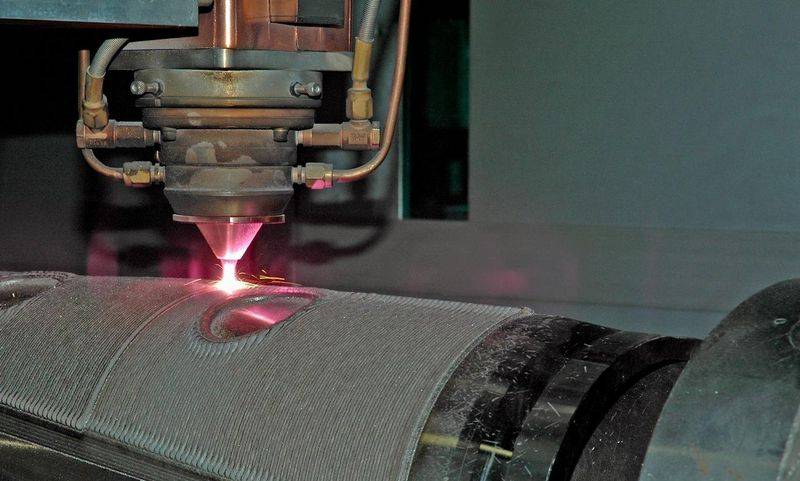
Особенности ковки алюминия
Прочный и крепкий, легкий и надежный материал используется в разных отраслях промышленности. Пользуется популярностью сплав в авиационной и космической отрасли. Алюминий позволяет получить легкие и крепкие элементы для деталей самолетов и космических кораблей, станций, спутников. Используется состав и при производстве кованых изделий.
Нагрев выполняется в специальных закрытых печах, работающих на электричестве. Алюминий нагревается дольше, чем сталь. Перед работой с прогретым алюминием кузнец должен прогреть еще и свои инструменты (до 200–250 градусов). Чтобы упростить рабочий процесс, используется для работы лом металлов, небольшие слитки или заготовки прямоугольной формы.
Алюминий прилипает к штампу, поэтому перед работой с ним следует тщательно отполировать поверхность.
Методы получения
Изготовление поковок – довольно сложный технологический процесс. Существует два метода получения заготовок:
- Ковка. Данный способ производства поковок характеризуется предварительным нагревом металла до пластичного состояния. После этого заготовке придают нужную форму с помощью ударной нагрузки молота или пресса. Особенностью процесса является свободное положение заготовки при обработке. Поковки, полученные методом ковки, отличаются высоким припуском под обработку. Этот показатель практически в 2 раза превышает аналогичный для штампованных изделий. Гибка, вытяжка и волочение также являются разновидностями ковки.
- Штамповка. Главную роль в производственном процессе играет специальная оснастка, которая называется штампом. Матрица воздействует на заготовку с большим давлением. Ее форма полностью повторяет контуры готового изделия. Функцию силового элемента выполняет пуансон. Производственный процесс может протекать как в холодном, так и горячем режиме. Метод отличается высокой производительностью. Для обслуживания оборудования не нужны работники высокой квалификации. По сравнению с ковкой готовое изделие обладает более точными размерами и меньшей шероховатостью поверхности. Единственный недостаток штамповки заключается в высокой стоимости оборудования. Его целесообразно использовать лишь при массовом производстве.
Химическая обработка
Чтобы понимать, как влияют химические вещества на заготовку, требуется знать, чем обработать металл. С помощью химикатов очищаются металлические поверхности от ржавчины и грязи. Также применяя гальванический процесс, позволяющий нанести защитное покрытие на заготовку. Химические вещества улучшает показатели устойчивости к коррозийным процессам. Существует несколько методов обработки материала химическими веществами:
- Цементация — металл насыщается углеродом.
- Борирование — при насыщении материала бором, увеличивается его показатель износоустойчивости.
- Хромирование — хромом насыщаются только верхние слои металла. Устойчивость к коррозийным процессам увеличивается, но прочность не изменяется.
- Азотирование — применяется для увеличения устойчивости металла к воздействию влаги и механическим повреждениям.
Также материалы могут покрываться защитным слоем алюминия.
Виды ковки
Ковка — это один из видов обработки металла, позволяющий изменять форму и размер заготовки. Ковку подразделяют на два вида:
Виды ковки
Далее я расскажу о каждом из ее видов.
О горячей ковке
Смысл горячей ковки заключается в том, что перед обработкой заготовка подвергается нагреву до определенной температуры. Это повышает пластичность металла, и таким образом увеличивает возможности мастера.

Горячая ковка подразумевает обработку разогретой до высокой температуры детали
Достоинства:
- Высокая пластичность заготовки. Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;
- Универсальность. Данный метод позволяет использовать любые заготовки. Это значительно расширяет возможности мастера.

Нагрев заготовок осуществляется в кузнечном горне
Недостатки:
- Дополнительные затраты. Для разогрева заготовок до ковочной температуры необходимо обустроить кузнечный горн. Кроме того, требуются дополнительные затраты на топливо;
- Требовательность к температурным режимам. Чтобы заниматься горячей ковкой нужны определенные знания, позволяющие определять температуру «на глаз». Подробней об этом я расскажу ниже.
О холодной ковке
Для холодной ковки не требуется горн, так как обработка заключается в изгибании холодных заготовок, их прессовании и сварке.

Холодная ковка выполняется на специальном оборудовании и не требует нагрева обрабатываемых деталей
Достоинства. Холодная ковка обладает следующими достоинствами:
- Доступность. Обустроить мастерскую для холодной ковки гораздо проще, так как не нужна печь. К тому же для этого требуется меньше затрат;
- Безопасность. Отсутствие высоких температур положительно сказывается на общей безопасности.
Недостатки. У этого вида ковки тоже имеются минусы:
- Холодная ковка предоставляет меньше возможностей. Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;
- Невозможность исправления брака. Холодная обработка осуществляется с использованием заготовок-полуфабрикатов. В результате ошибку, как правило, нельзя исправить;

Для холодной ковки используются пруты квадратного и круглого сечения
Ограниченность заготовок. Холодным способом можно изготавливать определенный набор деталей, который зависит от вашего оборудования. Причем для этих целей используются пруты квадратного или круглого сечения.










Диаметр и размеры сечения заготовок, с которыми можно работать, так же зависят от используемого оборудования.
Рекомендации
Не каждый металл может подвергаться переработке. Лом, который нельзя перерабатывать:
- Детали от оборудования атомных электростанций.
- Медицинское оборудование, применяемое в онкологических отделениях.
- Сырье, которое длительное время хранилось в местах с высоким радиационным фоном.
Для проверки металлических деталей применяется дозиметр. Если радиационный фон превышает норму, материал подлежит захоронению.
Процесс переработки металла позволяет получить вторичный материал, сплавы из металлического лома. Его качество зависит от правильности подготовки сырья, добавки легирующих компонентов.
Изготовление своими руками
Эксклюзивное кованое украшение можно заказать в кузнечной мастерской, но это дорого. Чтобы сэкономить, можно попробовать сделать декоративный элемент из металла самостоятельно. Для этого нужно выбрать технологию ковки (горячую или холодную). От выбора будет зависеть список расходных материалов, инструментов, оборудования.
Подготовка и составление схемы
Прежде чем начинать изготовление декоративного изделия нужно составить схему. Для этого на листе бумаги необходимо нарисовать отдельные детали будущего изделия, вырезать их по контуру. Далее нужно перенести размеры на металлические заготовки, обрезать их болгаркой.
Инструменты и материалы
Инструменты для ковки выбираются зависимо от метода обработки металла. Для горячей ковки:
- вилки для сгибания;
- кувалды, молотки разного веса;
- кузнечные щипцы;
- слесарно-кузнечные зубила;
- подсечки из стали;
- раскатки, гвоздильни;
- болгарка, сварочный аппарат;
- щетка по металлу, набор напильников;
- гладилки, обжимки.
Также понадобится горн. Его можно изготовить самостоятельно из шамотного кирпича. Если горн находится в частной мастерской, его сделать открытым, растапливать коксовым углем.
Инструменты, оборудование для холодной ковки:
- Тиски разного размера.
- Сварочный аппарат.
- Болгарка с дисками.
- Дрель со сверлами по металлу.
- Гнутик — ручной станок для сгибания металлических заготовок под разными углами.
- Объемник — устройство для создания объемных изображений на металлических поверхностях.
- Твистер — аппарат, с помощью которого можно скрутить в одну деталь несколько металлических прутьев.
- Улитка — ручной станок, используемый для создания спиралей, закрученных изделий.
- Волна — устройство для создания узоров из металлических полос, прутьев.
- Гидравлический пресс.
Кувалда (Фото: Instagram / master_expert)
Изготовление
Холодная ковка — простой способ изготовления декоративных изделий. Метод включает несколько этапов:
- Подготовка металлических заготовок, их обрезка по требуемым размерам с помощью болгарки.
- Придание деталям необходимой формы с помощью ручных станков.
- Соединение отдельных металлических элементов для получения готового изделия. Для этого применяется сварочный аппарат.
Последний этап изготовления предмета с помощью холодной ковки — зачистка сварных швов, покрытие стыков антикоррозийным составом.
Процесс горячей ковки:
- Создание эскиза, подготовка металлических заготовок в термической обработке.
- Нагрев заготовок до определенной температуры.
- Придание заготовке необходимой формы.
- Создание изгибов.
Способы ковки
- Ручная;
- Штамповка;
- Ковка на молотах.
Ковку осуществляют с использованием ручных или механизированных инструментов. Это может быть или кувалда, или пресс, работающий от разного вида приводов, например, пневматического.
Эта операция позволяет получать детали, имеющие различные габариты, вес и формы.
Применение ковки повышает механические параметры стали, улучшает его внутреннюю структуру. Именно поэтому, особо ответственные детали обрабатывают методом ковки. Например, шатуны, устанавливаемые на двигателях внутреннего сгорания.
Ковку разделяют на две большие группы – ручную и машинную. Для первой применяют ручной ударный инструмент или специально изготовленное кузнечно-прессовое оборудование. Для машинной обработки применяют прессы и молоты. Тяжелые и габаритные детали обрабатывают на прессах, более мелкие детали обрабатывают на механических молотах.
Ручная ковка должна осуществляться только в специально оборудованной мастерской. Кроме нагревательного горна, мастерская должна быть оснащена системой вентиляции и наковальней. Она представляет собой значительный кусок металла, на которой могут быть смонтированы технологические приспособления, например, рог или матрица, для получения калиброванных деталей. Для производства наковальни применяют сталь 45Л.
С помощью наковальни ковку заготовок выполняют своими руками и придают им нужные формы и размеры. Наличие плоской поверхности на наковальне позволяет обрабатывать плоские детали.







Обработку металла при помощи ударов разделяют на свободную ковку и обработку в штампах.
Суть свободной ковки заключается в заключение заготовки между молотом (прессом) и основанием. Получение требуемой формы и размеров осуществляет оператор станка, используя для этого вспомогательного инструмента.
Во время штамповки металл получает форму и размеры в пределах инструмента, применяемого для обработки. Для выпуска детали, требуется новый штамп. Штамповка – это промежуточная технологическая операция, после которой полученные полуфабрикаты отправлены на дополнительную обработку, например сварку или сверление.
Что нужно для ковки
Если обратить внимание на горячую ковку, то без должного умения и оборудования заниматься таким видом работы самостоятельно попросту не получится. Однако существует и холодный вид работ, которым занимается множество людей без профессиональной подготовки
Для большинства таких работ и изготовления несложных элементов декора не требуются специальные станки
Однако существует и холодный вид работ, которым занимается множество людей без профессиональной подготовки. Для большинства таких работ и изготовления несложных элементов декора не требуются специальные станки.
Множество любителей изготавливают похожие станки из подручных средств. В принципе, самодельное оборудование не очень отличается от профессионального, но имеет менее развитый функционал.
При холодной работе не стоит забывать о том, что понадобится весьма серьезная физическая подготовка. Помимо выносливости, понадобятся такие инструменты, как:
- Сварочный аппарат.
- Болгарка.
- Молот.
- Наковальня.
- Различные обрабатывающие инструменты.
Для работы сварочным аппаратом потребуются навыки сварщика. Так как кованые изделия чаще всего требуют аккуратности и прочности, навыки специалиста должны быть далеко не на начальном уровне.
При работе с болгаркой также потребуется немалый опыт. Ведь это довольно опасный инструмент, если обращаться с ним неправильно. А также не следует забывать о технике безопасности и надевать защитные очки.
К обрабатывающим материалам можно отнести щетки, наждачки, напильники и другое. Чтобы ваши элементы выглядели аккуратно и красиво, каждый сварочный шов следует хорошо обрабатывать.
Формирование технологических характеристик сплава
На современном рынке металлопроката представлены различные полуфабрикатные изделия из различных сплавов стали и цветмета. При этом одна и та же марка может предлагаться в различном технологическом состоянии.
Термическая обработка
Посредством термической обработки сплав может доводиться до максимально жесткого и прочного состояния или наоборот до более пластичного. Твердое состояние «Т» ‒ термически закаленный, достигается нагревом до определенной температуры и последующим резким охлаждением в воде или масле. Мягкое состояние «М» ‒ термически отожженный, когда после нагрева остывание производится медленно. Для алюминия также существуют термические методы естественного и искусственного старения.

Для каждой марки определены свои режимы термообработки, изучены влияния напряжения на коррозионные свойства, что также позволяет формировать технологические процессы.
Упрочнение давлением
Этот способ был известен еще нашим предкам. Кузнецы увеличивали плотность материала, куя его на холодную. Это называлось отклепать косу или клинок. Сегодня этот процесс получил название ‒ нагартовка, которая в маркировке проката обозначается «Н». Современные технологии позволяют получать механическое упрочнение любой степени с высокой точностью. Например, «Н2» ‒ полунагартовка, «Н3» ‒ треть нагартовка и т. д.
Метод заключается в максимально возможном механическом обжатии с последующим частичным отожжением до необходимого технологического состояния.
Химическая обработка
Травление поверхности химическими реактивами. Способ применяется для изменения зернистости поверхности и придания ей матового или блестящего оттенка. Обычно методика используется как доработка поверхности проката, произведенного горячей деформацией.









Чеканка
Выбивание рельефа на металлическом листе небольшой толщины или пластине называется чеканкой. Этот процесс осуществляется с помощью молотка и специального стержня. Вследствие ударов молотка по стержню он оставляет на пластине след или придает ей объемный вид. Молотки называются разгонными, а метал предварительно подвергается холодной прокатке, чтобы получилась нужная толщина.
 Художественная чеканка изделий требует высокой точности из-за сложности форм, соответственно, нужен материал, хорошо поддающийся обработке
Художественная чеканка изделий требует высокой точности из-за сложности форм, соответственно, нужен материал, хорошо поддающийся обработке
Это начальный этап, подготовительный, по его окончании приступают непосредственно к художественному декорированию. Это очень тонкая и кропотливая работа, для нее используют целый набор стержней различной формы и величины, они называются чеканы. Намного проще выполнять чеканку на нескольких небольших пластинах, которые потом можно соединить в единый объемный предмет способом пайки.
Еще в древности был придуман способ чеканной выделки фигур. Он состоит из нескольких процессов, вначале тонкие листы металла, в основном драгоценного, разгоняются по жестяной или бронзовой модели, затем с помощью чеканов придается форма или рисунок, по окончании листы аккуратно снимаются с формы и спаиваются между собой.
Часто художественная обработка металла чеканным способом может сочетать в себе процессы гравировки, литья и резьбы.
Техника чеканки бывает трех видов:
- из листового металла;
- по оброну или литью;
- тиснением.
Традиционный способ чеканки – по тончайшему листу стержнями, а завершают обработку и дополняют художественную форму литым изделиям двумя другими способами. Современные техники литья позволяют добиться идеальных форм и рисунков изделия, однако, часто могут возникнуть различные дефекты:
- раковины;
- наросты;
- неслитины;
- перекос;
- шероховатость.
Тиснение представляет собой процесс чеканки с использованием матричных досок, которые называют басменными, от них и другое названия технологии – басма. Процесс тиснения осуществляется следующим образом: подготавливается деревянная матрица, которая будет отображать рельеф будущего изделия.
 Басменная доска
Басменная доска
Тонкий золотой или серебряный лист накладывается на матрицу, сверху покрывается более толстым свинцовым листом. Удары, наносимые молотком, приходятся на свинцовую подушку, которая уплотняется и приобретает рельеф матрицы, повторяя все контуры, объемы и рисунки. Точно такую же форму принимает и металл, зажатый между свинцовой прокладкой и матрицей.
Когда процесс тиснения окончен, свинцовую подушку убирают и аккуратно снимается слой металла – басма, она имеет более мягкие черты рисунка, чем у матрицы, как бы сглаженные. Чем толще будет слой листа, тем более сглаженным получится изображение, поэтому не рекомендуется использовать для басмы металл более 0,3 мм.
Басму, как технологию чеканки, используют для оковки изделий, таких как иконостасы, рамы, переплеты книг, ларцов, для создания портретных изображений.
Технология чеканки по металлу
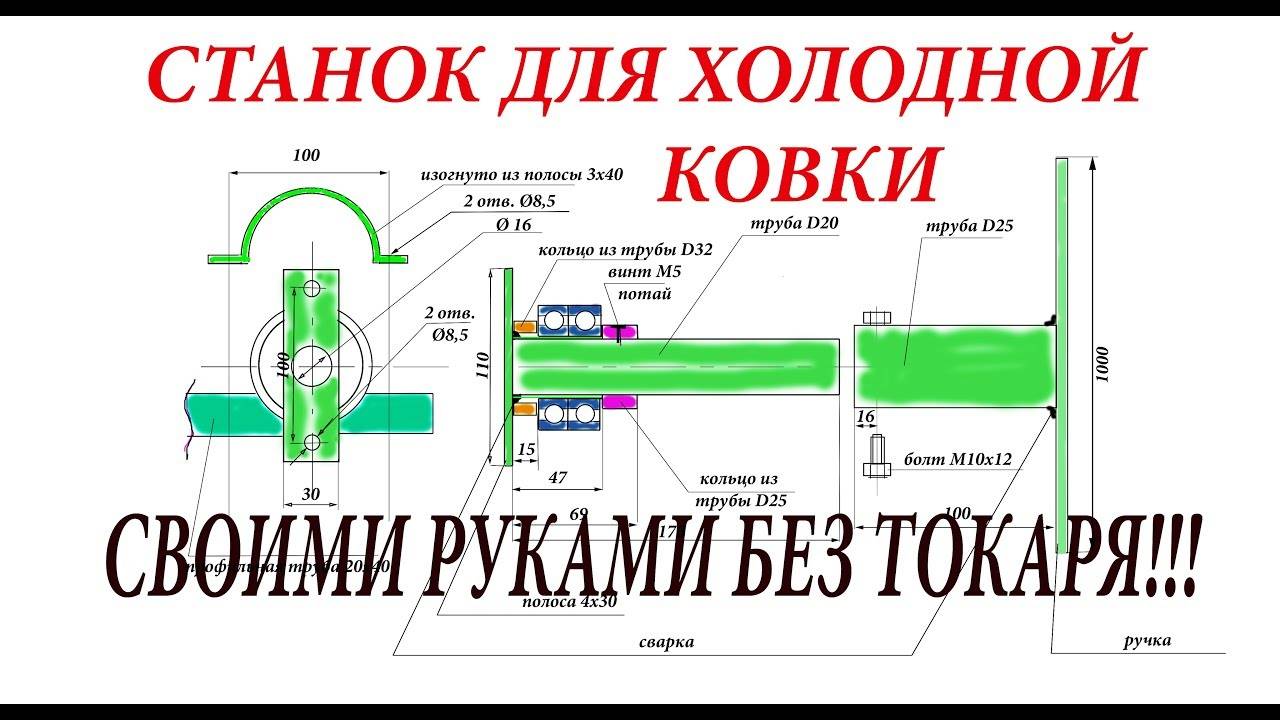
Самодельное оборудование для холодной ковки
Станки можно изготовить самостоятельно. Начинающему мастеру в первую очередь следует обзавестись «улиткой», так как спирали и завитки являются наиболее востребованным декоративным элементом. Меняя радиус изгиба и число навивок, можно с помощью только этого станка создать множество красивых оригинальных изделий.
Что потребуется
Для холодной деформации стальных заготовок нужны большие усилия. Поэтому все компоненты станка должны быть прочными и массивными. Для их изготовления используют следующие материалы:
- Столешницу — лист толщиной от 10 мм.
- Гибочный рычаг — профилированную трубу сечением 40х25х3 (мм). Допускается применение изделия со стенкой в 2 мм.
Некоторые части невозможно изготовить на дому. Примеры:
- Станина и подвижный упор «гнутика». Материалом служит высокопрочная сталь, поэтому для изготовления нужны фрезерный и сверлильный станки.
- Центральный и обводной ролики «волны». Испытывают большие нагрузки, поэтому изготавливаются из инструментальной стали. Для ее обработки тоже требуется промышленное оборудование.
Такие детали следует заказать на производственном участке с хорошим парком металлообрабатывающих станков.
Изготовление станка
Приспособление «улитка» делают в следующей последовательности:
- Из листовой стали вырезают круглую столешницу.
- В центре приваривают ножку из толстостенной трубы с кронштейнами для крепления к полу. Для придания устойчивости ее можно усилить подкосами.
- Устанавливают гибочный рычаг. Одним концом его крепят к ножке так, чтобы оставалась возможность вращения. С другой стороны рычаг оснащают прижимными роликами на подшипниках.
- На столешнице крепят шаблон из толстой полосы. Он должен повторять форму будущей детали с небольшим допуском (определяется опытным путем). К шаблону приваривают штифты, а в столешнице под них сверлят отверстия. Такой способ фиксации позволит изготавливать элементы с разным радиусом закругления.
Крепление гибочного рычага к ножке станка можно выполнить 2 способами:
- С помощью подшипника. Это наилучший вариант, он обеспечивает легкое вращение.
- Посредством втулки, выполненной из трубы большего диаметра. Снизу наваривают поддерживающее кольцо. В этом случае вращение рычага потребует больших усилий, но при наличии смазки операция будет доступна даже человеку средней комплекции.
Термические виды обработки металлов
Термическая обработка металлов применяется для улучшения их физико-механических свойств. К ней относя такие операции, как:
- отжиг;
- закалка;
- отпуск;
- старение;
- нормализация.

Термическая обработка стали
Термическая обработка заключается в нагревании детали до определенной температуры и ее последующем охлаждении по специальной программе.
Отжиг
Заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи.
Отжиг снижает твердость стали, но существенно повышает пластичность и ковкость.

Отжиг
Применяется перед штамповкой или раскаткой. Во время отжига снимаются внутренние напряжения, возникшие при отливке или механической обработке.







Закалка
При закалке заготовку прогревают до температуры пластичности и держат в таком состоянии в течение определенного времени, за которое стабилизируются внутренние структуры металла. Далее изделие быстро охлаждают в большом количестве воды или масла. Закалка существенно повышает твердость материала и снижает его ударную вязкость, повышая, таким образом, и хрупкость. Применяют для элементов конструкций, подверженных большим статическим и малым динамическим нагрузкам.
Отпуск
Проводится после закалки. Образец нагревают до температуры, несколько меньшей температуры закалки, и охлаждают медленно. Это позволяет компенсировать излишнюю хрупкость, появившуюся после закалки. Применяется в инструментальном производстве
Старение
Искусственное старение заключается в стимуляции фазовых превращений в массе металла. Его проводят при умеренном нагреве для придания материалу свойств, возникающих при естественном старении за долгое время.
Нормализация
Нормализация проводится для повышения ковкости без заметного снижения твердости за счет приобретения сталью мелкозернистой структуры.
https://youtube.com/watch?v=u262HjEbaEY
Ее применяют перед закалкой и для повышения обрабатываемости резанием. Проводят так же, как и отжиг, но остывает заготовка на открытом воздухе.
Разновидности поковок:
Прессованные поковки
Процесс изготовления основан на методе машинного штампования. Суть его заключается в следующем: определенное количество металла поступает в подготовленную форму. Затем в результате прессования под высоким давлением происходит формирование заготовки. Данный вид заготовок нашел применение в машиностроении.
Поковки из углеродистой стали
Для придания поковке определенной формы углеродистую сталь куют. Такие изделия устойчивы к различным видам повреждений, обладают повышенной прочностью.
Кованые поковки
Кованые поковки создают обычными орудиями труда (кузнецкий молот, ручной пресс). Не смотря на трудоемкость процесса и значительные затраты времени конечный результат отличается эластичностью и высоким качеством.
Поковки из нержавейки
Нержавеющая сталь дает возможность производства поковок больших размеров. Для этого используется дегазация плавки, метод разливки вакуумного типа и гидравлический пресс вес, которого составляет 1000 т. Нержавеющие поковки самые чистые, компактные, состав однородный. Применяются в металлургии, а также они популярны в судостроении, автомобилестроении, энергетике, химической и авиационной индустрии.
Легированные поковки
Изготавливается из разных видов стали. Благодаря этому поковка наделяется теми свойствами, которые присущи механизму, частью которого она является.
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
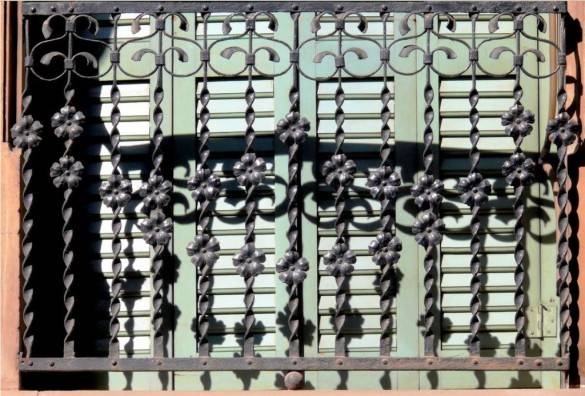
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
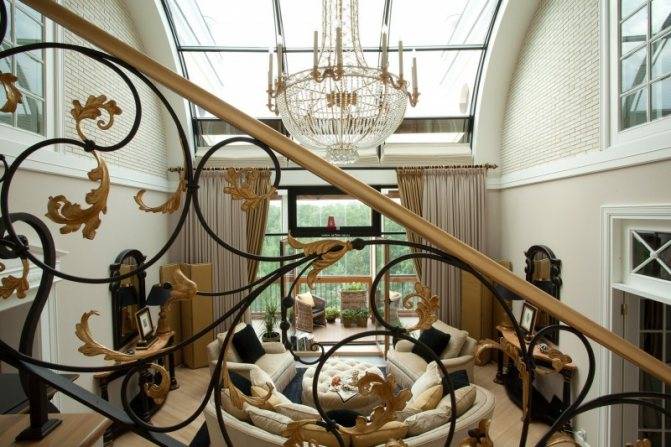
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.










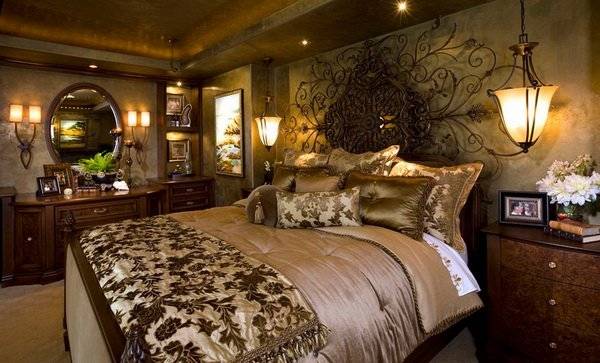
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.





