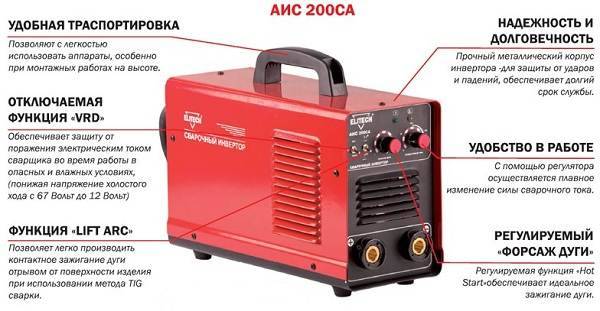
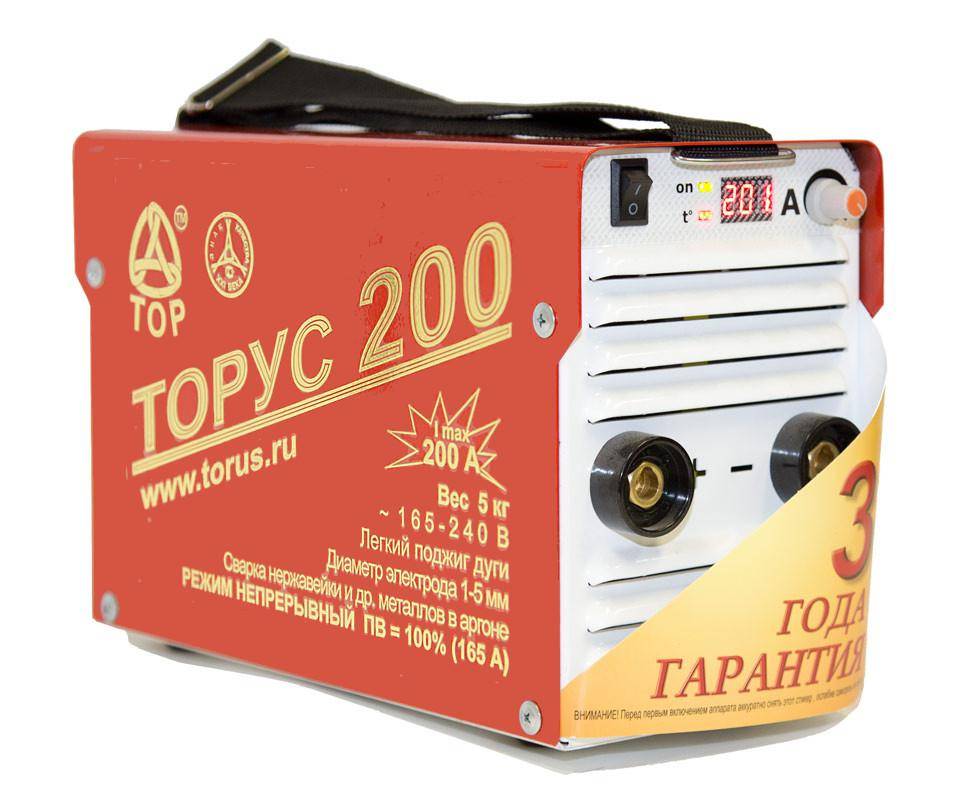
Описание и характеристики инверторного сварочного аппарата
Простые трансформаторные установки для сварки до сих пор используются, но считаются «динозаврами». От сети они перенимают 50-герцевый ток. Он переменный. В таком виде и поступает на электрод.
Соответственно, скачки напряжения ухудшают качество сварки. К автономным электростанциям трансформаторные аппараты, как правило, не подключаются. Кроме того, старая техника громоздка и сложна в обращении.
Трансформаторная сварка сопровождается активными «плевками» каплями раскаленного металла. Зато, старый тип установок трудоспособен на морозе. Инверторный сварочный аппарат будет работать лишь при +15-ти и выше. К тому же, для многих моделей нужен кабель. Его длина редко превышает 2 метра. В остальном же новые механизмы – верх совершенства. Вот на то причины:
-Инверторы компактны. Большинство аппаратов весят 4-5 килограммов. Это позволяет переносить аппараты, в том числе и в труднодоступные области.
Аппараты нового поколения экономят энергию в сравнении с трансформаторными в 2-3 раза. В установках старого образца львиная доля ресурсов уходит на прогрев десятков килограммов металла корпуса, внутренних узлов. Компактность инверторов исключает перерасход электроэнергии.
-Снижают напряжение, увеличивая при этом силу тока. В помощь тот самый добавленный к трансформатору выпрямитель. Он собран на основе моста диодов. В установку поступает переменный ток. Выпрямитель преобразует его в постоянный.
Затем, ток вновь делается переменным, но уже с нужной частотой. Из нее опять делают постоянный поток. При этом регулируется его сила. Контроль над ней позволяет подбирать режим, необходимый для конкретной сварки.
50 герц инвертор наращивает до 50 килогерц. При этом, напряжение падает до 70-90-та ватт. Сила же тока вырастает до 100-200-от ампер. Эти процессы проходят на трансформаторе после передачи на него высокочастотного потока электронов.

-Инверторы снабжены функцией горячего старта. Она заключается в поджоге электрода максимальным током. Происходит замыкание. После него сварочный ток падает до минимума. Итог – устраняются залипания при соприкосновении с металлом.
— Сварочные аппараты инверторного типа не портачат швы при скачках напряжения на входе в установку, работают от автономных электростанций. Стабильная подача потока электронов не только формирует устойчивую дугу сварки, но и уменьшает число разлетающихся в стороны брызг металла.
Если вдаваться в подробности действия инверторов, то выпрямляют ток они за счет специальных фильтров. Выпрямленный поток вновь делают переменным несколько транзисторов. Они быстро открываются и закрываются, что и формирует ток высокой частоты. Так же, в конструкции инвертора есть управляющая схема, два преобразователя.
Сила сварки в инверторах обеспечивается преобразованием высокочастотных токов, а не переработкой электродвижущей силы с катушки индукции. Последний вариант актуален лишь для сварочных аппаратов-трансформаторов.
Чтобы получить на последнем напряжение в 160 ампер, нужна масса медных деталей в 18-20 кило. Инверторный сварочный аппарат «Ресанта» выдает 160 ампер, будучи весом всего в 250 граммов.
Наличие в инверторах электродов и переменного, и постоянного тока позволяет качественно сваривать чугун и цветные металлы. При стыковке последних, так же, применяют аргонодуговую сварку.

С инверторами она сочетаема благодаря широкому диапазону регулировки силы тока. Газ аргон, подаваемый к месту сварки, вытесняет оттуда кислород. Последний портит качество шва, а вкупе с алюминием и высокой температурой даже приводит к возгоранию.

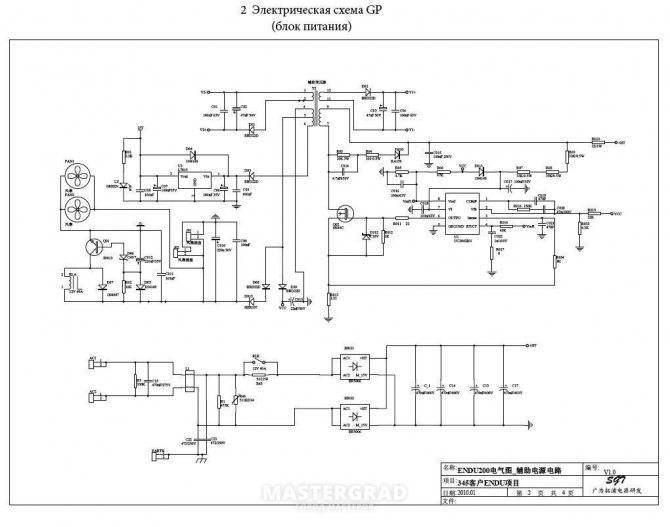








Принцип действия сварочного инвертора
Электрический ток от источника питания подается на выпрямитель, где переменный ток преобразуется в постоянный, после чего инвертором снова преобразуется в переменный, но имеющий очень высокую частоту.

Следом трансформатор понижает напряжение, в следствии чего сила тока значительно возрастает.
На финальном этапе в работу вступает еще один выпрямитель, преобразующий высокочастотный переменный ток с большой силой и малым напряжением снова в постоянный, на котором уже и выполняются сварочные работы.
Материал
В большинстве случаев основная часть корпуса сварочного инвертора представляет собой алюминиевую П-образную крышку и алюминиевое днище.
Передняя и задняя стороны изготавливаются из ударопрочного пластика.
Переключатели и регуляторы также могут быть пластиковыми или металлическими, а панель управления изготавливается из тонкого металла.
Прямые широкие ножки оснащаются резиновыми накладками для повышения устойчивости аппарата.
Питание, мощность и ток сварочного инвертора
Питание на сварочный инвертор подается от источника переменного тока напряжением 220 В (380 В включительно для профессиональных моделей).
Для этого в большинстве случаев используется подключение к розетке бытовой сети.
Если работы требуется выполнить вдали от источника электроэнергии, используется обыкновенный генератор, например, бензиновый, соответствующий аппарату по выдаваемой мощности.

Главное преимущество сварочного инвертора перед сварочным трансформатором, если брать в расчет только технические характеристики – КПД, имеющий значительно большее значение (85 – 95%), а также потребляемая мощность.
Так если трансформатору потребуется до 8 кВт электрической мощности при работе 3-миллиметровым электродом, то для инвертора будет достаточно около 3 кВт, если даже используется электрод на 4 мм.
Инверторы, к тому же, легко настраиваются под определенные режимы работы благодаря широкому диапазону регулировок сварочного тока.
Как правило, это 30 – 200 А.
Размеры и вес
Малый вес и размеры сварочных инверторов – одна из основных его особенностей, которая позволяет эксплуатировать аппараты с максимальным удобством.
Так наиболее компактные модели, средние габариты которых 300х130х300 мм весят от 3,5 кг.
При этом в действительности размеры могут составлять 250 – 450 х 110 – 610 х 160 – 350 мм.
Средний вес бытовых вариантов 5 – 7 кг, а у профессиональных этот показатель может достигать 13 кг.
Комплектующие
Вместе с инверторным источником сварочного тока в комплекте поставляются различные комплектующие, которые после подключения образуют полноценный сварочный аппарат, готовый к работе.

Сюда относятся:
- Провода. Именно они выступают в роли соединительных звеньев между держателем электродов, клеммой на массу и центральным сварочным блоком. Это одножильные толстые кабели с надежной изоляцией, которые способны без труда выдержать высокий сварочный ток. Как правило, эти кабели съемные, то есть присоединяются к инверторному блоку посредством специальных вставок.
- Электродержатель – собственно, держатель электродов, которым и орудует сварщик.
- Зажим на массу. В большинстве случаев это прищепка типа “крокодил”, которую фиксируют на одной из свариваемых деталей. Также называется клеммой заземления. Существуют также магнитные зажимы и модели, выполненные в виде струбцины.
- Щиток или маска для защиты глаз.
- Металлическая щетка для зачистки швов и др.

Если аппаратом подразумевается выполнение TIG-сварки, вместо классического держателя электродов используют специальную горелку с цанговым зажимом для неплавящегося электрода (вольфрамового) и полный набор сопутствующего оборудования и материалов, вроде еврорукава, баллона с газом и шланга для его подачи.

Для удобства транспортировки многие производители включают в комплект поставки сварочного аппарата кейс, который выполняется из пластика или металла.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.









Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Подготовительный этап
Каждая сварочная полуавтоматическая установка состоит из следующих элементов:
- электронная система управления аппаратом;
- генератор, стабилизирующий величину уровня высокочастотного электрического тока;
- выпрямитель, чтоб из переменного получить постоянный ток;
- преобразователь этого тока в переменный с высокой частотой колебаний: инверторный блок;
- сетевой питающий блок.
 Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, , защитные перчатки и обувь.
Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, , защитные перчатки и обувь.
Еще нужно обзавестись металлической щеткой, чтобы перед началом сварки основательно зачистить свариваемые места заготовок.
Перед включением инвертора в электросеть надо проверить ее параметры (сила тока и значение напряжения) на предмет соответствия характеристикам оборудования, прописанным в техническом паспорте.
Лучше всего задействовать в электросеть автомат, это предотвратит поломку при коротком замыкании или скачке напряжения.
 Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Инвертор устанавливается на ровную плоскость, а достаточное окружающее пространство должно обеспечивать свободное передвижение воздуха для вентиляции оборудования.
Необходимо также обеспечивать хорошее освещение рабочего пространства. Так как весь процесс сварки подразумевает высокую температуру работы и частичные расплавленные брызги, вблизи не должно находиться топливо, смазочные материалы, растворители и другие опасные в плане зарождения пожара вещества.
Особенности работы инверторов

Сварочный аппарат.
Неисправности, встречающиеся во время работы с инвертором, следующие:
- электрическая дуга может потерять стабильность горения;
- электрическая дуга может попросту исчезнуть;
- может начаться сильное разбрызгивание металла во время сварки;
- электрод может прилипнуть к поверхности соединяемых металлических заготовок;
- электропитание прибора может самопроизвольно отключиться;
- аппарат может внезапно сильно нагреться.
Причинами таких сварочных неприятностей могут быть разные факторы. Чаще всего встречаются следующие:
- Вы выбрали «неправильный» электрод: его диаметр не подходит силе получаемого сварочного тока. В результате страдает стабильность дуги.
- Если вы неверно рассчитали силу сварочного тока, металл начнет разбрызгиваться со страшной силой. Уменьшить силу тока, взять электроды с меньшим диаметром – вот что надо сделать для решения проблемы, все просто.
- Распространенная беда – низкое сетевое напряжение, в результате чего даже у опытных мастеров может возникнуть очень нежелательное явление в виде прилипания электродов. Эту же картину дадут слишком длинные электрические провода, которые в силу протяженности обязательно начнут перегреваться. Старайтесь контролировать и длину проводов, и диаметр их сечения – он должен составлять не меньше 2,5 мм².
- Обрыв кабеля – примитивная ошибка, тем не менее встречается довольно часто. Неполный контакт между поверхностями электрода и зажимного устройства относится к этой же группе причин исчезновения сварочной дуги.
- Избыточный перегрев аппарата может возникнуть из-за долгого использования инвертора без перерыва. Такая ситуация закономерна. Если же перегрев происходит после короткого периода работы, нужно проверить и заменить обмотку – скорее всего, она износилась.
ТЕХНОЛОГИЯ СВАРКИ

Аккуратные швы – признак мастерства
Неплавящийся электрод помещают в аргоновую горелку, что применяется с аргонодуговым аппаратом. Горелка имеет несколько функций: она выполняет роль держателя электродов, вылет которых регулируют вручную, а также подает газ в рабочую зону.










Первым делом не металлическую заготовку подключают клеммы «массы». Процесс аналогичен подключению клеммы при ручной дуговой сварке инвертором. После, с помощью специальной кнопки активируют горелку с внутренним электродом.
Так формируют сварочную дугу. Она плавит металл, и как следствие, образуется шов. При недостаточном количестве металла швы формируют с помощью металлических присадочных прутков, изготовленных из того же материала.
Последний вариант значительно ускоряет работу. Подача газа под углом предотвращает выдувания газа воздухом, как это случается в спешке. Порой инвертор для аргонодуговой сварки используют с двумя потоками газа.
TIG сварка намного проще, чем кажется на первый взгляд. Разумеется, что для ее выполнения необходимы базовые навыки сварщика, но при этом, для выполнения работ нет потребности в наличии квалификационного уровня.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов
В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

Советы и возможные ошибки

Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
Важно взять за привычку очищать от ржавчины и налета места соединения.
Системы безопасности и комфорта

Новый GAC GS5 хоть и китайского происхождения, да и ценовая политика в доступном бюджетном сегменте, кроссовер может похвастаться огромным списком современных опций и технологий. Так в перечне новинки числится:
- передние и боковые подушки безопасности;
- мультимедийная система;
- подогрев передних и задних сидений;
- обдув передних сидений;
- электростеклоподъемники;
- электропривод регулировки передних сидений;
- дисплей бортового компьютера;
- запуск двигателя с кнопки;
- навигация;
- система кругового обзора;
- климат-контроль;
- круиз-контроль;
- система предотвращения столкновений;
- электромеханический ручник;
- передний и задний парктроник;
- мониторинг давления в шинах;
- USB порты подзарядки;
- ABS, EBD, ESP;
- Bluetooth;
- беспроводная зарядка;
- штатная сигнализация;
- иммобилайзер;
- бесключевой доступ;
- панорамная крыша.
Список систем безопасности и комфорта GAC GS5 явно не полный. После появления кроссовера официально на рынке России, производитель откроет больше информации. Так же не исключается, что в новые модели будут устанавливать современные технологии и системы, которые раньше не были доступны в топовых вариантах модели.










Технические характеристики
Существует большой модельный ряд фирмы Форсаж — для аргонодугового сваривания и полуавтоматического. А также огромное количество подходящих комплектующих, таких как кабели, автоматические узлы, горелки.
Приобретая агрегат можно сразу по обозначению определить его производительность. Любая работа со сваркой предполагает использование электродов различного размера.
Работая с однофазной моделью используются электроды от 1,6 до 4 миллиметров. Значение максимального тока считается 160 А, а регулирование этого параметра начинается с 15 А. Нагрузка при наивысшем токе составляет сорок процентов от возможного.
Наиболее производительным прибором считается модель Форсаж 180. Здесь подключаемые электроды берутся большим по диаметру размером, а показатель максимального тока равен 180 А. Также выделяют трехфазный котел Форсаж-315М. Размер электродов для этой модели идут до пяти миллиметров в диаметре.
Форсаж-502 считается наиболее производительным исполнением группы полуавтоматов. А группа аргонодуговой сварки имеет лидера максимальной производительности в виде модели Форсаж-315 AC/DC. Если напряжение ниже 100В и больше 265В в аппарате срабатывает автоматическое отключение. На щите управления высвечивается сигнальный значок. Он сигнализирует рабочему о том, что инвектор остается в рабочем состоянии, но не способен продолжать функционирование из-за скачка напряжения.
До шести киловатт способен потреблять инвектор при работе с нормальным показателем напряжения и наибольшем токе. Это достаточно высокий показатель. Однако, если используется удлиняющий кабель, то данное значение считается более чем приемлемым.
Технические характеристики ГАК ГС5 2020

Так как автомобиль официально ещё не стартовал продажи в России и странах Европы, производитель соответственно не раскрывает технических характеристик GAC GS5. Тем не менее, чем будет укомплектован автомобиль можно понять из того, что предлагают на рынке Китая.
| Технические характеристики GAC GS5 2019-2021 | ||
| Двигатель | Бензиновый турбированный | |
| Топливо | Бензин АИ-92 | |
| Количество цилиндров/клапанов | 4/16 | |
| Объем, л | 1,5 | 1,5 |
| Мощность, л.с. | 152 | 169 |
| Крутящий момент, Нм | 235 | 270 |
| Трансмиссия | 6 ст. МКПП или АКПП | 6 ст. АКПП |
Независимо от комплектации, автомобиль получил независимую подвеску. Спереди гидравлические амортизаторы и система МакФерсон, сзади подвеска многорычажная. Так же, начиная с базовой комплектации, GAC GS5 получил дисковые тормоза, как спереди, так и сзади.
| Размеры GAC GS5 2019-2021 | |
| Длина, мм | 4695 |
| Ширина, мм | 1885 |
| Высота, мм | 1700 (с рейлингами 1726 мм) |
| Колесная база, мм | 2710 |
| Объем багажника, л | 500 |
Не много, но есть представление о том, чем сможет порадовать новый GAC GS5 в плане технических характеристик. Основным и самым интересным моментом остается привод. Пока известно, что первые поставки будут переднеприводными, но так же не раз упоминалось наличие полного привода на топовых модификациях.