. Затем очистить рабочий стол от скопившейся на нем стружки и мусора.
Специалисту советуют приблизительно 1 раз на протяжении недели проводить уборку в рабочем помещении. Это касается поверхности потолка и стен. Удобно для этого использовать обычный пылесос.
Нельзя забывать также и о проведении профилактического осмотра состояния станка:
- наличие смазки в местах трения;
- удаление пыли и грязи на всех рабочих агрегатах;
- наличие охладительной жидкости и проходимости водяных магистралей при использовании водяного охлаждения.
При соблюдении вышеуказанных правил и рекомендаций станок сможет прослужить на протяжении длительного времени. Кроме этого риск возникновения аварийной ситуации в процессе эксплуатации оборудования, а также травмирования оператора будут сведены к минимуму.

Сейчас можно купить все. В принципе, простейший фрезерный станок обойдется примерно в 17 000 – 21 000 рублей («Калибр» и ряд других). Но дешевые модели имеют ряд недостатков (например, двигатель коллекторного типа, требующий регулярного обслуживания), да и не каждого хозяина устраивают возможности промышленного оборудования.
Не секрет, что каких-то опций будет не хватать, а иные вообще останутся невостребованными, но платить за них все-таки придется. Собрать своими руками небольшой фрезерный станок по дереву под собственные запросы – неплохое решение, тем более что его конструкция не настолько сложна, чтобы самостоятельно с этой работой не справиться. Было бы желание и примеры чертежей. Как все грамотно сделать и что учесть – тема данной статьи-инструкции.
Исходя из этого, все приведенные ниже чертежи следует рассматривать лишь как рекомендательные, ознакомительные. Какого-то стандарта на самодельные фрезерные станки нет и быть не может. Главное, чтобы он позволил решать те задачи, «под» которые и собирается.
https://youtube.com/watch?v=1oY6z3ZGjWA
Фрезы комбинированные
Изделие представляется собой конструкцию из нескольких видов фрез, собранных на одном хвостовике. При этом можно менять их положение, с помощью втулок, прокладок увеличивать/уменьшать расстояние между ними. Технология позволяет получать заданные по чертежу профили, сделать нужную форму с учетом габаритов заготовки.
Сборка не занимает много времени, важно правильно по размерам подобрать комплектующие, поскольку изменить расстояние от оси вращения до крайней точки устройства нельзя. Пользоваться для выполнения сложного рисунка можно и базовыми фрезами, но в этом случае нужно делать несколько проходов, каждый раз настраивая оборудования
Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми
Пользоваться для выполнения сложного рисунка можно и базовыми фрезами, но в этом случае нужно делать несколько проходов, каждый раз настраивая оборудования. Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми.

Фрезы фигирейные
Специальный вид изделия для изготовления филенок и похожих на них деталей. Бывают односторонние и двухсторонние. Глубокий заход в тело заготовки создает сложности в работе. Режущая кромка в процессе обработки захватывает большую массу древесины.
Фреза вязнет, либо начинает вибрировать. Опытные мастера проходят сначала деталь кромочным, пазовым аналогом, оставляя небольшой припуск. Чистовую обработку делают затем фигирейной фрезой, которая легко справляется с подавленной задачей. Двухсторонние модели данного изделия могут создавать рисунок различной формы на лицевой и обратной стороне заготовки.
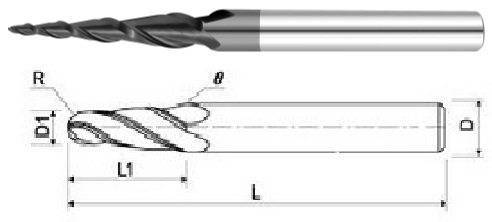
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Сфера применения
Торцевая фреза – главный инструмент (после привода) в станках вертикального фрезерования, где выполняют преимущественно чистовую обработку плоскостей, пазов и шипов, фасонных плоскостей усложнённого рельефа. Главной областью использования выступают технологические операции на машиностроительных заводах. Так, на этих заводах выполняют растачивание валов и осей, шестерней и т. д.






Обрабатываемые поверхности в данном случае расположены под углом 90 градусов – разрезающие кромки располагаются на торце и на поверхности цилиндра инструмента. Чтобы повысить качество и скорость обточки, мастер оптимальным образом подбирает кожух, обороты двигателя, выставляет нужные для работы сменные комплектующие подходящего назначения, использует смазку и жидкости-теплоносители, снимающие избыток выделяющегося тепла. Резаки по дереву не содержат никаких усиливающих, кромок вроде победитовых наконечников.

Для работ по дереву применяется простая быстрорежущая сталь распространённых марок. Дело в том, что дерево даже таких твёрдых пород, как самшит, легко просверливается и выбирается простыми свёрлами и фрезами.

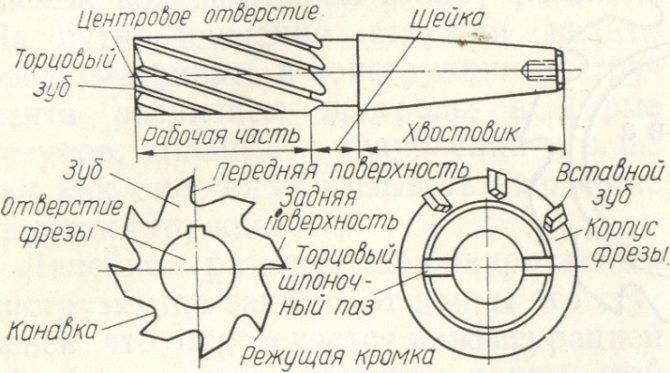
Характеристика
Фрезерование – один из основных видов механической обработки материалов. Рабочий инструмент – фреза, которая состоит из 3-х частей.
Ступица. С её помощью инструмент закрепляется на станке и приводится в движение. Она может быть плоской или выступать на 0,2-0,6 мм над основным телом.

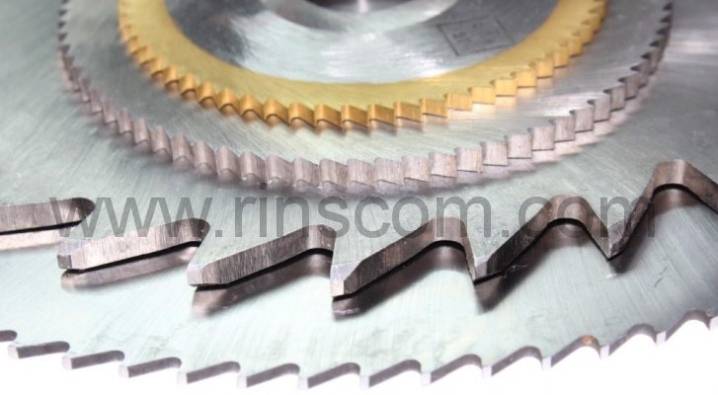


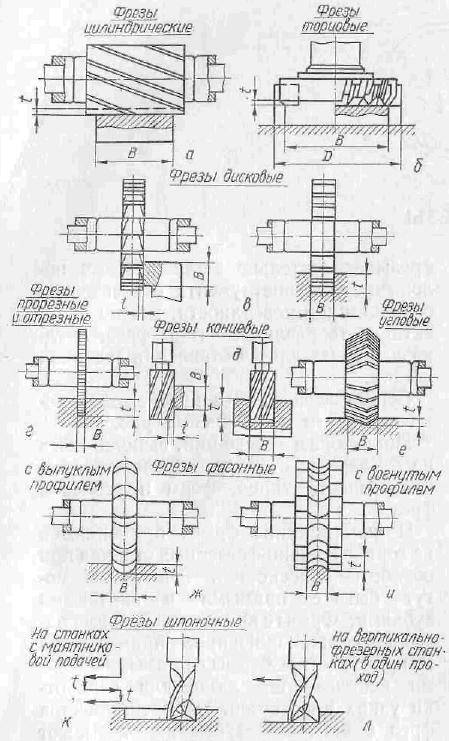
Дисковые фрезы выделяются своей конфигурацией – у них диаметр значительно превышает толщину (если это не так, то фреза цилиндрическая). Они представляют собой многолезвийный инструмент, обладающий весомыми преимуществами.
- Высокая скорость обработки. За один проход можно снять большой слой припуска.
- Точность и чистота поверхности изделия. Грамотно рассчитав режимы резания и выбрав соответствующий инструмент, можно получить 6-7 квалитет размеров.
- Универсальность. Дисковые фрезы подходят и для грубых, и для тонких работ в различных технологических операциях.
- В отличие от шлифовального круга, фрезу не нужно балансировать.
- Производительность. На шпинделе станка можно закрепить сразу несколько фрез для выполнения множества пазов за один проход или для обработки нескольких заготовок.

Необязательно делать всю фрезу из одного материала. Напротив, у каждой её части разное назначение, и материал должен отличаться.
- Самые твёрдые элементы – зубья, они воспринимают всю нагрузку. Изготавливаются из инструментальной (для дерева), быстрорежущей стали, твёрдых сплавов, металло- и минералокерамики.
- Основное тело должно гасить вибрации, возникающие при работе. Поэтому оно делается из вязкого металла, а для дополнительной прочности подвергается поверхностной закалке или ТВЧ (закалке токами высокой частоты).
- Ступица отвечает за правильную установку инструмента на станке, поэтому она должна быть твёрдой и износостойкой.
Для установки в различных приспособлениях ступица может быть разной.
С посадочным отверстием. Устанавливается на специальную оправку, которая затем закрепляется на станке. Фиксируется гайкой с шайбой. В посадочном отверстии прорезается канавка для шпонки или шлицевые пазы.





Такое обилие конструкций дисковых фрез обусловлено их разным назначением.
Что такое фреза, каково назначение этого режущего элемента
Ручной фрезер представляет собой удобный и эффективный инструмент, предназначенный для обработки пиломатериалов, в том числе фасонных, а также плоских поверхностей. Кроме этого данное устройство подходит для формирования различных технологических выемок, например, пазов, гребней, углублений под установку петель. Для этого достаточно купить фрезы соответствующей конфигурации. Каждый такой элемент обладает индивидуальными конструкционными особенностями и используется для выполнения определенных функций.

Сегодня не представляет никаких проблем приобрести как сам ручной фрезер, так и рабочие насадки, превращающие такое устройство во многофункциональное оборудование
Назначение ручной фрезы по дереву:
- Кромочная обработка – предполагается использование фрезы для сращивания древесины для ручного фрезера, когда требуется соединить между собой различные заготовки путем соединения шип/паз.
- Врезка петель и прочей фурнитуры.
- Декорирование – в этом случае фрезы используются для формирования на поверхности плоских изделий объемных форм, а также для изготовления деревянных заготовок со сложной конфигурацией.
Профессионалы знают десятки вариантов использования фрез на ручном фрезере. Однако чтобы правильно определиться с выбором режущих деталей для инструмента, желательно изучить официальную классификацию существующих изделий. Разобравшись, какими бывают фрезы и особенности их использования, сделать выбор будет гораздо легче.
В первую очередь нужно обратить внимание на единицу измерения диаметра хвостовика. Для этого могут использоваться миллиметры или дюймы
Единица измерения зависит от типа цанг, которые включены в комплектацию фрезера. Эти компоненты предназначены для зажима хвостовика. Если размер исчисляется в миллиметрах, то самыми распространенными вариантами будут изделия диаметром 6, 12 и 8 мм. Если же в качестве единицы измерения взяты дюймы, в этом случае можно будет купить фрезы для ручного фрезера всего двух размеров — ½ и ¼.
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Виды фрез для ручного фрезера по дереву: типы конструкций
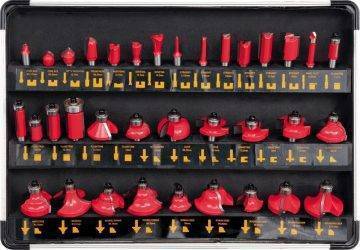
На рынке представлены десятки вариантов изделий с различным назначением и стоимостью. Если рассматривать конструкционные особенности режущих элементов, можно выделить следующие виды фрез по дереву для ручного фрезера:
- Сборные – имеют вид болванки с приваренными режущими кромками. Эти фрезы очень просты в изготовлении, поэтому большинство изделий, представленных на рынке, имеют подобную конструкцию.
- Со сменными кромками – изделия укомплектованы сменными режущими кромками, имеющими двухстороннюю заточку. Когда нож с одной стороны затупляется, фрезу можно перевернуть и использовать дальше.
- Монолитные — фрезы, в основании которых выточены режущие кромки. Они редко ломаются, однако после нескольких заточек деталь придется сменить.

С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
Виды фрез по дереву: классификация изделий по типу лезвий
Фрезы могут иметь вертикальное, спиральное или наклонное расположение лезвий. Изделия с прямыми кромками будут срубаться с заготовки кусочки древесины, что увеличивает вероятность того, что в процессе нарезки появятся сколы. В результате этого существенно снижается качество фрезеровки. С наклонными лезвиями такого не происходит.
Потребители могут купить фрезы по дереву с двумя типами лезвий:
- Быстрорежущими (HM) – применяются на поверхностях, выполненных из древесины мягких пород.
- Твердосплавными (HSS) – используются для обработки твердых поверхностей.
Изделия с твердосплавными лезвиями имеют более высокий температурный коэффициент и обладают улучшенными характеристиками, что сказывается на их стоимости.

Фрезы по дереву из твердосплавных пластин используются преимущественно для обработки твердой древесины
Обзор видов
По типу и конструкции зуба
Фрезы подразделяются по признакам направления зубьев на правый и левый тип. Установить принадлежность к той или другой группе помогает ход винтовой линии на рабочей грани. Также стоит отметить, что для ручного фрезера применяют модели с равномерным либо неравномерным выставлением рабочего блока. Чаще всего предусматривается единственный угловой шаг, а прорезающие кромки расставляются равномерно по отношению к общей оси, но бывают и исключения; они нужны главным образом при работе на станках, подверженных сильной вибрации.









По материалу
Основные цилиндрические фрезы могут быть изготовлены из:
- углеродистой стали;
- твердого сплава;
- быстрорежущего сплава;
- стали легированных марок.
Кроме того, углеродистая сталь приемлема лишь для фрез небольшой величины. Что касается твердых сплавов, то наряду с более известными их вариантами в последние годы на рынке все чаще фигурируют сочетания с карбидом тантала.


Часть инженеров экспериментирует со специальными пластинками, которые не требуется перетачивать. А вот пластинки с износостойким покрытием — это наиболее современный вариант, и пока что он еще освоен недостаточно. Использование таких моделей сопряжено с изрядным риском. Более широко применяются быстрорежущие стали хорошо зарекомендовавших себя марок:
- Р9;
- Р12;
- Р18.


В последнее время разработчики таких соединений стараются минимизировать концентрацию вольфрама и поднимать насыщение углеродом. Это позволяет добиться оптимального соотношения технических и экономических показателей готовой продукции. Но разница касается не только используемых материалов.
Режим прореза для металлического и деревянного изделий совершенно отличается. Скорость работы даже с самой прочной древесиной, включая и железное дерево, куда выше скорости прореза наиболее «мягких» металлов. Разница касается и тех металлов (сплавов), на основе которых делается инструмент. Также не совпадают и углы заточки зубцов. Все, кто хоть раз пытались обрабатывать дерево «металлическим» приспособлением, получали обескураживающий результат; противоположная попытка неизменно вела и ведет только к поломке изделия при касании.


Отдельная важная тема — насадная фреза. В основном подобные приспособления находят применение в работах по дереву. Но встречаются и модели, рассчитанные на металлообработку. Оба класса обеспечивают как «плоскую», так и «профильную» обработку материала. В столярном производстве насадными фрезами пользуются, чтобы получать плинтусы, наличники и некоторые другие полезные конструкции.


С их помощью обрабатывают как закрытые пленками или пластиками, так и не имеющие дополнительной облицовки заготовки. Допускается применение и на обычном фрезерном, и на четырехстороннем станке. Возможна успешная работа с древесиной всех групп твердости. Но и на этом типе доступные потребителю варианты не заканчиваются. Модульные цилиндрические фрезы технически сложны.
Их технологический расчет и адаптацию под конкретную работу могут выполнить только опытные инженеры с солидными знаниями. Обычно на изготовление модульной фрезы пускают стали Р6М5 и Р18. Чаще всего производственники стараются использовать 8-15 наиболее ходовых размерных позиций этого инструмента. Он находит широкое применение в металлообработке при производстве различных колес и других похожих изделий.


Отдельно стоит цилиндрическая фреза типа закругленный цилиндр. Преимущественно закругляют конец такого изделия. Но любопытно, что подобные модели, в том числе и корундовые, применяют скорее для маникюра, а не в серьезном промышленном производстве. Технология их получения подразумевает запекание корундового порошка на полимерной основе
Важное преимущество — щадящее исполнение, которое не сказывается отрицательно на обрабатываемой коже и ногтях, в отличие от многих других внешне похожих приспособлений


Что это такое и для чего нужны?
Торцевая фреза для ручного фрезера – инструмент (расходник), в котором торец оснащён режущими кромками. В отличие от цилиндрической фрезы, используемой преимущественно на горизонтально-фрезерном станке, торцевая фреза используется на устройстве с вертикальной фрезеровкой. У торцевой фрезы ось вращения ставится под углом в 90 градусов относительно растачиваемой в данный момент плоскости заготовки.

По сравнению с теми же цилиндровыми фрезами, у которых все рабочие точки разрезающих граней участвуют непосредственно в шлифовке и пропиливании обрабатываемой поверхности, торцевая фреза работает в основном лишь верхушками разрезающих кромок. Торцевые разрезающие грани выполняют завершающую стадию обработки. Основная стадия торцовочного фрезерования – задача боковых разрезающих кромок, имеющихся с наружных сторон.

На каждом из зубьев торцевой фрезы верхушки разрезающих кромок – профилеобразующие. Форма этих кромок принимает разные очертания, заданные производителем. Реально в деле используются торцевые фрезы, имеющие режущие кромки в виде ломаной или ровной окружности. Угол на торцевой фрезе равен 45-90 градусам. Наиболее распространены режущие кромки с Ф-углом в 45-60 градусов. Чем меньше этот угол, тем более устойчивой и долговечной является фреза.


Торцевая фреза даёт возможность работать чётко и аккуратно даже при незначительной ширине отбортовки. Дело в том, что ширина этого припуска не влияет на угол соприкосновения, а больше зависит от ширины зоны обточки и диаметра рабочей части инструмента. Торцовочная фреза обладает повышенными весом и жёсткостью, чего не скажешь о цилиндровых инструментах. Высокая массивность и прочность даёт дополнительные возможности для нанесения на фрезу более твёрдых покрытий (или припаиванию более твёрдых зубцов) – например, алмазного напыления, победитовых кромок и т. д.


Закрепляется такая фреза в патроне привода заметно надёжнее, чем расходники, не обладающие увеличенным весом. По сравнению с цилиндрическими фрезами, торцевые позволяют обработать больше деталей. На плоскости такие фрезы работают дольше. Они увеличивают число обработанных деталей, в т. ч. и в единицу времени, что позитивно влияет на производственные процессы и эффективность отдела предприятия, чьи функции – фрезерование. Для торцевых фрез различного форм-фактора действуют требования ГОСТ №26595-85.

Размеры
Широкую популярность получили фрезы с хвостовиком 8 мм. Хороший тому пример — ARDEN 707831. При общей длине 8,6 см чистая протяженность модели всего 4 см. В высоту она достигает 50 мм. Есть и другие привлекательные варианты. На дисковые пазовые фрезы действует специальный ГОСТ 3964, утвержденный в 1969 году. С тех пор, конечно, он не раз дорабатывался и совершенствовался. Согласно стандарту в актуальной редакции, типовые габариты таковы:
- 3 мм;
- 4 мм;
- 5 мм;
- с диаметром 6 мм;
- 0,8 или 1 см;
- 1,2, 1,4 см.

Найти фрезы размером ровно 15 мм практически невозможно. Почти всегда в таких случаях на самом деле предлагают метиз 15,8 мм. Приятный образец — галтельная модель от фирмы «Зубр». Метиз рассчитан на кручение со скоростью до 2400 оборотов. Сечение хвостового блока составляет 0,8 см, а еще изделие оснастили 3 рабочими зубцами. Длину 20 мм имеет особая фреза от Bosch. Модель сечением 2,5 и с хвостовиком 0,8 см в высоту достигает 25 мм. Поставка ведется в блистерной таре. Производством занимаются на китайском предприятии. Но при этом полностью соблюдают базовые германские стандарты качества.
Что касается модификаций 16х120, то они оптимизированы прежде всего для врезки замков. Это не означает, впрочем, что другие манипуляции выполняются хуже. Модификация от Brigadier оборудуется кормовой частью 1,2 см. Метиз пригоден и для ручных, и для настольных фрезеров. Прочие важные моменты:
- изготовление на базе углеродистых марок стали;
- концевое исполнение;
- отсутствие подшипника.

Стоит обратить внимание и на дисковое изделие 63х6. Например, на трехстороннюю версию на основе Р6М5
Эта быстрорежущая сталь весьма надежна. Явным преимуществом можно считать и пригодность для обработки крепкого металла. Допускается применение на общем фрезерном и автоматизированном производственном оборудовании; основные показатели соответствуют в общем случае ГОСТ 25827.








Завершить обзор размерного ряда уместно на фрезах 30 мм диаметром. Яркий тому пример Freud D30. Высота тут составит 1,2 см. Конструкция подходит для:
- фанеры;
- мягкого дерева;
- твердых пород дерева.

Кроме линейных размеров, имеют значение и определенные углы. От них зависит:
- толщина вырабатываемой стружки;
- сила, с которой инструмент прорезает металл;
- механическая стойкость приспособления, особенно при длительной обработке в больших объемах.
Модели с главным углом 90 градусов подходят для фрезеровки выступов прямоугольной конфигурации. В процессе работы режущая сила имеет радиальный характер. Прикладывается она в сторону подачи.
Иначе обстоят дела с метизами, у которых главный угол составляет 45 градусов. Ими пользуются преимущественно для торцевого фрезерования. Можно уверенно работать с материалами, образующими недлинную стружку. Слишком сильное радиальное воздействие в таких случаях, особенно на завершающих этапах работы, часто приводит к крошению поверхности. Так как стружка тоньше, производительность в рамках каждой отдельной операции подрастает.
В специализированную торцевую группу входят фрезы с главным углом от 60 до 75 градусов. Глубина реза повышается по сравнению с общими торцовочными изделиями. Осевая сила прореза меньше, чем у категории «45». Но при этом рабочие кромки получаются прочнее, чем при угле 90 градусов. Есть еще 10-градусные модели, которые рассчитаны на высокую подачу и плунжерную обработку; можно использовать такие фрезы и на трехкоординатных станках и при необходимости «увеличить вылет».

Правила использования и хранения
Важно не только правильно выбрать подходящий вам тип фрезы по металлу (при этом обязательно учитывать все характеристики и принципы выбора, описанные выше), но и правильно использовать деталь, а также хранить ее с учетом всех рекомендаций. Рассмотрим несколько советов специалистов
В первую очередь необходимо помнить о том, что разрешено использование фрезы исключительно по ее назначению. Не применяйте детали по вашему усмотрению – это может привести не только к поломке самого инструмента или его комплектующих, но также и к травмам.
Традиционно при покупке фрезы вы получите стандартную комплектацию, в которую также входит и инструкция по эксплуатации для пользователя. Обязательно ознакомьтесь со всеми советами и рекомендациями производителя, и только после этого приступайте к использованию детали.
Перед тем как отправлять фрезы на хранение, их в обязательном порядке нужно почистить и смазать. Благодаря этому вы продлите срок службы ваших изделий, соответственно, значительно сэкономите свой бюджет, так как не придется покупать новые взамен испорченных.
Ни в коем случае нельзя хранить фрезы навалом – их обязательно следует аккуратно расставлять (например, на специально предназначенных подставках). При желании предметы также можно рассортировать по размеру (это значительно облегчит процесс поиска необходимой вам детали).
Если вы заметили, что фреза начала приходить в негодность, то ее нужно немедленно заменить. Категорически запрещается эксплуатировать дефектный элемент – это может привести к поломке инструмента и даже к травмам пользователя.
Обязательным является соблюдение правил техники безопасности. Например, для подстраховки рекомендуется использовать средства индивидуальной защиты: например, перчатки и очки.

Следует максимально внимательно подходить к выбору данных рабочих деталей, а также соблюдать все правила и рекомендации по их использованию и хранению, чтобы продлить срок службы приобретенных вами изделий.







