Материал и конструкция
Борфреза (её ещё называют шарошка) — это один из видов оснастки для электроинструментов, промышленного оборудования, станков. До изобретения этих приспособлений человек счищал слой металла напильником. На это уходило много времени, сил.
Появление фрез повысило производительность труда. С помощью них можно проводить обработку различных металлических заготовок. Шарошка состоит из двух частей:
- Концевик — закрепляется в патроне шуруповерта, дрели, перфоратора, бормашинки.
- Режущая часть — рабочая головка фрезы, с помощью которой происходит обработка металла. Борфрезы, которые можно найти в строительных магазинах, соответствуют параметрам, указанным в ГОСТе.
Разделяются шаровки по виду материала, из которого изготавливается рабочая головка, конструкции, визуальной форме режущей части. Материалы, которые используются из при изготовлении борфрезы:
- углеродистая сталь;
- абразив;
- алмазное напыление;
- твердые сплавы металлов.
По конструкции борфрезы могут быть одноконусными, двухконусными. Форма у фрез разная:
- круглая;
- овальная;
- коническая;
- цилиндрическая;
- полуовальная.
Назначение и особенности инструмента
История борфрез насчитывает не один десяток лет, в течение которых данный инструмент постоянно совершенствовался. Между тем за время, прошедшее с момента изобретения борфрезы, ее конструкция практически не изменилась. Как и прежде, любая шарошка состоит из хвостовика, при помощи которого она фиксируется в патроне используемого оборудования, и рабочей части, выполняющей основную работу по резке.
Обработка при помощи борфрез осуществляется вращающимся инструментом, при этом скорость его вращения может доходить до 60 000 об/мин. В связи с этим при использовании шарошек следует учитывать, что оборудование, на которое они будут установлены, должно обеспечить им высокую скорость вращения.
Преимуществом использования борфрез в паре с ручным инструментом является возможность обработки труднодоступных поверхностей
При выборе борфрез по металлу руководствуются такими параметрами, как:
- тип обработки, которую предстоит выполнить;
- характеристики материала, из которого изготовлено обрабатываемое изделие;
- размеры обрабатываемых элементов.
Следует иметь в виду, что именно правильный выбор инструмента (наряду с его качественными характеристиками) оказывает основное влияние на результаты выполняемой обработки.
Насечка борфрезы должна соответствовать типу обрабатываемого материала
Борфрезы, предназначенные для работ по металлу, благодаря своим характеристикам и функциональным возможностям находят широкое применение во многих сферах. Это, в частности, машино- и автомобилестроение, электронная промышленность, ювелирное дело, полиграфия и др.
Борфрезами, рабочая часть которых может иметь очень миниатюрные размеры и различную конфигурацию, выполняют обработку рабочих поверхностей матриц и литейных форм, наносят на поверхность изделий из металла различные узоры и надписи, растачивают и шлифуют отверстия и пазы, отличающиеся даже значительной глубиной и сложной конфигурацией.
Граверные борфрезы для миниатюрных работ
Среди домашних умельцев борфрезы по металлу также пользуются большой популярностью. Используя такой универсальный и эффективный инструмент, установленный на обычную электрическую дрель или шуруповерт, можно быстро и аккуратно зачистить сварной шов, расточить отверстие или паз, снять с детали острые края, отшлифовать мелкие элементы из металла, сделать поверхность металлического изделия идеально ровной и гладкой.
Классификация борфрез
Различия в конструкции борфрез разных категорий позволяют оптимально подбирать такой инструмент для решения определенных технологических задач. Борфрезы по металлу классифицируются по своему конструктивному исполнению. Так, в зависимости от данного параметра они могут быть:
- одноконусными;
- двухконусными;
- трехконусными.
Каждый из представленных выше типов борфрез выбирается в зависимости от характера технологических задач, которые предстоит решить с их помощью.
Маркировка твердосплавеных борфрез
Форма рабочей (режущей) головки – еще один параметр, по которому борфрезы разделяются на различные категории. На сегодняшний день борфрезы выпускаются с рабочими головками следующих форм:
- цилиндрической;
- конической;
- круглой;
- полуовальной;
- овальной.
Формы режущей части борфрез по металлу
На выбор инструмента с рабочей головкой определенной формы также оказывает влияние характер предстоящих технологических задач. Например, для гравировки по металлу используется борфреза коническая, для расточки и шлифовки отверстий и пазов – инструмент с цилиндрической рабочей головкой, для зачистки сварных швов и обработки плоских поверхностей – шарошки, режущая часть которых имеет круглую форму.
Форма борфрезы подбирается в зависимости от конфигурации обрабатываемой поверхности
Если говорить о материале изготовления борфрез по металлу, то в зависимости от данного параметра они делятся на следующие категории:
- изготовленные из углеродистой стали;
- абразивные (борфрезы данной категории делятся на два типа: с металлической рабочей головкой, на поверхность которой нанесено напыление из абразивного материала, и с режущей частью, целиком выполненной из абразива – электрокорунда);
- с напылением из алмазной крошки (алмазные борфрезы);
- твердосплавные (к их хвостовику из углеродистой стали методом пайки крепится рабочая головка из твердого сплава).
Борфрезы по металлу, изготовленные из углеродистой стали, самые недорогие из представленных, но их рабочий ресурс минимальный. Приобретать шарошки данного типа можно в том случае, если использоваться они будут не слишком часто и не в интенсивном режиме. Свою эффективность борфрезы из углеродистых сталей проявляют при несложной обработке не слишком твердых материалов.
Простые борфрезы из углеродистой стали
Алмазные борфрезы, при помощи которых можно успешно выполнять обработку высокопрочных и хрупких металлов, являются профессиональным инструментом, подходящим как для домашнего, так и для промышленного использования. При помощи таких шарошек, рабочие головки которых могут иметь любые размеры и конфигурацию, можно выполнять расточку и тонкую шлифовку отверстий, при этом поверхность, формируемая после такой обработки, получается идеально ровной и гладкой. Именно алмазными борфрезами чаще всего оснащают гравировальные установки.
Борфрезы твердосплавные, отличающиеся самым высоким рабочим ресурсом среди инструментов подобного назначения, используются преимущественно в производственных условиях. Применяя твердосплавные борфрезы, которыми оснащается мощное и высокооборотистое оборудование, можно выполнять обработку металлов самой высокой твердости (чугуна, нержавеющей и жаропрочной стали, титана и др.).
Борфрезы из твердого сплава подходят для подгонки форм и завершающей обработки различных металлических поверхностей
Борфрезы, используемые для выполнения работ по металлу, различаются и по типу заточки режущей части. Так, в зависимости от данного параметра борфрезы могут быть:
- с тонкой нарезкой режущей части;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- предназначенные для выполнения работ по алюминию.
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
- Изготовление хвостовика для борфрезы.
Пруток разрезается.
- Один его конец заправляется на шлифовально-обдирочном станке.
- Пруток правится на правильно-калибровочном станке.
- Конец подрезается, центрируется и отрезается.
- Подрезается второй конец.
- Протачивается конус и снимается фаска.
- На конусе фрезеруется канавка.
Производство борфрезы.
- К хвостовику припаивается заготовка.
Удаляются остатки флюса. Хвостовик протачивается по наружному диаметру. Снимается фаска и подрезается шейка. Происходят закалка и отпуск. Хвостовик шлифуется по диаметру. Рабочая часть шлифуется по наружному диаметру. Обрабатывается профиль головки. Шлифуются шейка рабочей части и торец хвостовой части. Шлифуются зубья борфрезы. Изделие промывается. Наносится маркировка.

Фотография №3: изготовление борфрезы
Разновидности
Борфрезы по металлу используются при обработке металла. Если с формой оснастки всё понятно, то выбрать материал, из которого она изготовлена, труднее. Чтобы не ошибиться, нужно изучить общую информацию о том, из чего могут изготавливаться борфрезы.
Из углеродистой стали
Самый распространённый вид насадок для электродрелей, применяющихся при обработке металлических поверхностей. При их изготовлении используется дешёвый, доступный материал, который обуславливает низкую цену за готовую оснастку. Преимущества:
- низкая цена;
- широкий выбор форм.
- качество значительно хуже, чем у других материалов;
- недолговечность;
- низкое качество.
Рабочая часть, изготовленная из углеродистой стали, быстро стачивается при активной работе.
С алмазным напылением
Борфрезы по металлу с алмазным напылением используются для проведения многих работ. Преимущества:
- Используются для обработки металлических поверхностей, стекла, керамики.
- Алмазное напыление наносится на оснастку для бормашинок, граверов. С их помощью проводят ювелирные работы.
- Высокая точность выполняемых работ.
К недостаткам фрез с алмазным напылением можно отнести высокую стоимость. После работы с таким видом оснастки на обрабатываемой поверхности незаметны результаты вращения борфрезы.
Абразивный инструмент
Представляет собой абразивный материал, который закрепляется на рабочей части фрезы. Она может быть любой формы, размера. Лучшим абразивным материалом для изготовления такого вида оснастки является электрокорунд. Борфрезы с абразивом используются для обработки дерева, металла, стекла, керамики.
С твердосплавной головкой
Задача этого вида оснастки — обработка чугуна, легированной стали, сплавов на основе титана. Преимущества:
- возможность обрабатывать любые виды металлов;
- долговечность, износоустойчивость.
К недостаткам этих борфрез по металлу относят высокую цену. Их устанавливают на оборудование высокой мощности, чтобы добиться максимальной производительности, точности.
Как выбрать?
До приобретения борфрезы необходима визуальная оценка целостности детали. Специалисты рекомендуют покупать детали полными комплектами – в наборе находится множество моделей для разнообразных действий. На качественные детали, наносится прочное покрытие в несколько слоев, повышающее износоустойчивость борфрезы, продлевающее период эксплуатации инструмента на 50-70%
Важно такое покрытие при работе с закаленной или нержавейкой, металлокерамикой и прочими труднообрабатываемыми материалами
Основные моменты:
- Выполняемые задачи;
- Материал отделываемого объекта;
- Диаметр предполагаемых пазов и выемок;
- Формат вероятной работы (например, для черновой работы предпочтительны грубые варианты из среднего или эконом-варианта, а для правильной, точной работы понадобятся изделия премиального сегмента);
- Рейтинг производителя.
Проанализировав предназначение и необходимы минимум параметров для работы, можно выбрать подходящий и качественный вариант.
Рекомендации по правильному применению
Чтобы продлить срок службы борфрез по металлу, а также чтобы не нанести вреда оборудованию, следует придерживаться ряда несложных рекомендаций.
- Рабочую часть шарошки необходимо поддерживать в полном контакте с подвергаемым обработке металлом: это позволит повысить эффективность ее использования.
- Необходимо следить за тем, чтобы хвостовик не соприкасался с обрабатываемым изделием, что может привести к поломке борфрезы.
- На инструмент в процессе обработки нельзя оказывать сильного механического давления: это не только снизит ее эффективность, но и увеличит нагрузку на используемое оборудование, что может стать причиной его перегрева и быстрого выхода из строя.
- Чтобы избежать таких проблем, как образование неровностей и заусенцев на обрабатываемом изделии, а также заклинивание шарошки в металле, надо задать высокую скорость вращения инструмента. Работа борфрезой, вращающейся с высокой скоростью, кроме того, позволяет более тщательно выполнить обработку пазов и углов.
- Чтобы предотвратить интенсивный износ инструмента, на его рабочую головку в процессе обработки необходимо периодически наносить специальную смазку, которая уменьшит нагрузку на шарошку и улучшит ее скольжение по обрабатываемой поверхности. Замедлить износ режущей части позволяет также суспензия, состоящая из воска или синтетического машинного масла, в которую борфрезу периодически окунают в ходе обработки.
- Не следует выполнять обработку сильно изношенной борфрезой. Применение такого инструмента требует приложения значительных физических усилий, а также может стать причиной выхода из строя используемого оборудования и окончательной поломки самого инструмента.
Рекомендованные рабочие скорости
При обработке с помощью борфрезы по металлу следует соблюдать меры безопасности, так как такой процесс связан с образованием большого количества мелкой стружки и металлической пыли. Кроме того, если вы используете некачественный инструмент, вы должны осознавать риск его поломки и вылета рабочей головки из зоны обработки, что может стать причиной серьезных травм. Таким образом, готовясь к работе с борфрезой по металлу, необходимо надежно защитить руки, органы зрения и дыхания.
Из чего изготавливается
Для изготовления инструмента используется несколько материалов:
- Углеродистая сталь.
- Электрокорунд.
- Абразивное напыление.
- Алмазная крошка.
- Твёрдый сплав.

К профессиональному инструменту относятся алмазные борфрезы. Они свободно обрабатывают очень прочные материалы. Режущая часть такого инструмента может иметь любую конфигурацию и размеры.
Инструмент легко растачивает, а также проводит тонкое шлифование глубоких отверстий. Причём поверхность получается идеально ровной. Алмазными борфрезами в основном оснащены различные гравировальные установки.
Среди всех подобных инструментов твердосплавные борфрезы по металлу отличаются самым продолжительным ресурсом. Они используются на заводах и фабриках. Если закрепить твердосплавную борфрезу на высокооборотистый станок, можно легко обработать самые твёрдые металлы:
Твердосплавными борфрезами можно проводить подгонку металлических форм, а также финишную обработку металлической поверхности.
В зависимости от вида заточки режущей головки инструмент подразделяется на несколько групп:
- Тонкая нарезка.
- Универсальная.
- Ультратонкая.
- Для обработки алюминия.
Несколько профессиональных советов
Если вы хотите увеличить время работы борфрезы для обработки металла, необходимо соблюдать несколько правил:
- Когда обрабатывается металлическая поверхность, рабочая часть должна находиться в полном контакте с обрабатываемой деталью.
- Хвостовик не должен дотрагиваться до обрабатываемого изделия. Борфреза может сломаться.
- Обрабатывая поверхность, необходимо исключить сильное давление на инструмент. Это может привести к перегреву шарошки и её поломке.
- Использование приспособления должно проводиться только на высокооборотистом оборудовании. Это позволит исключить заклинивание инструмента в металле. Высокая скорость даст возможность более тщательно обработать поверхность пазов.
- Для предотвращения сильного износа приспособления рабочая головка во время работы должна смазываться специальной смазкой. Она улучшит скольжение, а также уменьшит давление на инструмент.
- Для уменьшения износа режущей головки можно использовать особую суспензию. В её состав входит синтетическое машинное масло. Во время обработки инструмент постоянно смазывают таким составом.
- Не стоит начинать работу изношенной борфрезой. Придётся затратить немало физических усилий. Причём может поломаться сама фреза, а также используемое оборудование.
Как правильно пользоваться?
После покупки шарошки по металлу нельзя бездумно браться за работу. Нужно учитывать ряд правил, которые помогут продлить долговечность оснастки, сохранить целостность обрабатываемой детали:
- Перед тем как запускать дрель или двигатель оборудования нужно закрепить заготовку, продумать план работ, чтобы не останавливаться во время обработки.
- Выбирать электроинструмент с большим запасом мощности.
- При запущенном двигателе нельзя притрагиваться к рабочей поверхности хвостовиком. Это может спровоцировать поломку оснастки.
- Категорически запрещается давить на инструмент сверху. Борфреза сломается от повышения нагрузки.
- Чтобы увеличить долговечность фрезы, нужно использовать специальные смазки. Они улучшают скольжение, охлаждают рабочую зону.
- Перед началом работы необходимо проверять целостность хвостовика и рабочей головки. При наличии сколов, трещин, неровностей на режущей части её необходимо заменить.
Автослесари, кузнецы, жестянщики рекомендуют работать на максимальных оборотах дрели. Это позволяет улучшить параметры рабочего процесса, добиться лучшего результата. Высокие обороты позволяют снизить риск заклинивания фрезы в заготовке. Борфрезы по металлу — незаменимая оснастка, которая используется как в быту, так и на производстве. Бывают разные виды фрез
При работе с ними важно учитывать ряд правил, уметь выбирать оснастку в строительном магазине
Материалы для производства борфрез
Материалом для производства хвостовиков борфрез служит среднеуглеродистая легированная сталь. Основная марка — 30ХГСА. А вот головки борфрез изготавливают из различных материалов. Перечислим их.
- Инструментальная углеродистая сталь (У10А, У12А). Инструменты из этих материалов отличаются низким сроком службы и стоят недорого. Применяются для обработки изделий их мягких металлов. Устанавливаются на дрели и граверы.
- Быстрорежущая сталь Р6М5. Инструментами из этого материала можно обработать практически все марки углеродистых и среднелегированных сталей. Такие борфрезы применяются чаще всего.
- Твердые сплавы. Рабочие части обычно изготавливают из металлокерамики (ВК25 и ВК30). Также встречаются изделия с головками из минералокерамики и безвольфрамовых твердых сплавов. Такими борфрезами обрабатывают заготовки из жаростойких и нержавеющих сталей, а также чугуна.
- Твердые сплавы с алмазным напылением. Это самый дорогой профессиональный инструмент.
Особенности использования
Фрезерование — процесс разрезания материала на мелкие кусочки с помощью постоянно вращающейся фрезы. Изделие не требует усиленного давления на нее — при надавливании на инструмент, он перегревается, снижается продуктивность его работы и увеличивается износ.
Прочный хвостовик не должен задевать шлифуемую деталь, в противном случае, инструмент будет перегреваться, а деталь разрушится. Осторожный контакт должен осуществляться между острой долей насадки и обрабатываемой заготовкой.
Прибор должен быть целым и качественным. Режущий элемент необходимо обрабатывать спецсредством во время эксплуатации
Это важно для того, чтобы острая головка без препятствий, гладко скользила по поверхности. Высокая скорость работы устранит изъяны, зацепки, проведет обработку углов. Неспешное вращение снижает период службы
Лучшие результаты получаются на мощных, высокооборотистых станках, развивающих скорость движения шпинделя до 60000 оборотов в минуту. Прямошлифовальное оборудование обладает свойствами до 30000 оборотов в минуту. Чем выше скорость, тем качественнее шлифовка. Закреплять борфрезу нужно глубоко, чтобы исключить перегиб хвостовика. Повышенная скорость предотвращает аппаратную остановку, а преодолеть незначительные преграды при работе поможет режим на максимальной скорости. На малых вращениях фреза не преодолевает препятствие или шершавость поверхности и возможно заклинивание.
В процессе вращения фрезы в металлической детали происходит ее пробуксовка. При появлении искры и вспышек можно говорить о чрезмерной скорости, приводящей к перегреву инструмента и его поломке.
Рабочую область инструмента нужно поддерживать в контакте с подвергаемым обработке объектом — это повысит действенность ее использования. Чтобы исключить образование неровностей, скоростной режим не нужно снижать. Также это предотвратит внезапную остановку и поломку.
Для профилактики сильного износа на головку в процессе подготовки наносится средство-смазка, снижающее нагрузку и усиливающее ее скольжение по поверхности.
Замедлить изнашивание острой части позволяет восковая смесь, в которую фрезу обмакивают в процессе обработки. Работа с инструментарием должна осуществляться в спец-очках, перчатках и прочном костюме. Это связано с возможностью вращающегося облома мелких частиц стружки и пыльной взвеси. И важный фактор -необходимость использования качественного устройства, станка и оборудования является залогом безопасности и результативности работы.
Типы борфрез по металлу
Типы борфрез по металлу определяют по их основным характеристикам. Расскажем о них.
Формы борфрез
Борфрезы выпускают с различными по форме головками.
- Цилиндрические борфрезы (тип A). Предназначены для обработки плоских поверхностей и снятия заусенцев.

Изображение №2: обработка заготовки цилиндрической борфрезой
Цилиндрические борфрезы с торцами (тип B). Ими обрабатывают не только плоские поверхности, но и различные выборки.

Изображение №3: обработка заготовки цилиндрической бофрезой с торцом
Сфероцилиндрические борфрезы (тип C). Применяются для обработки поверхностей и радиусных переходов.
Изображение №4: обработка детали сфероцилиндрической бофрезой
Сферические борфрезы (тип D). Их сфера применения — обработка контуров и глухих отверстий.
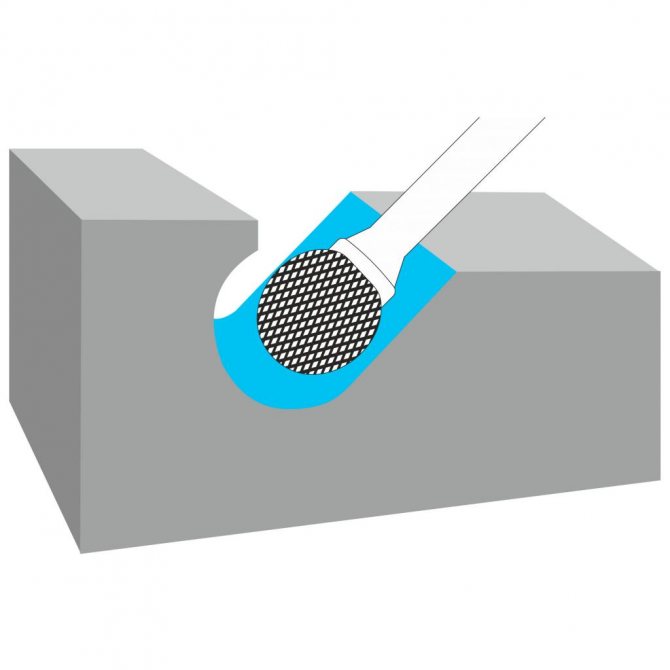
Изображение №5: применение сферической борфрезы
Овальные борфрезы (тип E). Предназначены для обработки угловых швов и формованных деталей.
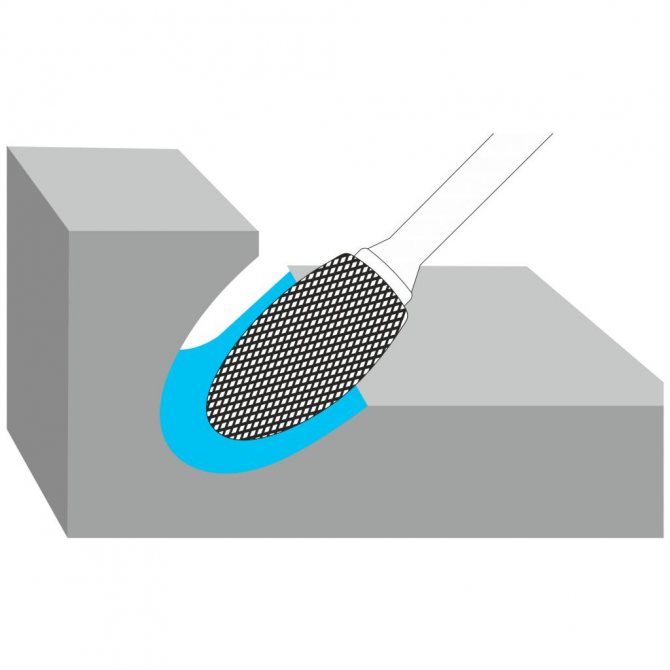
Изображение №6: обработка заготовки овальной борфрезой
Параболические борфрезы с закругленными концами (тип F). Их используют для тех же целей, что и инструменты с овальными головками.
Изображение №7: обработка детали параболической борфрезой типа F
Параболические борфрезы с заостренными концами (тип G). С их помощью выполняют финишную обработку угловых швов и снимают фаски.
Изображение №8: применение параболической борфрезы типа G
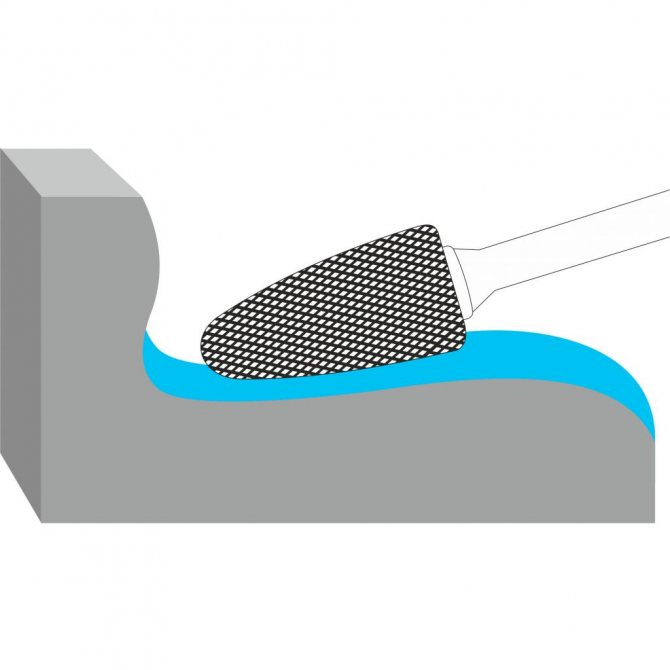
Пламевидные борфрезы (тип H). Используются для обработки формованных деталей.

Изображение №9: обработка детали пламевидной борфрезой
Конические борфрезы (конусность — 60°, тип J). Их основные сферы применения — зенкование, снятие фасок и обработка кромок.
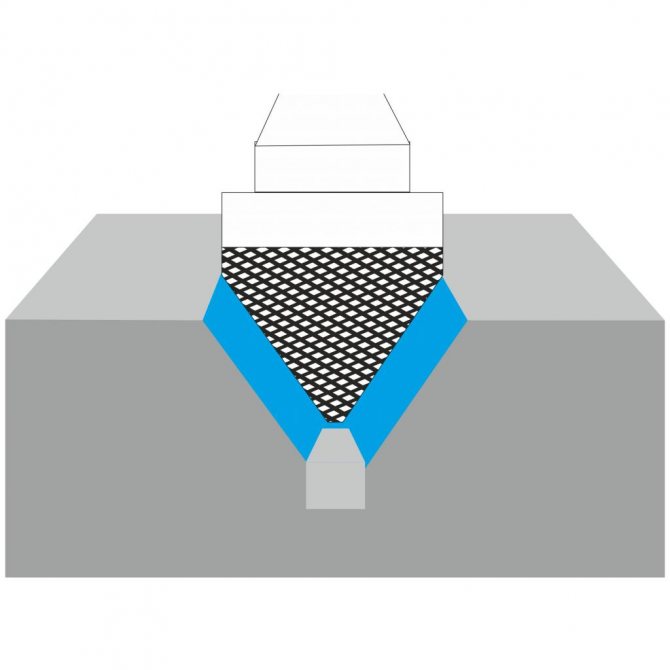
Изображение №10: обработка детали конической борфрезой типа J
Конические борфрезы (конусность — 90°, тип K). Применяются для тех же целей.
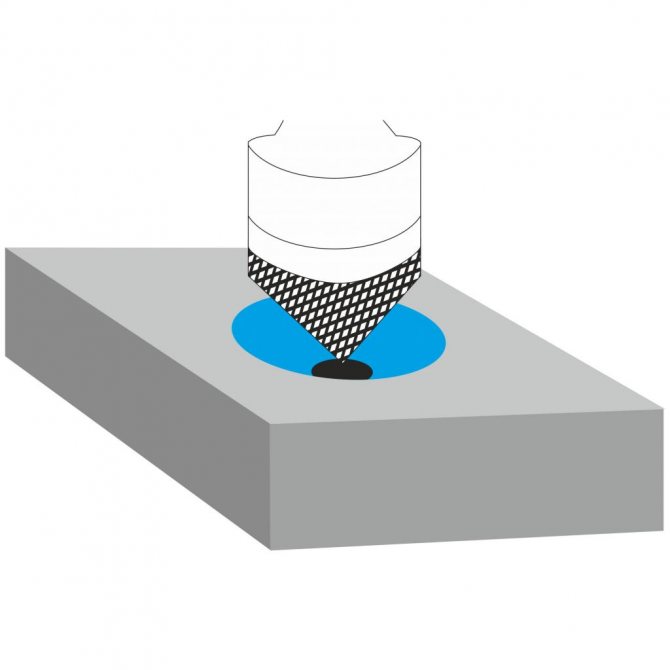
Изображение №11: применение конической борфрезы типа K
Конические борфрезы с закругленными концами (тип L). Лучше всего подходят для обработки формованных деталей и труднодоступных мест.

Изображение №12: обработка детали конической борфрезой с закругленным концом
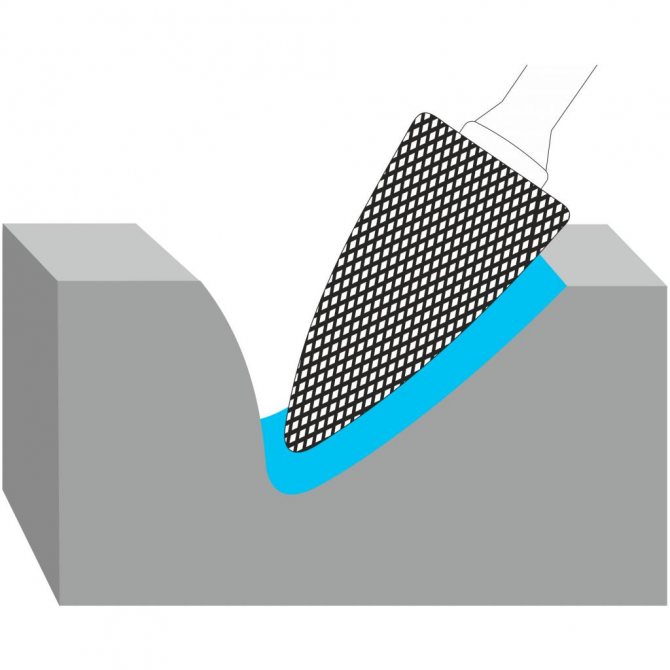
Конические борфрезы с заостренными концами (тип M). Сферы применения те же.
Изображение №13: применение конической борфрезы с заостренным концом
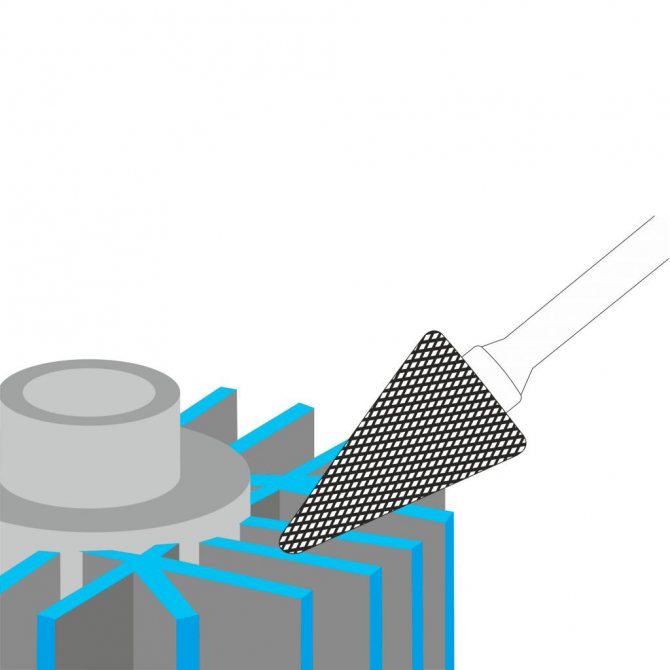
Конические борфрезы с обратными конусами (тип N). Ими обрабатывают углы и пазы.

Изображение №14: применение конической борфрезы с обратным конусом
Типы заточек (насечек)
Существуют борфрезы с заточками следующих типов.
- Заточка-стружколом. Борфрезы с такими насечками применяют для черновой обработки.
- Укрупненная. Борфрезы с такой заточкой предназначены для обработки алюминия и иных мягких металлов.
- Одинарная. Профиль зуба используется максимально. Борфрезы с одинарными насечками используют для быстрого снятия припусков. Качество обработки — высокое. Стружка получается длинной.
- Двойная. Слои металла при использовании инструментов с такой заточкой снимаются легко и точно. Качество поверхности также на высоте.
- Улучшенная. Борфрезы с улучшенными насечками предназначены для обработки заготовок из закаленных сталей и для использования при очень высоких требованиях к качеству поверхности.
- Алмазная. Борфрезами с такими заточками обрабатывают заготовки из особо твердых материалов. Поверхности получаются очень чистыми.
Фотография №2: борфрезы с алмазными заточками
Характеристика и классификация
Борфреза — это элемент из прочного материала, режущий металл прибор, на котором зафиксирована головка. Деталь инструмента подразделяется на цельнополый или спаянный вид, закрепляется на патроне станка или дрели, а также выполняет множество действий по металлу, древесине и пластмассе. Благодаря внешней схожести с массивными долотами для бурения нефтескважин их называют шарошками.
Виды борфрез:
- Цилиндрическая;
- Коническая;
- Сферическая.
Изделия отличаются высокой прочностью, твердостью и долговечностью, что определило большую популярность их использования в быту и индустрии. Так как шарошки изготавливают из твердых сплавов, они актуальны в непростых условиях без потери рабочих свойств.
В отличие от шлифовальных насадок из абразива, режущие элементы выполняются из карбидного вольфрама.
Основное предназначение:
- Выравнивание объекта;
- Тонкое иссечение швов после сварки;
- Расточка отверстий до конкретно-заданных параметров;
- Вырезание фигурных частей;
- Шлифовка краев деталей;
- Гравировочные работы.
К материалам изготовления относятся: углеродистая сталь, абразивный электрокорунд, металл с алмазным напылением, твердые соединения. Самый бюджетный и не практичный вариант- углеродистая сталь. Для работы с уязвимым и деликатным материалом подойдет насадка с алмазным покрытием. Максимально высокий рабочий ресурс имеется у твердых сплавов.

Виды заточки:
- Стандартная;
- Двойная;
- Крупная.
В первой классификации заточка проводится в виде одной продолговатой насечки, работает с литыми деталями, для обработки швов после сварки, фрезеровки метало-жаропрочных объектов. Отличительной особенностью является выполнение длинных припусков.
Двойная заточка характеризуется Х-образными насечками на рабочей зоне, образующими мелкие зубцы. Считается стандартной и используется для шлифования разных по структуре, плотности и качеству материалов. Такой вариант сводит к минимуму биение фрезы при эксплуатации. Скорость реза отличается быстротой, оставляя гладкую и ровную поверхность после эксплуатации.
Крупная заточка — единая расширенная насечка, у которой варьируется ширина и угол. Подходит для работы с пластичными материалами.
Классы оснастки разнятся по форме режущей области и обозначаются установленными литерами.