Технология изготовления
Сама по себе производственная схема достаточно проста, что позволяет получать блоки из деревобетона даже в условиях домашнего хозяйства. В промышленных условиях речь идет не только о принципиальном изготовлении материала, но и о масштабах.
- Отходы древесины – рейки, горбыль, кругляки, обрезки, складируют на приемочной площадке и оставляют под навесом на срок не менее месяца.
- Затем материал передается на дробильную машину – станок, шредер, дробилку. Если получение щепы двухстадийное, то щепа из рубильной машины передается на молотковую дробилку.
- Дробленку через бункер перемещают в бак с водой, где древесина вымачивается, чтобы удалить сахара. Туда же добавляется хлорид кальция. Вымачивание в гидромодуле занимает 6 часов при температуре +20 С.
- Древесную щепу дозируют объемно-весовым методом с учетом плотности материала. Воду и химические добавки добавляют с помощью дозаторов турбинного типа. В смеситель подается щепа, а затем цемент и вода, с растворенными в ней добавками. Хлорид кальция поступает в процессе перемешивания постоянно, чтобы максимально равномерно распределиться. Смесь готовится около 10 минут.
- Через бункер-укладчик смесь заполняет формы, где утрамбовывается и уплотняется. Используются для этого ручные методы и вибростанки.
- В зависимости от вида цемента, назначения и производственных условий распалубка может происходить в разные сроки. Так, арболит на основе портландцемента выдерживают в формах не менее 5 суток, чтобы он набрал 50% прочности.
- При использовании вибростанка, если арболит удерживается в формах 20–24 часа – до набора распалубной плотности, давление, создаваемое прессом невелико –0,35 МПа, а при необходимости немедленно удалить формы – 2–3 МПа.
Поддон с изделиями из арболита перемещается в склад – на стеллаж. Складывать блоки желательно не раньше, чем через 3–4 дня, складывать высоту друг на друга можно не раньше, чем на 6–7 сутки. Транспортировать изделия можно через 15–20 дней.
Про производство арболита как бизнес и его себестоимость расскажем ниже.
Технология производства арболита представлена в этом видео:
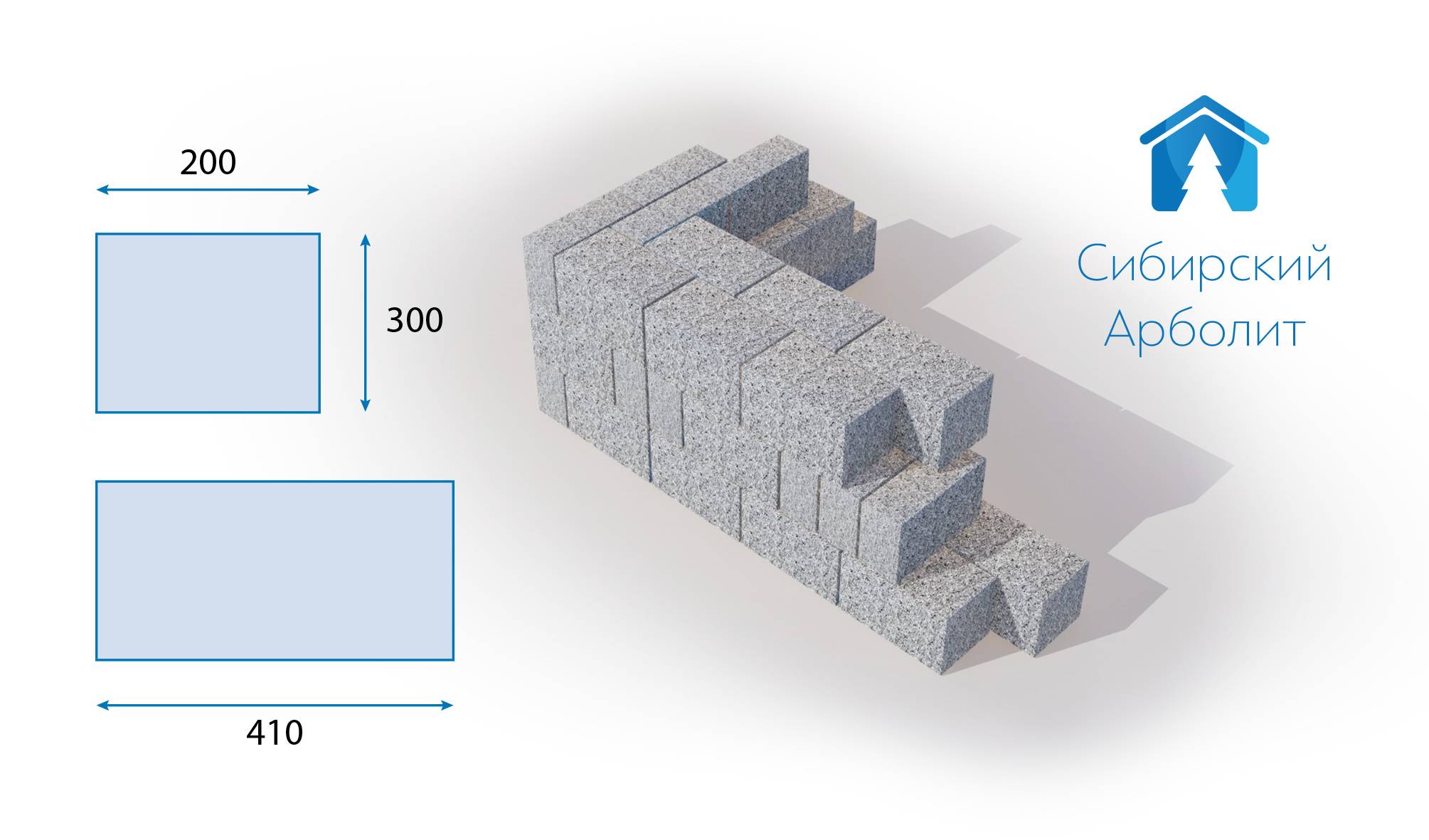
Размеры и цена блоков
Самым востребованным является материал таких параметров:
- длиной – 500 мм, шириной – 200 мм, высотой – 250 мм;
- длиной – 500 мм, шириной – 300 мм, высотой – 250 мм;
- длиной – 500 мм, шириной – 400 мм, высотой – 250 мм.
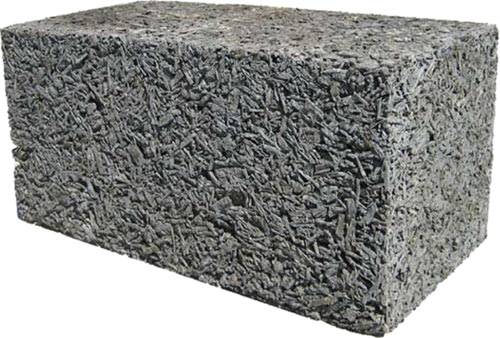
Эти «серые кирпичики» называются широкими, и используются для возведения стен.
Также имеются изделия следующих размеров:
- длиной – 500 мм, шириной – 150 мм, высотой – 200 мм;
- длиной – 500 мм, шириной – 200 мм, высотой – 200 мм.
Различные размеры блоков
Эти блоки называются узкими, и применяются для строительства перегородок. Существуют и другие размеры блоков, но эти пользуются наибольшим спросом.
Цены, конечно же, варьируются, поскольку зависят от производителя и технических характеристик. В среднем, цена за штуку – 180-300 рублей. Скажем так: дороговато, если возводить не миниатюрную хозяйственную постройку, а, например, комфортабельный дом или баню с наличием душевой, парилки, комнаты отдыха, бассейна и т. д. В таком случае, можно изготовить древесно-цементные блоки самостоятельно! Итак, как их сделать?
Технология производства
Есть несколько способов получить арболит – ручное производство и на полуавтоматических станках. Полностью автоматизированной линией пока не хвастался ни один производитель. Наиболее «продвинутой» пока остается технология показанная на видео:
Полный цикл производства, делается арболит своими руками или в заводских условиях, схематично выглядит следующим образом:
Подготовка досок. Очистка их от коры, грязи и прочего мусора. Если в арболитовый блок попадет подгнивший кусок коры, то это нарушение технологии.
Дробление досок на щепу. Надо не выходить за рамки определенных ГОСТом размеров 3-5х5-10х25 мм (высота-ширина-длина), иначе качество арболита будет сомнительным.
Подготовка, дозировка и смешивание компонентов. Перед применением щепа выдерживается под открытым небом не меньше 4-х месяцев или же вымачивается в минерализованном растворе (сульфат алюминия, хлорид кальция, жидкое стекло). Дозировка выполняется весовым или объемным методом. Смешивание проводится 5-10 минут, чтобы цемент покрыл всю щепу.
Далее полученная масса засыпается в формы, предварительно смоченные водой, и трамбуется
Это ключевой этап и с трамбовкой надо соблюдать осторожность – если применять для этих целей вибростол, то процедура не должна быть дольше 30 секунд. В противном случае цемент, как более тяжелый, просто начнет опускаться на дно
В опалубке и под гнетом блоки оставляются на сутки.
После распалубки блоки сохнут на солнце в течение 3-4 дней. Для полного соблюдения технологии их надо выдержать на сушке 3 недели. После этого будет разрешена их транспортировка.

Как изготовить арболитовые блоки собственными силами
Площадкой для изготовления таких блоков может быть приусадебный участок или гараж.
Подготовительный этап
Прежде всего, закупаем древесные отходы на ближайшей пилораме (минимальный размер щепы 4,0 х 5,0 х 0,5 см). Более мелкая не подходит, так как при замесе с цементом исчезает актуальность применения этого компонента. Далее поступаем так:
- складываем древесную щепу под навес и оставляем ее там на 2-3 месяца;
- обрабатываем известью, растворенной в воде (2 кг на 120 литров воды);
- периодически перемешиваем отходы (2-3 дня);
- оставляем на полную просушку;
- замешиваем арболитовый раствор.
Компоненты и пропорции смеси
Для приготовления 1 м2 смеси потребуются следующие составляющие:
- 300 кг заранее обработанного органического наполнителя;
- 300 кг цемента;
- около 400 литров воды;
- 20-30 кг модифицированных химических добавок.
Приготовить смесь можно в бетономешалке или любой подходящей емкости (например, в корыте).
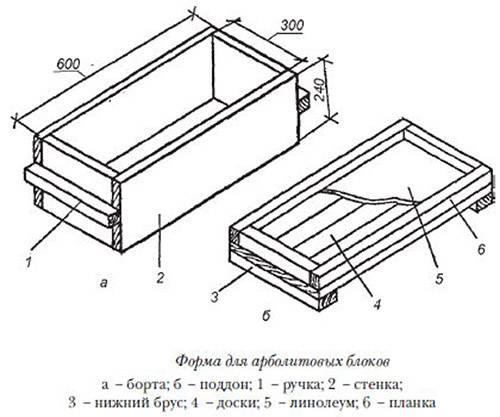
Готовим форму для заливки
Для изготовления формы используем деревянные доски, которые обшиваем влагостойкой фанерой или листовым металлом. Дно покрываем линолеумом. Для того чтобы готовое изделие легко извлекалось из формы, рекомендуем предусмотреть в конструкции наличие ручек.
Совет! Форму перед заполнением раствором рекомендуется увлажнить водой.
Изготовление арболитовых блоков
Технология изготовления довольно проста:
- насыпаем щепу и модифицированные химические добавки в емкость;
- наливаем воду (не всю: чтобы только покрывала отходы);
- хорошо все перемешиваем;
- добавляем цемент и оставшуюся воду;
- опять тщательно перемешиваем;
- заполняем форму раствором (оставляем от верхнего края 3-4 см незаполненными);
- утрамбовываем;
- выдерживаем блок в форме в течение суток;
- извлекаем блок из формы и оставляем под навесом на 2-3 недели.
Кладка последующих рядов
После того как первый ряд уложен, подождите не менее четырех часов, чтобы раствор окончательно схватился и застыл. После этого сверху необходимо положить армированную сетку, что характерно именно для первого ряда.








Следующие ряды блоков укладываются куда быстрее, сам процесс идет проще. Ведь можно начинать с любого места, не с углов. Сверяться с уровнем нужно, но не за каждым разом — время от времени. Но можно использовать ту же схему с углами и строительным шнуром, если так удобнее. Главное —постоянно соблюдать одинаковый размер шва и следить за тем, чтобы он был небольшим. Блоки должны лежать горизонтально, без уклона вбок.
Характеристики и разновидности материала
Опилкобетонные блоки обладают отличными санитарно-гигиеническими качествами. Поэтому их можно использовать даже при строительстве медицинских и детских объектов. Данному материалу не страшна механическая обработка.
Блоки из опилок обладают следующими характеристиками:
- отличной теплоизоляцией;
- огнестойкостью;
- устойчивостью к воздействию морозов;
- прочностью.
Характеристики опилкобетоных блоков.
Основной недостаток этого материала заключается в том, что они способны впитывать влагу. Но данная проблема решается путем покрытия материала влагостойким составом и краской. Внутренняя часть конструкции из опилкобетона подвергается обработке качественным гидроизоляционным материалом.
В зависимости от плотности существуют следующие типы опилкобетона: М5, М10, М15 и М20. Наиболее плотным материалом являются блоки М5. Они применяются при строительстве фундамента и стен жилого дома. С помощью изделий М10 осуществляется реконструкция стен и подвальных помещений. Для проведения облицовочных работ и возведения перегородок внутри помещения подойдут блоки М15 и М20.
Несомненным преимуществом опилкобетона является то, что его можно сделать своими руками. Для этого нам понадобятся:
- опилки;
- цемент;
- песок;
- глина;
- вода;
- доски;
- толь;
- стальные стержни с резьбой;
- барашковые гайки;
- листовая сталь;
- вибротрамбовка;
- бетономешалка;
- полиэтиленовая пленка;
- сито с ячейками 10*10 мм;
- лейка;
- гвоздь;
- шпатель.
Преимущества использования арболитовых блоков

В зависимости от плотности, этот вид бетона может быть оптимизирован под выполнения в будущей постройке одной из двух функций:
- теплоизоляционной;
- конструкционной.
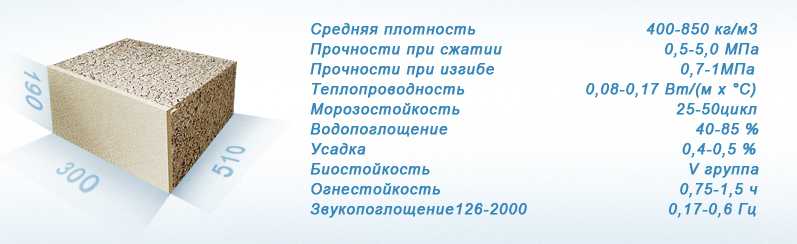
Более низкие значения плотности (от 400 до 500 кг/куб.м) указывает на то, что такие блоки хороши для теплоизоляции стен, но не смогут воспринимать нагрузку от кровли, высокие (от 500 – 850 кг/куб.м) характерны для более прочных, но уступающих по изоляционным качествам блоков.
Эту особенность материала следует учитывать, говоря о его плюсах и минусах. Кстати о первых:
Сфера применения – несущие стены зданий, высотой до трех этажей, возведение хозяйственных помещений. Материал удобен именно для индивидуального строительства. «Теплоизоляционная» версия арболита поможет сохранить тепло, при уже имеющихся несущих стенах.
Прочность на сжатие – 0,5 -5 Мпа (средний показатель 25 кг/кв.см принципиально не отличается от других ячеистых бетонов), точное значение определяется классом арболита. К тому же, блоки способны восстанавливать форму после временной деформации от нагрузки, полностью или частично. Обусловлено это пластичностью органического наполнителя.
Прочность на изгиб – эта характеристика материала выгодно отличает его от пено- или газобетона. Если возникает неравномерная нагрузка (например, фундамент сел неровно), то блоки просто немного деформируются, но появления трещин и разрушения не происходит.
Теплоизоляционные свойства – еще одно однозначное достоинство арболита. Согласно ГОСТ рекомендуемая толщина стен из этих блоков – 38 см. Однако даже укладка в один ряд, с результирующей толщиной стены 30см, обеспечит потери тепла на уровне кирпичной стены в метр шириной. Потому построив дом из арболитовых блоков, о ненужных теплопотерях точно можно забыть.
Морозостойкость – материал в состоянии выдержать 25-50 циклов замораживания/оттаивания. Показатель неплохой, даже с учетом разброса, ответственность за который лежит на отдельно взятом производителе блоков
Это особенно важно для дачных домов, которые топят от случая к случаю, либо не греют вовсе. Применения арболита позволит эксплуатировать такую дачу как минимум 25 лет
Паропроницаемость – блоки отлично впитывают влагу (что как раз-таки является их минусом). Зато они не накапливают водяной пар – материал не будет намокать даже в условиях высокой влажности воздуха.
Звукоизоляционные свойства – коэффициент звукопоглощения арболита в диапазоне от 126 до 300 Гц составляет 0,17-0,6. Даже по сравнению с «родственной» древесиной (0,06 – 0,1) блоки являются более выигрышным вариантом. Кирпичные же стены будут гасить звук в несколько раз хуже.
Плотность кирпича разных видов
Легкость – применение блоков суммарно позволяет уменьшить вес конструкции в 3 раза по сравнению с кирпичом, и в 1,5 раза – в сравнении с керамзитобетоном (цифры примерные, все зависит от толщины кладки). А это не только упрощает работы по возведению, но и позволяет сэкономить на фундаменте.
Стойкость к огню – блоки относятся к трудногорючим материалам (группа Г1), воспламеняются они также плохо (группа В1). По степени дымообразования арболит относят к группе Д1 – дым при горении образуется, но в малых количествах. Исходя из совокупности свойств, материал можно назвать пожаробезопасным.
Биостойкость и экологичность – арбоблоки не склонны к гниению и появлению плесени. Производители утверждают, что в материале не водятся мыши, правда, с этим утверждением иногда спорят. Состав блоков не предполагает выделения в окружающую среду вредных веществ.









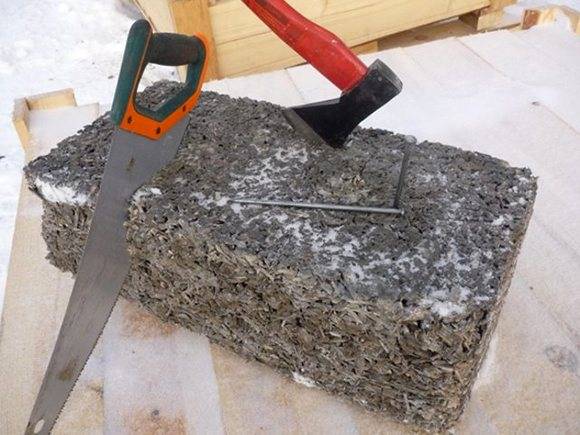
Удобство в монтаже – распилить блоки не составит труда. Кроме того, структура материала отлично принимает крепеж (гвозди и саморезы) и позволяет наносить штукатурку без дополнительного армирования.
Экономичность – применение арболита позволяет снизить целый ряд издержек, связанных с транспортировкой, возведением, оплатой наемной рабочей силы, а также сократить расходы на отопление дома.
Эксплуатационные качества в целом позволяют строить из арболита не только дачи и хозпостройки, но и дома рассчитанные на постоянное проживание. Единственное «но» — потребуется учесть и нивелировать ряд отрицательных моментов.
Подготовительный этап для производства из опилок
Довольно часто стоимость услуг автотранспорта значительно превышает цену на опилки. В основном в качестве наполнителя применяют опилки из хвойных пород древесины. Из твердых сортов древесины допускаются для производства осина, береза и тополь.
Изготовление осуществляется с применением сухого наполнителя. Опилки необходимо просушить под навесом в течение месяца или двух. Весь период сушки опилки требуется переворачивать.
Чтобы существенно сократить этот процесс, ведь временной фактор в строительстве играет не последнюю роль, лучше обработать опилки известью. Нужно приготовить 1,5%-ный раствор извести, исходя из пропорции: 200 литров жидкой фракции на 1 м3 опилок. Но и такой состав необходимо переворачивать 2 раза в сутки. К замешиванию раствора из арболита можно приступать через 72–96 часов.
История арболита и деревобетона
Отечественный опыт производства арболита
Деревобетон по официальной версии первыми открыли голландцы в 1930-ых годах. Они разработали технологию производства материала под названием DURISOL (ДЮРИСОЛ). Появились представительства компании DURISOL в Швейцарии и Германии. Деревобетон по технологии ДЮРИСОЛ благодаря своим характеристикам и свойствам стал известен во всей Европе и в Северной Америке.
Отечественный опыт производства арболита начинается в 1960-ом году, когда Советский Союз, скопировав технологию ДЮРИСОЛ, разрабатывает по материалу ГОСТ. Русский арболит проходит все технические испытания, даже становится стандартизированным и сертифицированным в СССР. На территории Союза строят более сотни заводов по производству арболита и материал начинают применять для строительства заводских зданий, сельских домов и ферм.
Интересный факт, что в 60-ые годы панели арболита применялись при строительстве трех здания и столовой в Антарктиде, на станции «Молодежная». Несмотря на климат, толщина стен была всего 30 см, и этого было достаточно.
Советский союз в 80-ых годах разрабатывает целевую программу под названием «Арболит». По этой программе заводы, производящие стройматериал, начинают работать с мощностью выпуска изделий в 500 тыс. м3 в год, а из советского арболита строят более 3 тыс. зданий.
В 1990-ые годы взят ориентир на строительство домов из блоков и панелей на основе неорганического заполнителя. Арболит, несмотря на свои уникальные свойства, массового применения в советском масштабном домостроении не получил. Одни арболитовые заводы были развалены, другие перепрофилированы, и в целом эта индустрия была разрушена. А те здания, что еще в 60-ые были построены из арболита, сейчас стоят, не утратив своего первоначального вида и состояния.
Зарубежный опыт производства деревобетона
DURISOL (Нидерланды)
В настоящее время компания DURISOL имеет свои представительства в 12 странах мира, в т.ч. в Республике Беларусь и Российской Федерации. Деревобетон ДЮРИСОЛ состоит из щепы хвойных деревьев (80-90% от всего объема), которую обрабатывают минеральными добавками и портландцемента.
Duripanel (Германия)
Фирма «Duripanel» в Германии выпускает блоки из деревобетона, наряду с блоками выпускает также стеновые панели. Панель имеет трёхслойную структуру, жёсткую основу внутри и с обеих сторон гладкий верхний слой. Для изготовления панелей используют древесные волокна, минеральные добавки, воду и портландцемент в качестве вяжущего.
Velox (Австрия)
Уже на протяжении 50-ти лет австрийская фирма занимается производством несъемной опалубки. Опалубка состоит из спрессованной еловой древесной щепы (95% от всего объема), цемента, жидкого стекла и сульфата алюминия.
Пермакс (Япония)
В Японии выпускают древесно-цементные плиты «Пермакс». В качестве заполнителя используются заготовки древесины мягких пород и отходы от производства фанеры, из которых на строгальных станках изготавливают продольную стружку. Стружка высушивается, после чего древесное волокно расстилают ровным слоем на специальной распределительной машине и пропитывают цементным раствором с добавкой минерализаторов. Кроме древесного волокна для плит «Пермакс» применяют древесную щепу. В Японии выпускают около 20 млн. штук таких плит в год, их производство развивается также в соседних странах (Таиланд, Филиппины и др.)
Сenturyboard (Япония и США).
Фирма «Сenturyboard», специализирующаяся в области лесопильной промышленности, организовала производство огнестойких плит для наружной отделки. Плиты покрываются акриловой краской или синтетическими смолами и имеют хороший внешний вид.
Faswall (США)
Фирма «Faswall» изготавливает блоки, которые состоят из портландцемента, древесной щепы и золы-уноса. Блоки соответствуют всем американским стандартам и широко применяются уже в течение 60-ти лет.








Lignacite ltd (Великобритания)
Компания «Lignacite ltd» разработала строительные блоки на основе хвойных опилок, песка и цемента. Блоки пустотелые, обладают хорошими свойствами теплоизоляции, водостойкие, огнестойкие, морозостойкие и биостойкие. Применяют их для наружных и внутренних стен при малоэтажном строительстве.
Пилинобетон (Словакия)
В Словакии разработан эффективный стеновой материал. Пилинобетон состоит из древесных отходов – опилок и стружки из хвойных пород древесины, хлористого кальция и портландцемента. Применяется для строительства сельскохозяйственных и жилых зданий, строительство мансард. Экологичность и долговечность деревобетона позволяет найти для него неожиданное применение. В Великобритании было организовано производство скворечников из деревобетона.
Укладка арболитовых блоков

Следует сказать, что данный материал, при достаточной прочности и твердости, довольно легко обрабатывается различными инструментами.
Его можно укладывать на обычные цементно-песчаные смеси или кладочные клеи, но при этом желательно соблюдать тепловой разрыв, чтобы мостики холода по кладке не ухудшали коэффициент теплопроводности арболитового дома.

Но еще лучше выполнять монтаж арболитовых блоков на полиуретановый пеноклей или даже простую монтажную пену.
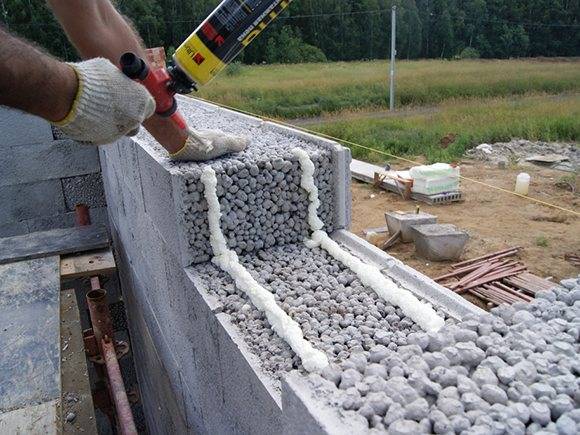
И хотя фотографий такого монтажа мы не нашли на просторах интернета, но пористая рельефная структура арболитового блока как нельзя более походит именно для такой укладки.

Коротко о главном
Производство качественного арболита в домашних условиях не является из ряда вон выходящей задачей. Единственной серьезной сложностью может стать поиск щепореза. В крайнем случае его можно изготовить или заказать, но если есть где приобрести готовую щепу, то эта проблема снимается.
Используемая щепа должна быть выдержана на солнце около месяца, чтобы нейтрализовались органические вещества внутри нее. Использовать для раствора можно и намокшую.
Есть два основных способа распалубки готовых блоков. Чтобы выбрать подходящий, есть смысл сделать пробные блоки и сравнить результаты.
Формирование арболитовых блоков
Когда раствор готов, он высыпается в подходящую емкость и теперь его надо израсходовать в течение 15 минут. Чтобы сформировать и сделать арболитовые блоки своими руками, способов придумано достаточно много – на производствах это разборные опалубки на 6-12 блоков, а в домашних условиях они обычно делается по одной штуке в самодельных трафаретах.
Один из методов изготовления на видео:
Технология изготовления арболита предусматривает два варианта формовки:
- Быстрая распалубка – после первичного схватывания цемента. По сути, это безостановочный процесс – формирование блока (засыпка раствора в форму), прессовка (или вибропрессовка), распалубка и отправка на просушку. Вместе с приготовлением раствора даже один человек может в день сделать 80-100 блоков. Преимущество способа – скорость изготовления новых арболитовых блоков и безостановочность процесса.
- Распалубка через сутки – после опрессовки блок оставляется в форме на 24 часа, после чего только производится распалубка и досушка. Изготовить арболитовые блоки своими руками таким способом может получиться даже быстрее, но только при условии наличия достаточного количества форм, в которых арболит можно оставить на ночь. Преимущества метода – близкая к идеальной форма блока, которая после схватывания бетона не имеет возможности даже малейшего перекоса.
Чем хуже геометрия блоков, тем толще между ними будут цементные швы, которые образуют мостики холода. Для уменьшения теплопроводности блокам придается зигзагообразная форма, которая ломает такой мостик, предотвращая прямой отток тепла.

Для формирования блоков используется специальный станок или трафареты – все это оборудование для арболитовых блоков может быть сделано своими руками.
Использование станка
Оба устройства могут применяться в любом из методов, но свой станок чаще делают под быструю распалубку, для увеличения темпов производства. Их неоспоримое преимущество – это прессовка блока на вибростоле. Сам процесс формирования отличается простотой и оборудование можно доверять рабочим после минимального обучения.
Работа станка полуавтомат на видео:
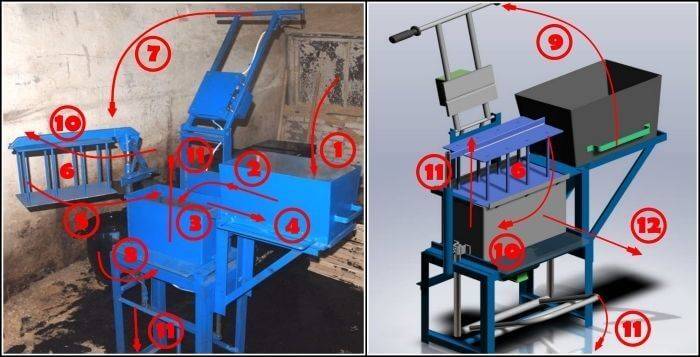
- Готовая смесь засыпается в мерную емкость (1), которая смещается на направляющих (2), высыпая раствор в пресс-форму (3).
- Сверху на раствор устанавливается крышка (5) пресса (ее высота может регулироваться штырями (6) для людей разного роста) и придавливается рычагом (7).
- После придавливания включается вибростол (8). Он работает 20-30 секунд и автоматически отключается (можно использовать простейшее реле времени) – дольше трамбовать нельзя, потому что тогда цемент будет стряхиваться на дно блока.
- Рычаг откидывается назад (9), крышка пресса снимается (10) и пресс форма поднимается наверх (11), для чего нажимается педаль.
Готовый арболитовый блок можно забирать на просушку (12). Через 2-3 суток он наберет достаточную прочность для транспортировки.









Для использования метода распалубки через сутки пресс-форма делается разборной и съемной, а верхняя крышка может в ней фиксироваться защелками или другим удобным способом. После трамбовки блок снимается прямо с формой и отправляется на отстаивание.
Арболит с помощью трафарета
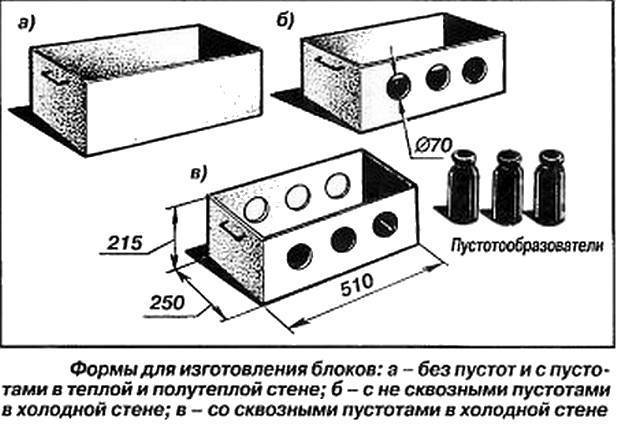
Используются две основные разновидности пресс формы – в виде коробки без дна и верха, а также разборная, в виде двух букв «Г», которые защелкиваясь вокруг дна образовывают жесткий короб, накрываемый крышкой. Она в свою очередь также фиксируется отдельными защелками, которые врезаны в боковые стенки.
Независимо от того, какая пресс-форма используется, основной алгоритм следующий:
- Короб готовится к засыпанию арболитовой смеси. Сквозной ставится на твердую поверхность (1), застеленную целлофаном (чтобы не прилип блок), цельный короб смачивается изнутри.
- Засыпается первый слой смеси, утрамбовывается, сверху добавляется второй слой, в случае необходимости третий и накрывается крышкой. На сквозной короб ложится (2) гнет (гиря или что-нибудь подходящее), у разборного верхняя часть фиксируется защелками (3).
- Если под рукой есть перфоратор, то можно пройтись ним по крышке, это заменит вибростол.
- В зависимости от применяемой технологии производится распалубка или форма оставляется для выстаивания.
Если производится быстрая распалубка сквозной коробки, то сначала вверх поднимается именно она (4), затем снимается гнет и убирается крышка. Блок отправляется на сушку вместе с основанием, на котором его формировали.

Состав смеси и пропорции
Когда готовится производство арболитовых панелей, надо тщательно подбирать состав смеси и соотношение между ее частями. В качестве наполнителя неизменно выступают отбросы переработки дерева. Но так как арболит является разновидностью бетона, он содержит цемент.
Благодаря органическим компонентам материал отлично удерживает тепло и не пропускает посторонние звуки. Однако, если нарушены основные пропорции, эти качества нарушатся.
Надо понимать, что лишь некоторые виды стружки могут применяться для производства арболита. В этом его существенное отличие от опилкобетона. Согласно действующему ГОСТ, жестко регламентированы габариты и геометрические характеристики всех фракций материала.
В результате специальных научно-практических исследований было установлено, что самая лучшая щепа:
- по форме напоминает портняжную иглу;
- имеет длину до 2,5 см;
- имеет ширину от 0,5 до 1 и толщину от 0,3 до 0,5 см.
Причина проста: дерево при иных пропорциях поглощает влагу неодинаково. Соблюдение рекомендованных исследователям габаритов позволяет компенсировать разницу.
Кроме размеров, надо тщательно отбирать и породы дерева. Ель, бук подойдут, но лиственница не годится. Можно применять березовое и осиновое дерево.
Они позволяют избежать возникновения плесневых гнезд или поражения сырья иными патологическими грибками.
В производстве арболита иногда применяют кору и хвоинки, но их предельная доля составляет 10 и 5% соответственно.
Еще иногда берут:
- льняную и конопляную костру;
- солому риса;
- стебли хлопка.
Наибольшая длина таких компонентов составляет максимум 4 см, а ширина должна быть не более 0,2 — 0,5 см. Запрещено использовать паклю и очесы больше, чем 5% от массы употребляемого наполнителя. Если применяется костра льна, ее придется 24-48 часов вымачивать в известковом молоке. Это намного практичнее, чем 3 или 4 месяца выдерживать на открытом воздухе. Если не прибегнуть к такой обработке, содержащиеся в составе льна сахара будут разрушать цемент.
Что касается самого цемента, чаще всего для производства арболита применяют портландцемент. Именно его начали использовать для этой цели еще несколько десятилетий назад. Иногда к портландцементу добавляют вспомогательные вещества, которые увеличивают морозостойкость конструкций и улучшают другие их характеристики. Также в отдельных случаях может употребляться стойкий к сульфатам цемент. Он эффективно противостоит воздействию ряда агрессивных веществ.
ГОСТ требует, чтобы в теплоизоляционный деревобетон добавляли только цемент марки М-300 и выше. Для конструкционных блоков применяют лишь цемент категории не ниже М-400. Что касается вспомогательных добавок, их масса может составлять от 2 до 4% суммарной массы цемента. Количество вводимых компонентов определяется маркой арболитовых блоков. Хлорид кальция и сульфат алюминия употребляют в объеме не более 4%.
Таково же предельное количество смеси хлорида кальция с сульфатом натрия. Есть еще пара комбинаций, в которых хлористый алюминий объединяется с сульфатом алюминия и хлоридом кальция. Эти два состава употребляются в количестве до 2% от общей массы закладываемого цемента. В любом случае соотношение между вспомогательными добавками 1: 1. Но чтобы эффективно сработали вяжущие компоненты, требуется использовать воду.
В ГОСТ прописаны жесткие требования к чистоте используемой жидкости. Однако в реальном производстве арболита часто берут любую воду, которая пригодна для технических нужд. Нормальное схватывание цемента требует подогрева до +15 градусов. Если температура воды падает до 7-8 градусов тепла, химические реакции идут намного медленнее. Соотношение компонентов подбирают так, чтобы обеспечить необходимую крепость и плотность деревобетона.
Изделия из арболита можно армировать при помощи сеток и стержней из стали. Главное, чтобы они соответствовали нормам отраслевых ГОСТ.







Стандарт требует от производителей дважды за смену или чаще тестировать приготавливаемую смесь на соблюдение таких показателей:
- плотность;
- удобство укладки;
- склонность к расслаиванию;
- количество и размер пустот, разделяющих зерна.
Тестирование проводят в специальной лаборатории. Его проводят для каждой партии смеси на 7 и на 28 сутки после затвердевания. Стойкость к морозу определяют обязательно и для декоративных, и для несущих пластов.
Чтобы выяснить теплопроводность, мерят ее на отобранных по специальному алгоритму образцах. Определение влажности производят на пробах, отбираемых из готовых каменных блоков.
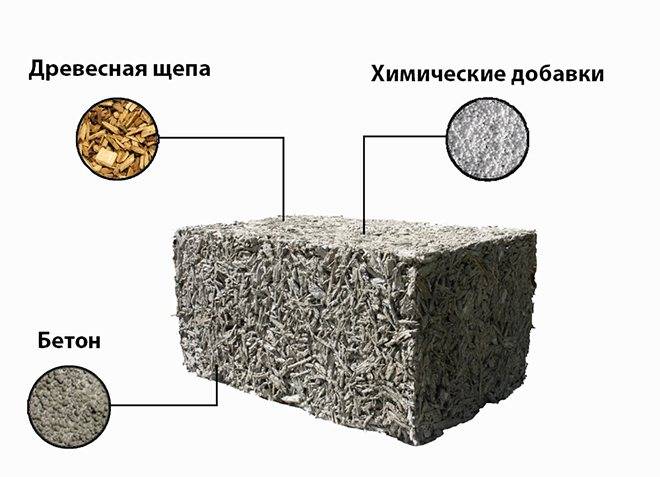
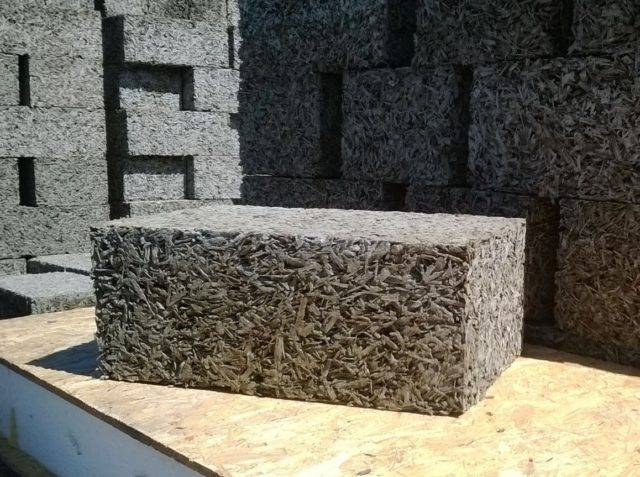
Древесная щепа
Материалы из щепы и цемента – самые популярные и востребованные на рынке. Это один из самых лучших материалов для производства арболитовых материалов. Ее изготавливают из:
- лесозаготовительных отходов (ветки, сучья, макушки деревьев);
- отходов деревообработки (в основном горбыль);
- переработки вторичного сырья (старая мебель, паллеты).
Также можно изготовить щепу с помощью щеподробильного оборудования. Производить ее можно из любых сортов древесины, лучшими, как и в случае с опилками, считаются хвойные породы. Единственное исключение составляет бук.
Отличную щепу производят из кусковых отходов древесины. На первом этапе ее прогоняют сквозь рубительные машины, а затем измельчают с помощью молотковой дробилки. Такое оборудование для производства стоит недешево. Изготавливать этот древесный наполнитель самостоятельно не всегда целесообразно. Щепу для арболита лучше купить на предприятии, где производят данную продукцию. Возможным вариантом является приобретение готовых блоков. Выбрать оптимального производителя поможет Интернет.
Начальный этап. Важность правильной организации бизнеса
Определившись с видом будущего бизнеса, нужно составить детальный бизнес-план с учетом спроса, необходимого ассортимента, возможной конкуренции, наличия сырьевой базы, предполагаемой налоговой нагрузки и других важных моментов. Целесообразность проекта должна подтверждаться необходимыми экономическими расчетами.
Организация производства начинается с регистрации нового предприятия или индивидуального предпринимателя. Параллельно определяется место и площадь производственного комплекса. Его территория должна вместить основной цех, вспомогательные помещения, комнаты персонала, склады для сырья и готовых изделий.
Приобретение, монтаж, наладка оборудования, способного обеспечить выпуск расчетного объема продукции – следующий этап. Одновременно формируется и обучается рабочая команда, изучается технология производства арболита, создается сырьевой запас для месячной (минимум) загрузки предприятия на полную мощность.
Техническое оснащение производственного цеха
Оснащение предприятия должно соответствовать его расчетной проектной мощности. Для мелкосерийного производства подойдут компактные станки. Серийный выпуск изделий из арболита помогает организовать более производительное оборудование или технологические линии, совмещающие станки нескольких типов.
Применяемое оборудование

Для различных технологических процессов может применяться следующее оборудование:
- рубильные и дробильные машины;
- механизмы для смешивания компонентов;
- дозаторы;
- вибропрессы;
- сушильные камеры.
Для бесперебойной работы цеха также потребуется достаточное количество форм различных типоразмеров, поддонов, стеллажей, разделителей для получения нескольких небольших кирпичей из арболита в одной форме, пустотообразователей и другого инвентаря.
Производство блоков: виды, размеры
Изготавливая строительные блоки своими руками, равномерно загружаем смесь в формы. Уплотняем готовую массу вручную способом трамбования. Должно пройти не менее суток, прежде чем материал можно будет распалубить. Только через неделю при нормальных погодных условиях они наберут 50%-ную прочность. Дальнейшую кладку стен производят с применением обычного цементно-песчаного раствора.
Размер
Кроме стандартного блока размерами 500х300х200 мм в зависимости от предназначения производят и другие арболитовые блоки, размеры которых незначительно отличаются друг от друга.
- Широкие экземпляры – 500х250х300 мм. Применяются для возведения наружных, несущих стен. Подходят для строительства двухэтажных зданий, приспособлены под плиты перекрытия.
- Средние экземпляры – 500х250х200 мм. Обычно используют для кладки наружных стен хозяйственных построек.
- Узкие изделия – 500х250х150 мм. Предназначены для межкомнатных перегородок, а также утепления бань и гаражей.
Масса изделия
Небольшая масса помогает существенно экономить на фундаменте, так как нет нужды в глубоком котловане
Для сравнения: масса одного силикатного кирпича составляет 3,7 кг, а в 1 м3 – 530 штук. Соответственно, 1 м3 имеет массу около 1,9 т.
Разница почти в три раза! Это является важным фактором в пользу применения блоков из арболита.
| Габариты (ДхВхШ), мм | Масса 1 шт, кг |
| 500х250х150 | 11,25 |
| 500х250х200 | 15 |
| 500х250х300 | 22,5 |
| 500х250х400 | 30 |
| 600х300х400 | 43,2 |
| 600х200х400 | 28,8 |
Технология изготовления арболита
Производственная схема содержит следующие стадии:
- Дробление и придание необходимой формы заполнителю.
- Предварительная обработка органического заполнителя химическими составами.
- Дозирование составляющих компонентов для арболитовой массы.
- Подготовка арболитовой смеси.
- Формирование арболитовых блоков.
Дробление и придание необходимой формы заполнителю.
Перед дроблением куски и отходы древесины складываются в кучи и выдерживаются под навесом около месяца при положительной температуре. Затем эти отходы необходимо превратить в щепу на специальных машинах.
Отходы от деревопереработки, лесопиления подаются на приемную площадку, там они складируются, потом направляются в принимающую воронку рубильного механизма (ДУ-2). Для измельчения древесины рекомендуют пользоваться барабанной рубительной машиной, имеющей широкий спектр применения. Она может обработать практически каждый тип древесных отходов — рейки, кругляки, горбыль, обрезки, отторцовку, кривоствольную древесину. Обработанная таким образом щепа направляется в бункер, а затем идет в молотковую дробильную машину (ДМ-1), после этого древесная дробленка отправляется на вибрационный грохот, в целях отсеивания отходов и слишком крупных частиц.
На выходе дробленка представляет собой фракции древесины игольчатого или пластинчатого вида длиной от 2 до 20 мм, шириной от 2 до 5 мм, толщиной не больше 5 мм.