Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе
Эту форму осторожно вынимают и заливают вместо нее алюминий
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
Видео:
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
Видео:
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.
Видео:
P.S. Всё, можете начинать литье в домашних условиях!
Проведение плавки в муфельной печи
Муфельная печь позволяет существенно упростить процесс плавки, при ее применении можно получить металл высокого качества. Как и в других случаях, в рассматриваемом следует обязательно использовать флюс для отведения вредных примесей
Рассматривая то, как расплавить алюминий в домашних условиях, уделим внимание пошаговой инструкции:
- Выполняется расплавление флюса. Рекомендуемое количество этого вещества — от 2 до 5% от веса алюминия, который будет использоваться в качестве сырья. После расплавки флюса доставляется лом.
- Плавка алюминия проводится при температуре 700 градусов Целься. При нагреве до подобного показателя металл начинает светиться красным цветом.
- Не стоит забывать о том, что при плавке существенно уменьшается объем применяемого сырья.
- Флюс, при необходимости, добавляется и в конце процесса. Количество вещества — 0,25% от веса металла в печи.
- При получении сплава, похожего на одну большую каплю, тигель немного держат при высокой температуре для повышения степени текучести.
- Завершающим этапом становится заливка расплавленного металла в форму, после чего ему дают остыть.
Стоит учитывать, что для проведения процесса плавки требуется тигель с носиком из тугоплавкого материала, выдерживающим сильный нагрев. В продаже встречаются кварцевые, фарфоровые, стальные, чугунные и другие тигли. Литейная форма, как правило, изготавливается из скульптурного гипса, который выдерживает сильный нагрев, но при этом довольно хрупкий и не прилипает к металлу во время его остывания и затвердевания.
Алюминиевые и дюралевые отходы нетрудно расплавить буквально в домашних условиях. И для этого не нужно строить доменные печи, создавать тягу, как это принято в соответствии со стандартными условиями.
Необходимое оборудование
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
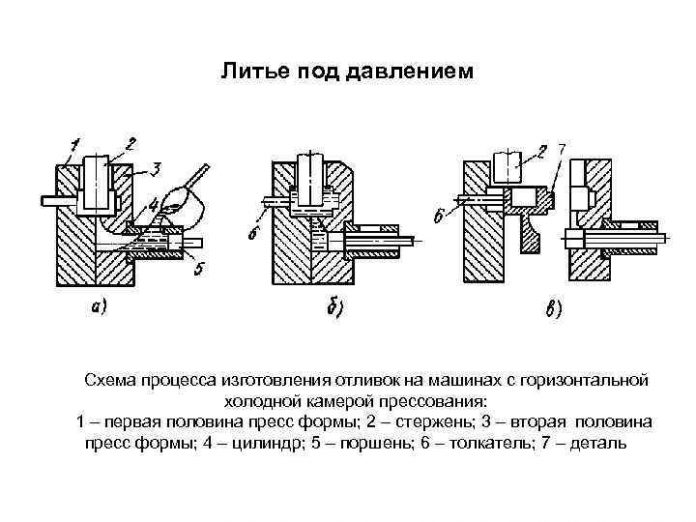
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
https://youtube.com/watch?v=gpariUr_FZE










Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
Следует тщательно изготавливать гипсовую форму
Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты
Это значительно влияет на качество готового изделия.
Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
Плавление и заливка алюминия в форму
Алюминий можно расплавить в любой консервной банке. В качестве источника тепла следует использовать газовую горелку. При этом портативная горелка значительно лучше. Дело в том, что температура горения пропана ниже, чем изобутана, которым заправляются баллончики для портативных плиток и горелок. Хотя и пропан в состоянии расплавить алюминиевую проволоку и листовой металл.
 ФОТО: YouTube.comАлюминий плавится в консервной банке при помощи пропановой горелки
ФОТО: YouTube.comАлюминий плавится в консервной банке при помощи пропановой горелки
Когда металл расплавлен, его можно заливать в форму. При этом части гипсовой формы должны быть стянуты. Идеальным инструментом для этого будет струбцина. Скотч, используемый ранее, здесь не подойдёт – он попросту расплавится.
 ФОТО: YouTube.comРасплавленный алюминий заливается в стянутую струбциной форму
ФОТО: YouTube.comРасплавленный алюминий заливается в стянутую струбциной форму
Остаётся дождаться полного остывания.
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
- Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет». Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.
Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Изготовление формы
Рекомендаций по ее подготовке достаточно. Один из простых способов – сделать ее из оргстекла. Такой «аквариум» собирается скреплением вырезанных кусков оргалита при помощи пластилина. Им же производится и герметизация всех стыков.
Изготовление шаблона детали
На дне «аквариума» помещается «болванка». Чтобы в процессе заливки раствора она не сместилась, ее фиксируют тем же пластилином.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая. Для удаления воздушных пузырьков, если нет вибростола, форму необходимо хорошенько потрясти вручную.
После застывания залитой массы «аквариум» демонтируется. Остается только удалить из гипса парафин. Вытопить его несложно. Например, положить гипсовый шаблон днищем вверх на лист железа, а его – на открытый огонь. Но это не гарантирует «чистоты» внутренностей формы. Если деталь – не просто металлическая пластина или что-то подобное, а имеет выступы, вырезы и так далее, то используется другой способ.

Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
После окончания процесса вытапливания гипс высушивается. Температура должна быть небольшая, иначе материал может «перегореть» и деформироваться, особенно тонкие части шаблона.
Заливка алюминия
Ничего сложного в этом нет, только один нюанс. Необходимо наготове держать ложку из «нержавейки», которой сразу же снимается образующаяся пленка окисла.

Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов. Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Что можно сделать из алюминия
На самом деле никаких ограничений по сложности отливаемой детали нет. Это может быть как простейшая пластина с углублениями, так и деталь от двигателя. Сегодня речь пойдёт о такой детали, как лапка газа двигателя для моторной лодки «Yamaha 30». Подобный элемент при покупке в специализированном магазине обойдётся в сумму более двух тысяч рублей. Именно на примере этого элемента сегодня и будет рассмотрена технология изготовления матрицы и литья деталей.






Первое, что необходимо сделать, это сформировать деталь из обычного детского пластилина. Вряд ли этот процесс займёт много времени.

Необходимое оборудование
После литья материла не требует обработки, в результате получают готовые детали и узлы. Для такого метода в промышленности применяют специальное оборудование, машины с горячими и холодными камерами, при условии соответствия параметрам. Емкости плавления с высокими температурам нагрева используются для изготовления сплавов, в составе которого имеется цинк. При этом материал подают в форму с малой скоростью, в результате она заполняется полностью.
Сплавы, которые содержат магниевые и медные добавки, разливают под высоким давлением до 700 Мпа. Благодаря такому способу повышают производительность в промышленности, при снижении трудоемкости.
При выборе оборудования для производства сплавов алюминия производители рекомендуют учитывать некоторые необходимые технические параметры:
- собственный вес отливки влияет на оснащение механизма дополнительными средствами такими, как насосные станции, а также поршневые установки;
- по размерным характеристикам подготавливают производственные помещения, а также на их основании устанавливают вентиляцию;
- при покупке потребитель ориентируется на показатели производительности, от которых зависит стоимость оборудования.
Алгоритм работы в домашних условиях
Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.
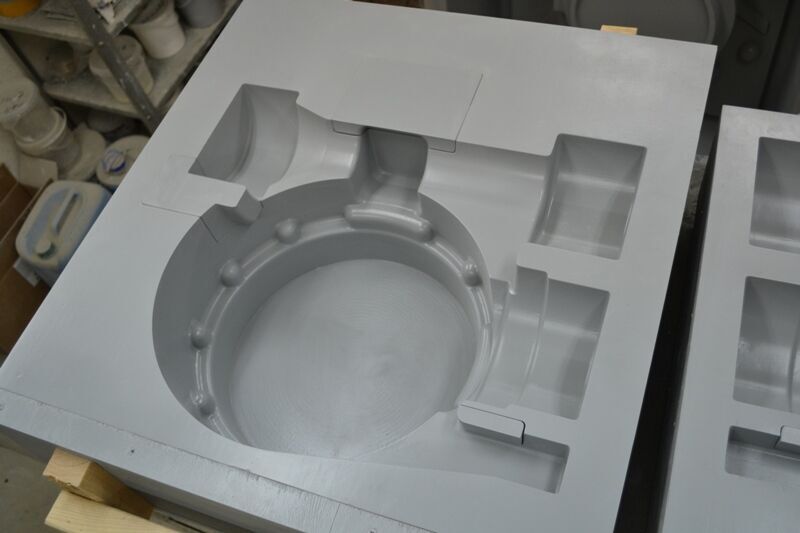
Изготовление форм для литья
В домашнем производстве невыгодно использовать промышленные пресс-формы для литья алюминия. Процесс получится сложным и дорогим, да и сами приборы занимают очень много места.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
Но мы пойдем другим путем и изготовим формы своими руками. Для этого можно использовать пенопласт, из которого просто вырезается нужная форма. Литье алюминия в пенопласт является безопасным и эффективным.
 Литье алюминия по газифицируемым моделям
Литье алюминия по газифицируемым моделям
А также можно использовать гипс или цемент, но использование второго способа нецелесообразно, так как форма будет иметь только прямоугольный вид. При помощи гипса можно создать любую конфигурацию.
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.
После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
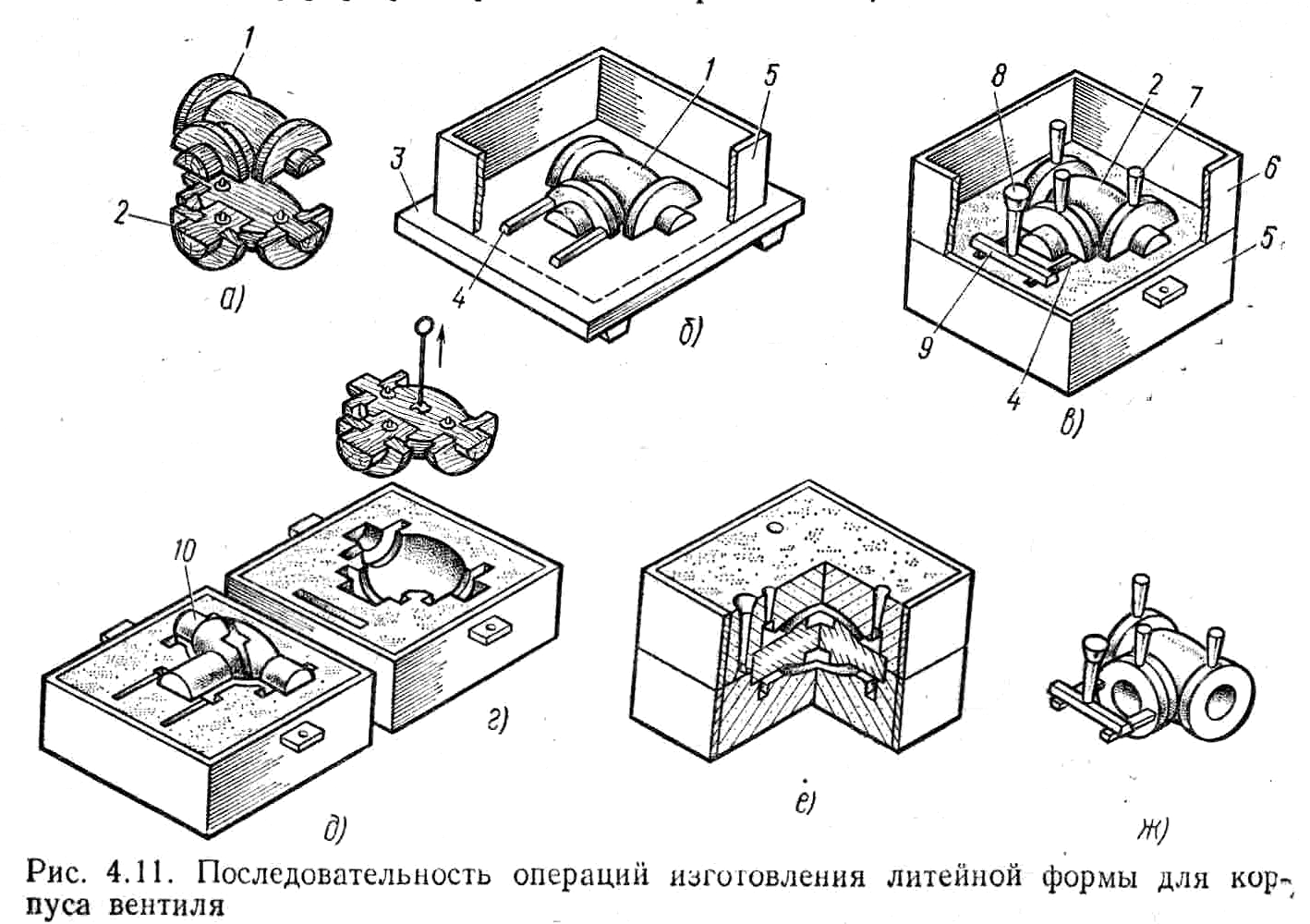
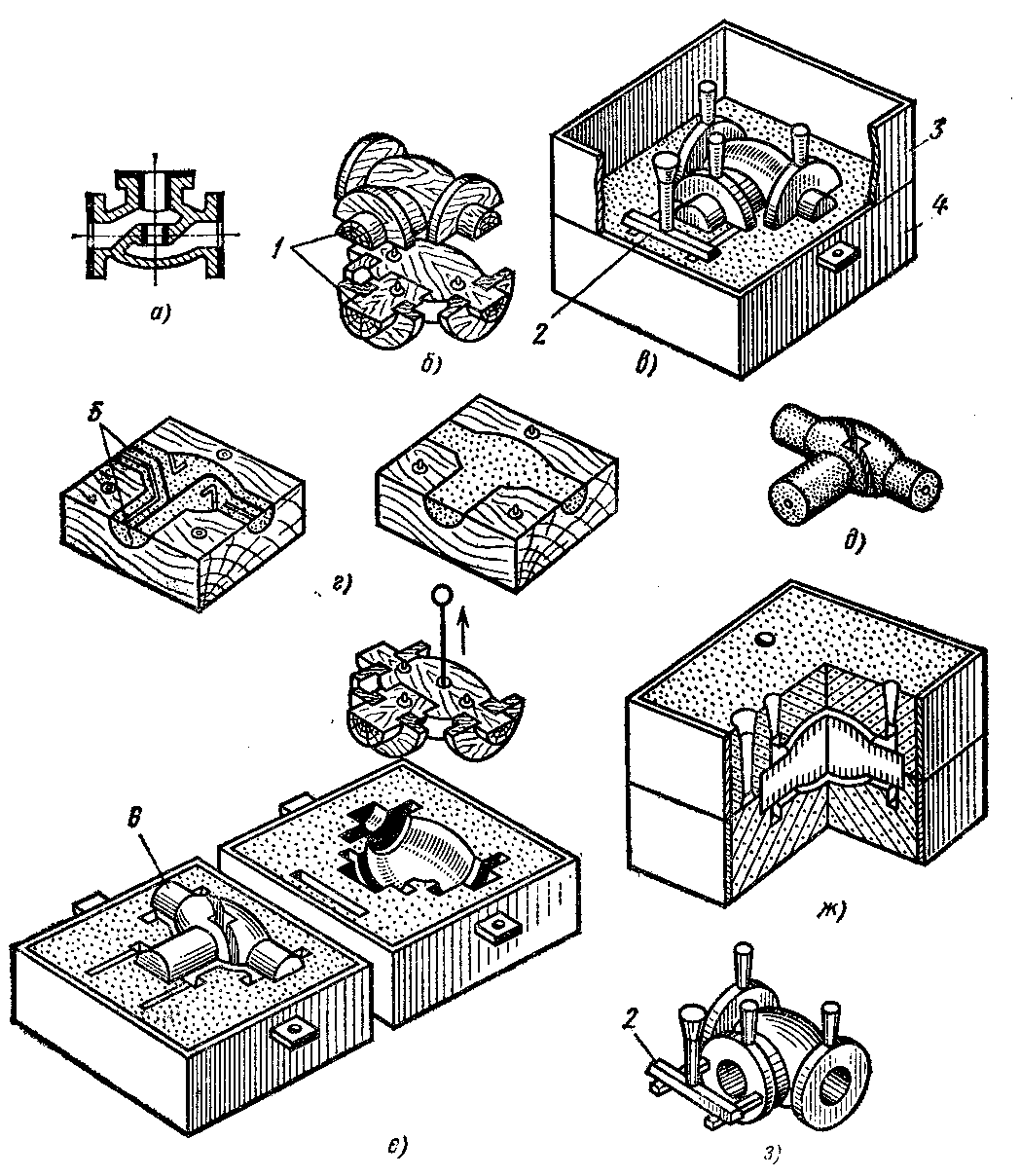
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.
Источник высокой температуры
Что можно использовать? Муфельную печь или самодельный тигел/газовый горн. Главное – добиться требуемой температуры плавления. Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
При использовании для разогрева материалов достаточно мощной печкой необходимо включить в цепь ее питания какой-нибудь регулятор температуры (если его нет). Такая модернизация сэкономит время, нервы и эл/энергию. Достаточно установить простейший реостат или регулируемый трансформатор (ЛАТР). Иначе придется постоянно заниматься включение/выключением прибора, чтобы не «загнать» температуру.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Профессиональное оборудование для качественного литья высокоточных алюминиевых деталей
Чтобы получить качественные изделия, имеющие точную форму, необходимо приобрести оборудование для профессионального литья алюминия, а также спецмашины для правильного осуществления важной процедуры. При грамотном осуществлении процедуры литье деталей из алюминия используются высокопрочные профессиональные пресс-формы. Конструкции изготовлены из надежных стальных сплавов и им не страшна высокая температура плавления алюминия
Они должны иметь безупречно ровную поверхность, какие-либо деформации и искажения исключены, поскольку непосредственно влияют на качество процедуры отлив алюминия нужной формы
Конструкции изготовлены из надежных стальных сплавов и им не страшна высокая температура плавления алюминия. Они должны иметь безупречно ровную поверхность, какие-либо деформации и искажения исключены, поскольку непосредственно влияют на качество процедуры отлив алюминия нужной формы.
Особенности прессформы:
Форма должна содержать в конструкции дополнительные механизмы, позволяющие быстро извлекать готовые изделия, имеющие высокие температуры. В состав качественной пресс-формы входят специально разработанные подвижные стержни из качественного металла, которые непосредственно нужны для формирования специальных внутренних полостей.

Преимущества оборудования для профессионального изготовления форм:
- С помощью стандартных шаблонных форм можно легко придавать любым изделиям идеально ровную поверхность;
- Выплавляемым материалам можно придавать любую геометрическую конфигурацию;
- специально разработанные механизмы позволяют без особых усилий доставать отлитые металлические изделия из форм.
В процессе качественного литья любых алюминиевых деталей и изделий используют специализированные литейные машины, а также дополнительные приспособления. При этом спецмашины могут традиционно оснащаться холодной и горячей камерой, при помощи которых реализуется основной процесс образования, а также прессования необходимой формы изделия.




Специальные горячие камеры, предназначенные для качественного и быстрого плавления любых видов металла, применяются в основном для профессионального производства сложных сплавов, основу которых составляет высокопрочный цинк.

Преимущества литья при помощи спецоборудования
- Отлив алюминия происходит под требуемым давлением. Максимальное давление в установке достигается при помощи воздуха или действия поршня. Под воздействием необходимого уровня давления формовочная смесь для литья алюминия вытесняется в специальные внутренние формы, которые заранее подготовлены.
- Профессиональные машины, в которых используется только холодное давление, в основном используют для качественной отливки изделий с применением специально разработанных медных сплавов.
Основную смесь для литья направляют в специальную поверхность формы. Процедура происходит под высоким давлением, за счет которого удается создавать заданную форму. При этом получаемое изделие не требует дополнительной обработки, и дополнительная полировка алюминия не потребуется.
Производственные машины для литья алюминия под давлением могут использоваться для отдельных видов форм. При этом спецмашины, предназначенные для профессиональной процедуры литье алюминия под давлением, могут иметь разные модели, в зависимости от главных параметров работы.
Надежное оборудование используется преимущественно на предприятиях и представляет собой специально созданные конструкции, предназначенные для качественного изготовления деталей под заказ. Таким образом, высокая цена оборудования для производственного литья алюминия полностью оправдана.
Заливка строительного гипса в формочку
Большое количество гипса замешивать не стоит. Его должно хватить на половину формочки. Но перед тем как его замешать, форму требуется смазать изнутри. Для этого подойдёт любая густая смазка вроде солидола или литола.
Сначала формочка заливается до половины.
 ФОТО: YouTube.comФорма заполняется наполовину, после чего немного разравнивается
ФОТО: YouTube.comФорма заполняется наполовину, после чего немного разравнивается
Теперь в гипс нужно уложить и немного притопить деталь, вылепленную из пластилина. Деталь должна быть притоплена до верхнего уровня гипса. Теперь остаётся ждать, пока алебастр подсохнет. После этого в нём делаются небольшие заглубления при помощи сверла. Впоследствии они не дадут частям опалубки сдвинуться по отношению друг к другу.
 ФОТО: YouTube.comОтверстия необходимы, чтобы части формы не сдвинулись по отношению друг к другу
ФОТО: YouTube.comОтверстия необходимы, чтобы части формы не сдвинулись по отношению друг к другу
Снова в ход идёт смазка. Она наносится на всю горизонтальную поверхность. Теперь можно снова замешать гипс и долить до верха. Форма для отливки практически готова.
 ФОТО: YouTube.comСмазка не даст половинкам формы слипнуться
ФОТО: YouTube.comСмазка не даст половинкам формы слипнуться
Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.