Возможные проблемы
К сожалению, не всегда даже у опытных мастеров процесс спаивания разных металлических элементов проходит удачно. В некоторых случаях могут возникнуть проблемы, которые легко выявляются визуально.
- Слабое нагревание соединяемых элементов. Если говорить профессиональным языком, данная проблема называется «холодная пайка». В такой ситуации припой становится тусклым, а его механическая прочность ослабевает. Он очень быстро разрушается.
- Сильный нагрев компонентов. В такой ситуации припой не покрывает поверхность соединяемых элементов. Говоря простыми словами, фиксация полностью отсутствует.
- Случайный сдвиг соединяемых компонентов, произошедший до затвердевания припоя. К сожалению, такая проблема возникает очень часто, когда посторонние шумы и звуки не дают мастеру сконцентрироваться на своей работе. В такой ситуации возникает разрыв пленки припоя, что можно увидеть невооруженным взглядом. Соответственно, соединение между элементами пропадает.

О том, как правильно паять паяльником, смотрите в следующем видео.
Давайте паять!
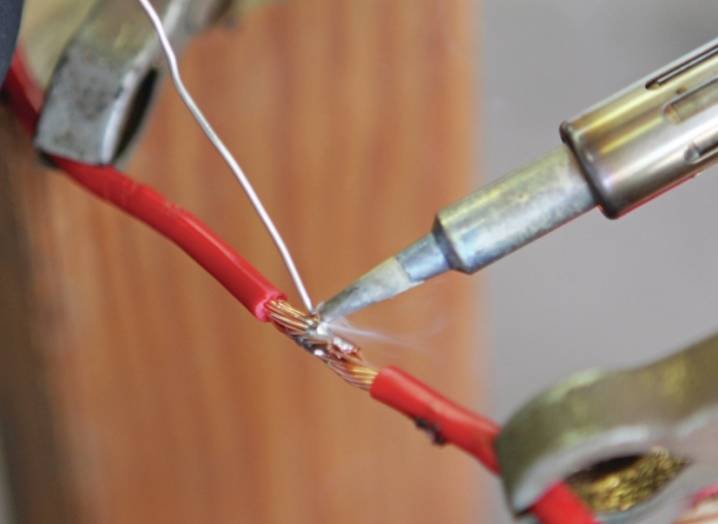
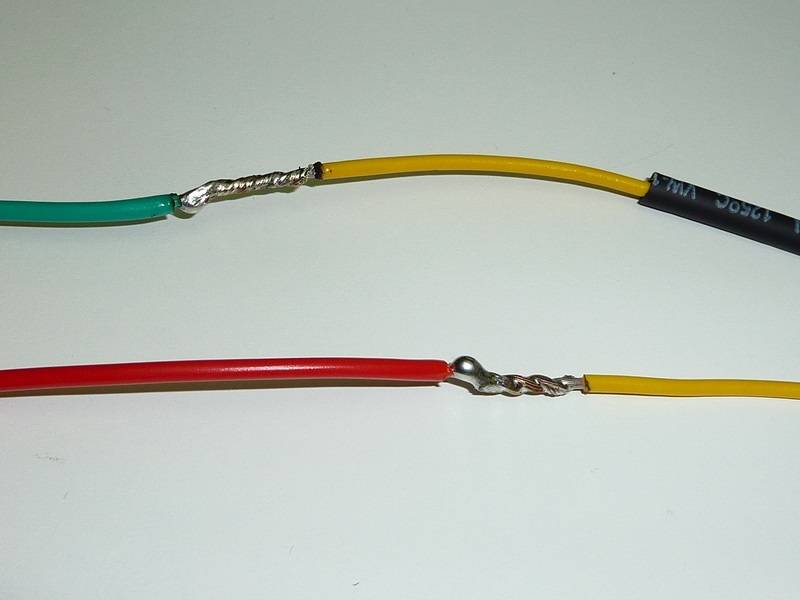
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.

Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.

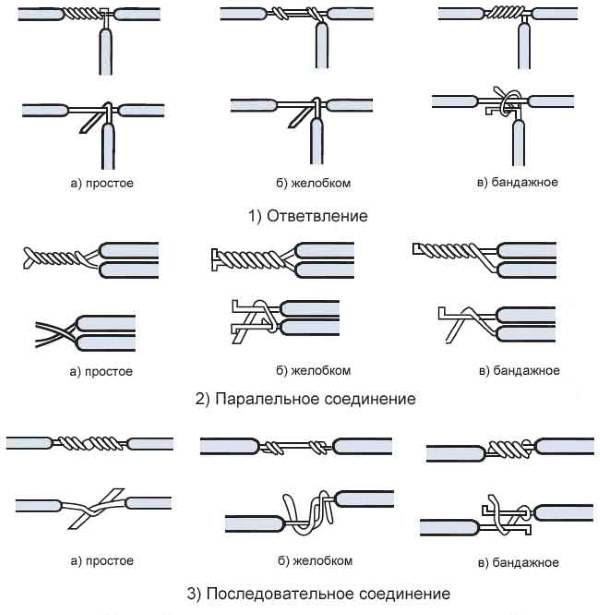
Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
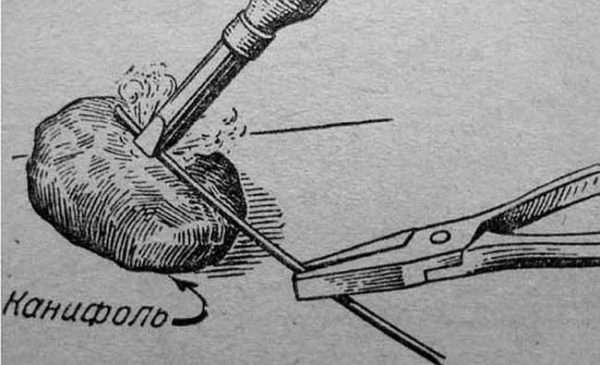
Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
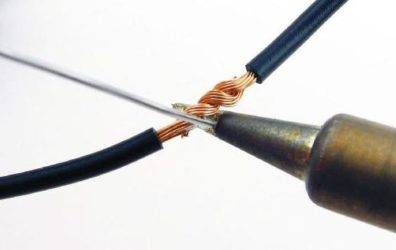
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
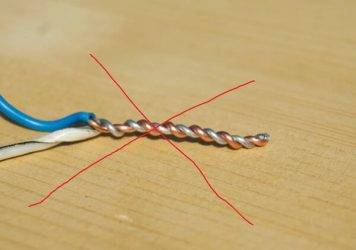
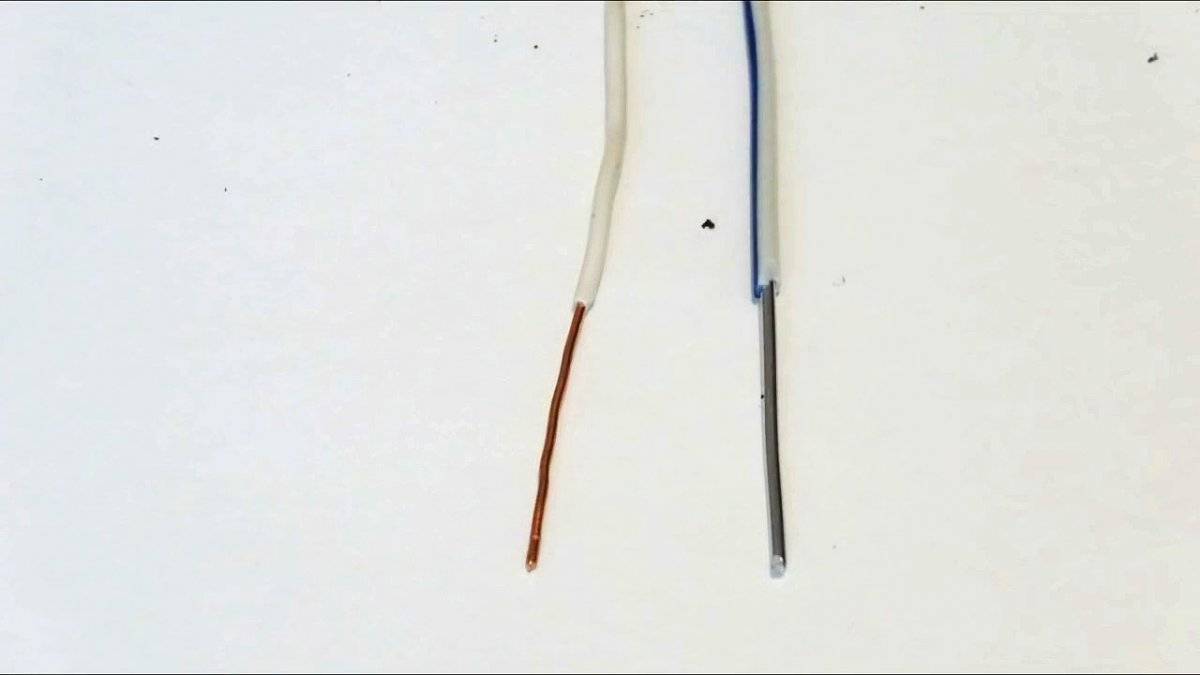
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.






Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Выбираем канифоль и флюсы
Выбор флюса или канифоли зависит от того, какие материалы будут спаиваться:
- Луженые детали. В таком случае применяется жидкая канифоль. Заменить можно флюс-пастой, которая не высыхает и не требует удаления остатков. Канифоль гель имеет гелеобразную структуру, средство легко смывается водой.
- Работа с небольшими радиодеталями. Для этого подойдут активированные канифольные флюсы, например, ЛТИ-120. Положительными качествами обладает и Глицерин гидразиновая паста. Однако после использования этого средства детали нужно обезжиривать.
- Пайка железных, латунных и медных деталей маленьких размеров. Хорошо справляется с поставленной задачей Жидкая канифоль Люкс.
- Соединение массивных оцинкованных деталей. В таких случаях используют кислотные флюсы (ортофосфорную или паяльную кислоту, Фим). Кислотные составы работают быстро, поэтому металл не нужно долго нагревать.
- Пайка алюминиевых деталей. Чтобы спаять провода подобных типов, раньше обычно обрабатывали канифолью жало паяльника. Однако сейчас для работы с алюминием и медью используют флюс Ф-64, который обеспечивает хорошее сцепление металлов. Средство содержит ядовитые химические вещества, поэтому работать рекомендуется в проветриваемом помещении. Более безопасным считается флюс Ф-34, обладающий меньшей активностью.

Соединение алюминия и меди
Ни в коем случае не соединяйте медные и алюминиевые изделия, по крайней мере напрямую. Алюминий довольно активный металл по сравнению с медью, этовлияет на общую тепло- и токопроводность металла, что и мешает их нормальному взаимодействию друг с другом.
Но если появляется острая необходимость объединить их, то поступают следующим образом:
- Для этого нам понадобятся три шайбы, болт и гайка.
- Сперва на болт вешают первую шайбу, потом кольцом обматывают первый провод.
- Следом кладут вторую шайбу и наматывают другой провод.
- В конце вешают последнюю шайбу и туго закручивают гайкой.
Такая конструкция называется «болтовым соединением». Она позволяет связать провода, изготовленные из разных материалов, не создавая при этом прямого контакта.
Конечно, это не единственный вариант объединения разных металлов. Но болтовой метод – самый простой и надежный.
Советы

- Использовать спецодежду. При работе с паяльником лучше всегда носить спецодежду, такую как перчатки, специальный фартук, очки. Это поможет избежать ожогов и травм при работе. Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.
- Не оставлять паяльник сухим при нагревании. Необходимо всегда смачивать паяльник канифолью, это поможет избежать окисления.
- Выбирать паяльник лучше со сменным жалом, чтобы использовать разные формы.
- Лучше использовать разные температуры, для разных видов сплавов. Так можно сделать спайку намного качественней и долгосрочной.
- Использовать надежное освещение. Использовать настольные лампы и фонарики с внешними источниками питания. Это поможет продолжать работу на случай отключения электроэнергии.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.








Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
 Watch this video on YouTube
Watch this video on YouTube
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
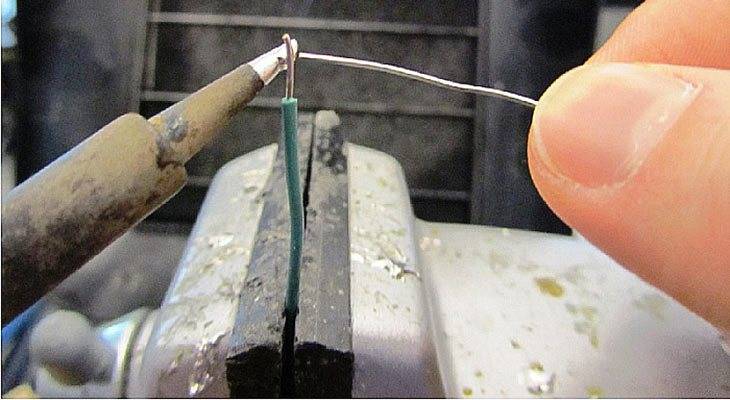
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
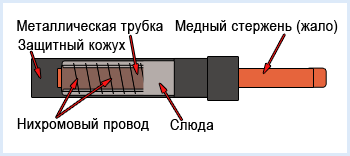
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.








Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Пошаговая инструкция процесса пайки
залуженное жало паяльника
Рассмотрим инструкцию процесса пайки на примере скрепления 2 проводов из меди.
Если все этапы подготовки выполнены, то можно переходить непосредственно к процессу пайки:
- Первое, что необходимо сделать – это залудить провода. При лужении многожильных проводов нужно их предварительно скрутить, тогда процесс будет происходить намного быстрее.
- Для лужения проводов, необходимо взять оголенную жилу, положить на канифоль или обработать другим флюсом, после чего требуется аккуратно облить ее сверху припоем.
- Зафиксировать провода – иногда для этого используются специальные станки, иногда самодельные конструкции. В случае, когда вы неправильно зафиксировали провода, процесс пайки может закончиться не лучшим образом.
- Соединение – на этом этапе мы соединяем 2 предварительно обработанные жилы и обливаем их припоем. Для того, чтобы осуществить данный процесс, требуется нагретой частью паяльного инструмента расплавить немного припоя, после чего аккуратно наносить его на соединение двух жил.
- Очистка соединения – под конец процесса пайки необходимо очистить место соединения жил, это можно сделать при помощи наждачной бумаги или напильника. Очень важный процесс, так как если на данном месте будет окисление, то провода могут сгореть.
- Обмотка изоляцией – чаще всего для этих целей используется изолента, она самый универсальный вариант. Ее плюсы – легкодоступная, можно приобрести в любом магазине, проста в использовании, нет ничего сложного в том, чтобы обернуть провод изолентой, долгосрочная, можно не менять в течение долгого времени.’
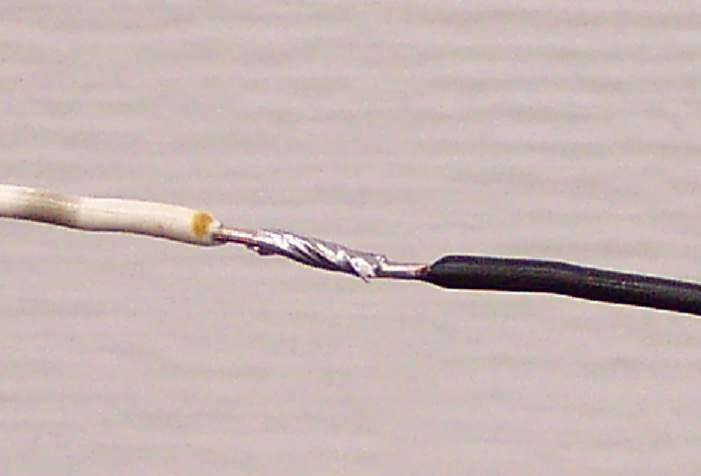
если провод чистый и сделан из меди, то лужение произойдет моментально
Метод пайки фольгой
Фольга с успехом может заменить припой. Это тонкая алюминиевая плёнка, которая для плавки требует минимум тепловой энергии. Такой способ пайки удобен для соединения тонких проводов, которые используют китайские производители в своих многочисленных электрических и электронных изделиях. Поступают следующим образом:
- проводки очищают от изоляции по длине концов 1,5-2 см;
- жилы скручивают;
- скрутку покрывают тонким слоем паяльной пасты и заворачивают в фольгу;
- полученное соединение прогревают газовой зажигалкой или пламенем свечи;
- в течение 1 минуты образуется прочное спаянное соединение проводов.
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.







Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.
Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Технология пайки и лужения

Приступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Правила проведения паяльных работ
Прежде чем знать, как правильно пользоваться паяльником, необходимо все работы проводить в проветриваемом помещении, а если нет возможности проветривания, то оборудуйте место с сильной вентиляционной вытяжкой. Далее рабочая подготовка паяльника предусматривает зачистку металлической поверхности при помощи наждачной бумаги. Места грязи и дефектные участки обрабатываем напильником или усиленной наждачной бумагой. После этого берём небольшую кисточку и аккуратно намазываем кислотой повреждённые участки. После этого наносим припой на поверхность, который должен иметь жидкообразную форму.

Процесс пайки кислотой
В целом жидкий припой обеспечивает защиту обрабатываемой части поверхности, при кипении готовый кислотный флюс выходит на рабочую поверхность. Когда застынет припой, места обработки надёжно и полностью герметично фиксируются. Работа с паяльником предусматривает использование мощного прибора или фиксация при помощи открытого огня. При необходимости, можно использовать иные источники тепла, которые можно адаптировать с другими материалами металлической поверхности.









Особенности проведения пайки
Перед началом работы, необходимо подготовить место и инструменты, которые вы будете использовать для пайки. Ниже предлагаем вам информацию что нужно для пайки паяльником список, где указаны основные моменты предстоящей работы:
- Используйте паяльники с низковольтным напряжением, желательно 24В или 12В, и даже 6 В.
- Все паяльники должны быть заземлены, даже если это низковольтный прибор.
- Перед процессом пайки обязательно прогреваем плат специальным феном, а большеразмерные предметы над источником тепла.
- Тело специалиста также должно быть заземлено. Для этого используйте специальные заземляющие браслеты.
- Для миниатюрных плат не используйте кислоту, применяйте канифоль.
- Все работы проводите в специальной защитной маски или в очках-бинокулярах, для мелких работ.
- При необходимости дайте материалу остыть, чтобы продолжить технологический процесс пайки.
- В некоторые случаях используйте спирт для очистки поверхности.
- По окончании работы просушите поверхность обрабатываемого изделия.
- Используйте только проверенные компоненты для того, чтобы вы могли эффективно решить задачу – как правильно паять паяльником с кислотой латунь, медь, олово или другой металл.
Помещение обязательно нужно проветрить, используйте вентиляционные устройства и прочие технологические приборы. Все кислотные вещества необходимо хранить в специальных тарах. В качестве посуды используйте только такие основы:
- Стекло.
- Керамика.
- Фарфор.
- Фторопласт.
Такой материал посуды не контактирует с кислотой и не будет повреждений в рабочем процессе и в результате хранения кислоты в дальнейшем.
Инструменты и материалы для работы
Чтобы правильно подготовиться к паяльным работам, необходимо заранее подготовить инструменты и материалы, которые включают примерный список:
- Паяльник.
- Кислота.
- Подставка для паяльника.
- Пассатижи.
- Технический пинцет.
- Нож с тонким лезвием (можно канцелярский).
- Оловоотсос или специальная медная плётка.
Процесс пайки также имеет ряд последовательностей, которые необходимо соблюдать мастеру, в частности:
- Производим зачистку места проведения пайки дол блеска.
- Кисточкой обрабатываем место будущего припоя, аккуратно смазываем места, предотвращая попадания на руки кислоты.
- Плотно сжимаем обрабатываемые части.
- Обрабатываем место пайки при помощи паяльником, используем дополнительный источник тепла при необходимости.
- Даём остыть материалу.
- Очищаем поверхность от излишков.
Работы с паяльником можно осуществлять самостоятельно, как и приготавливать кислоту. Во время работы обязательно соблюдаем нормы и требования техники безопасности при работе с химическими компонентами, а также соблюдаем требования пожарной и электробезопасности. Несмотря на это, кислота для пайки остаётся популярной в среде специалистов. Учитывая химическую природу вещества, по окончание работы обязательно проветрите помещение и тщательно вымойте руки с мылом. Особые свойства кислоты позволяют качественно и эффективно устранять дефекты на различных металлах, которые присутствуют в нашей обыденной жизни.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.