Качество лазерной резки. От чего оно зависит?

Под качеством лазерной резки обычно понимают точность, качество реза (минимальную шероховатость, прямые стенки), скорость предоставления услуг.
Результат работ зависит от многих составляющих:
- Типа и размеров детали;
- Правильной настройки оборудования для лазерной резки;
- Технического состояния ЧПУ-станка;
- Качества разработки макета.
Чтобы получить нужный результат, необходимо учесть все эти параметры. При соблюдении правил использования, лазерные резаки обеспечивают точность до 0,1 мм.
Скорость резки обусловлена мощностью оборудования, толщиной и теплопроводностью обрабатываемого материала. Чем выше показатель, тем быстрее отводится тепло с рабочего участка, соответственно требуется больше энергии. Например мощности лазера в 600 Ватт достаточно для резки титана или черных металлов, но мало для меди или алюминия.
Лазерная резка деталей: примеры
Прибегнув к лазерной резке, вы за относительно короткий промежуток времени можете получить детали, применяемые в машиностроении; комплектующие для торгового оборудования (в том числе стеллажей, шкафов, поддерживающих установок, полок и т.д.); декоративные элементы для дизайна помещений; детали для вывесок, бигбордов и прочих рекламных носителей; трафареты, шаблоны и многое другое. Пользуются популярностью и резаные лазером элементы отопительного оборудования — печей, дымоходов, котлов, и детали ограждений, ворот. Принцип лазерной резки применяется при изготовлении многих деталей лифтового оборудования и вендинговых аппаратов.
Как можно заметить, лазерной резкой пользуются в тех случаях, когда необходимо получить высококачественные детали с минимальной шириной реза, гладкими и ровными краями, и при этом есть возможность пренебречь некоторым изменением цвета изделия в месте раскройки.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка – практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Лазерные установки отлично зарекомендовали себя в резке труб толщиной до 30 мм. Линию реза можно направить под любым углом. В результате получают ровную поверхность, готовую для дальнейшего монтажа или сварки.
Сущность лазерной резки металла
Лазерная резка металла, как понятно из ее названия, выполняется при помощи луча лазера, получаемого при помощи специальной установки. Свойства такого луча позволяют фокусировать его на поверхности небольшой площади, создавая при этом энергию, характеризующуюся высокой плотностью. Это приводит к тому, что любой материал начинает активно разрушаться (плавиться, сгорать, испаряться и т.д.).
Станок лазерной резки металла, к примеру, позволяет концентрировать на поверхности обрабатываемого изделия энергию, плотность которой составляет 108 Ватт на один квадратный сантиметр. Для того чтобы понять, как удается добиться такого эффекта, необходимо разобраться, какими свойствами обладает лазерный луч:
- Лазерный луч, в отличие от световых волн, характеризуется постоянством длины и частоты волны (монохроматичность), что и позволяет легко фокусировать его на любой поверхности при помощи обычных оптических линз.
- Исключительно высокая направленность лазерного луча и небольшой угол его расходимости. Благодаря такому свойству на оборудовании для лазерной резки можно получить луч, отличающийся высокой фокусировкой.
- Лазерный луч обладает еще одним очень важным свойством – когерентностью. Это значит, что множество волновых процессов, протекающих в таком луче, полностью согласованы и находятся в резонансе друг с другом, что в разы увеличивает суммарную мощность излучения.
Процессы, происходящие при резке металла с использованием лазера, хорошо заметны на приведенных в статье видео. При воздействии луча на поверхность металла происходит быстрое нагревание и последующее расплавление подвергаемой обработке площади.
Быстрому распространению зоны плавления вглубь обрабатываемого изделия способствуют несколько факторов, в том числе и теплопроводность самого материала. Дальнейшее воздействие лазерного луча на поверхность изделия приводит к тому, что температура в зоне контакта доходит до точки кипения и обрабатываемый материал начинает испаряться.
Лазерную резку металла может выполняться двумя способами:
- плавлением металла;
- испарением обрабатываемого металла.
Для того чтобы выполнить резку металла методом испарения, требуется большая мощность оборудования и, как следствие, значительные энергозатраты, что не всегда целесообразно с экономической точки зрения. Ограничивают использование такого метода и строгие требования к толщине обрабатываемых изделий. Именно поэтому данный метод используют только для резки тонкостенных деталей.
Такая технология позволяет снизить энергозатраты, повысить скорость работы, использовать оборудование небольшой мощности для резки металла большой толщины. Конечно, это нельзя считать лазерной резкой в чистом виде, правильнее будет называть его газолазерной технологией.
Использование кислорода в качестве вспомогательного газа при выполнении лазерной резки позволяет одновременно решить такие важные задачи, как:
- активизация процесса окисления металла (это позволяет снизить его отражающую способность);
- повышение тепловой мощности в зоне реза (поскольку металл в среде кислорода горит более активно);
- выдувание из зоны реза мелких частиц металла и продуктов сгорания кислородом, подаваемым под определенным давлением (это облегчает приток газа в зону обработки).
История технологии обработки металла лазером
В инновационной технологии обработки металла лазером воплотились все передовые достижения академической физики. Оптический квантовый генератор или лазер был открыт во второй половине XX века. Лазерное устройство лавинообразно генерирует фотоны с одинаковой энергией, направленностью движения и поляризацией и преобразует энергию накачки (световую, электрическую, тепловую, химическую и др.) в энергию монохроматического когерентного света. Этот удивительный оптический прибор излучает мощный узконаправленный пучок интенсивного света.
Открытие было высоко оценено физиками и инженерами. В 1962 году, после испытания первого лабораторного квантового генератора, американская разработала и представила на рынке коммерческие лазеры. Это был настоящий революционный прорыв в лазерных технологиях. Позже были созданы различные типы и модификации лазера – от микроприборов до гигантских установок. Например, длина лазерной установки «Нова» в Национальной лаборатории Лоуренса Ливермора в США составляет 137 м, а ее суммарная мощность – 1014 Вт. Лазерное оборудование широко используется в научных и производственных областях.
Уже в 70–80 годы XX века началось интенсивное развитие лазерных технологий, которые с большим успехом применялись в обработке металла: сварке, закалке, наплавке, маркировке, резке. С помощью лазерного оборудования изготавливались различные детали и элементы конструкций: прокладки, кронштейны, дисковые пилы, панели, щитки для приборов, двери, декоративные решетки.![]()
Изобретение кинематических сложных роботов-манипуляторов и гибких оптоэлектронных лучепроводов позволило расширить возможности лазерной металлообработки. В современном производстве с помощью лазера осуществляется резка пространственных металлоизделий.
Сегодня обработка металла лазером – это высокоэффективный технологический процесс. Лазерные станки являются высокотехнологичным современным оборудованием благодаря уникальным свойствам лазера: высокой мощности излучения – до 108-109 Вт/см2 в непрерывном режиме и до 1016-1017 Вт/см2 в импульсном.
Лазерный луч легко управляется автоматизированными системами. Мощное излучение мгновенно нагревает и прожигает сфокусированную зону. При охлаждении металла заготовка не деформируется и сохраняет свою форму. Область резки очищается от продуктов сгорания способом продувки с использованием технологического газа: кислорода, азота, воздуха.
Оборудование
Лазерные устройства для резки железа состоят из элементов:
- Специализированного излучателя (твердотельный или газовый прибор). Должен обладать нужными энергетическими и оптическими показателями.
- Система формирования лучей и газа. Отвечает за подачу луча от цели излучения к детали, которая обрабатывается, и изменение показателей поступающего к точке рабочего газа.
- Устройство передвижения (координации) как самого железа, так и воздействующего на него лазерного луча. А также включает в себя электроисполнительный механизм, привод и мотор.
- АСУ (автоматизированная система управления). Регулирует лазерный луч и управляет координатным механизмом и системой транспортирования и формирования луча и газа. Снабжена разнообразными датчиками и подсистемами.
Современный прибор резки железа способен исполнять любые трудные задачи, даже художественную резку. Их изготовлением занимаются как российские фирмы («Технолазер»), так и иностранные предприятия (немецкая фирма «Trumpf»).
Технология лазерной резки металлов
Процедура резки достаточно проста. Лазер – это тонкий луч, который на металлической заготовке образует точку. Металл на этой точке быстро нагревается до температуры плавления и начинает закипать, а затем испаряться. Если режется тонкий металлический элемент, то это происходит именно так. С толстыми деталями немного сложнее, потому что большое количество металла не может испаряться. Поэтому в технологию добавляют газ, который выдувает расплавленный металл из зоны реза. В качестве газа можно использовать кислород, азот, любой инертный газ или обычный воздух.
Виды лазерной резки
В основе технологического процесса лежат несколько элементов, которые и определяют процесс резки металлов лазером. А именно:
- источник энергии;
- рабочий элемент, который и образует лазерный поток;
- блок, в состав которого входят специальные зеркала, такой прибор называется оптический резонатор.
Именно рабочий элемент и создает классификацию лазерных установок, в которых сам режущий инструмент разделяется по мощности.
- Мощностью не больше 6 кВт – называются твердотельными.
- 6-20 кВт – это газовые.
- 20-100 кВт – газодинамические.
К первой позиции относятся технологии, в которых используется твердое тело: рубин или специальное стекло с добавками флюорита кальция. Такие лазеры могут создать мощный импульс буквально за несколько долей секунд, к тому же они работают как в импульсном режиме реза, так и в непрерывном.
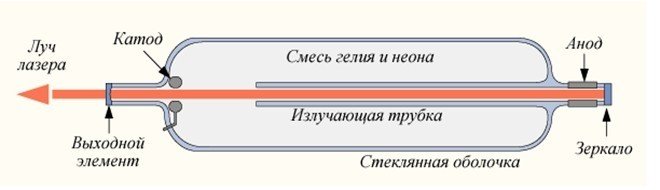
Вторая позиция – это лазер на основе газовой смеси, которая нагревается электрическим током. Электроэнергия придает направленному потоку газов монохромность и направленность. В состав смеси входят углекислый газ, азот и гелий.
Третья позиция – это также газовый лазер на основе углекислого газа. Газ нагревают и пропускают через узкий проход, где он остывает и расширяется одновременно. При этом выделяется огромная тепловая энергия, которая и режет металл большой толщины. Точность реза высокая, потому что данный вид лазера обладает большой мощностью. При этом расход энергии луча небольшой.
Режимы резки
Параметров, которые влияют на резку, достаточно много. Это и скорость проводимого процесса, и мощность лазера, его плотность, фокусное расстояние, диаметр луча, состав излучения, вид и марка разрезаемого металла. К примеру, низкоуглеродистые стали режутся быстрее, чем нержавейка, почти на 30%. Если кислород заменить обычным воздухом, то скорость реза снижается почти в два раза. Скорость резки алюминия лазером мощностью 1 кВт составляет в среднем 12 м/с, титана – 9 м/с. Эти показатели соответствуют технологии, в которой применяется кислород.
Выбирая определенный режим резки, необходимо понимать, что от выбранных параметров будет напрямую зависеть и качество реза. Оно характеризуется точностью вырезанной детали, шириною реза, шероховатостью поверхности образованных кромок, их ровностью, наличием на них оплавленного металла (грата), зоной температурного влияния лазера (глубиною). Но, как показывают исследования, на качество больше всего влияет скорость резки и толщина заготовки.
Для примера можно привести показатели качества лазерного процесса, который производился при мощности 1 кВт, с использованием кислорода, газ подавался в зону резки под давлением 0,5 МПа. При этом диаметр сфокусированной точки составлял 0,2 мм.
| Толщина заготовки, мм | Оптимальная скорость резки, м/с | Ширина реза, мм | Шероховатость кромок, мкм | Неперпендикулярность, мм |
| 1 | 10-11 | 0,1-0,15 | 10-15 | 0,04-0,06 |
| 3 | 6-7 | 0,3-0,35 | 30-35 | 0,08-0,12 |
| 5 | 3-4 | 0,4-0,45 | 40-50 | 0,1-0,15 |
| 10 | 0,8-1,15 | 0,6-0,65 | 70-80 |
Есть еще один параметр резки металлов при помощи лазера – это точность. Определяется она в процентном соотношении и зависит от качества самого технологического процесса. Требования к данному параметру основываются на толщине разрезаемой детали и на том, для каких нужд данная заготовка будет использована. Что касается толщины, то погрешность может составлять 0,1-0,5 мм, если лазером разрезается металлический профиль толщиною до 10 мм.
Лазерная резка против плазменной – что лучше
Плазменная резка и технология лазерной резки постоянно конкурируют друг с другом. При определенных условиях они могут быть взаимозаменяемыми, но есть моменты, в которых целесообразнее выбрать одну из них.
В задачах, где качество деталей имеет первоочередное значение, лазерная технология будет предпочтительней. Она позволяет получить точный перпендикулярный рез, таким образом, кромки деталей будут лучше.
Нагрев при лазерной обработке локален, в результате удается избежать деформации изделий, так как зона термического воздействия маленькая. Еще одним плюсом является точность получаемых деталей, особенно при формировании отверстий и фигур сложной конструкции.
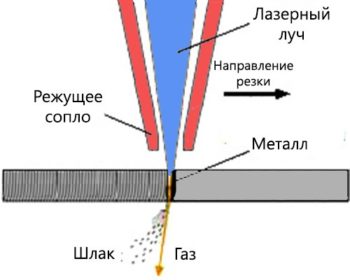 Схема лазерной резки металла.
Схема лазерной резки металла.
Основным преимуществом данной технологии является высокая производительность. Особенно это касается работы с листовым материалом толщиной до шести миллиметров. В таком случае обеспечивается высокая скорость обработки и хорошая точность.
Лазерная обработка не оставляет на тонколистовом металле окалин или других дефектов. Это позволяет отправлять полученные детали в использование или передавать на следующие технологические этапы производства без дополнительной обработки.
Для металлов толщиной 20-40 миллиметров лазерная резка применяется редко, а при больших толщинах она не используется.
Плазменная, по сравнению с лазерной резкой, позволяет обрабатывать более широкий спектр материалов по толщине. В этом случае также обеспечивается достаточно хорошее качество работы.
Особенно эффективной такая технология оказывается в работе с медью, легированными и углеродистыми сталями, алюминием и сплавами на его основе. Следует учитывать, что этот метод имеет некоторые ограничения по толщине металлов, к которым он применим.
Плазменной резке характерна конусность поверхности реза от трех до десяти градусов. Формирование отверстий в материалах большой толщины может привести к отличию верхнего и нижнего радиусов. Так в металле толщиной 20 мм радиусы отверстий могут отличаться на 1мм.
Итак, однозначно сказать, что лучше: плазменная или лазерная резка нельзя. Как видно из приведенного выше описания, обе технологии хорошо справляются только с материалами небольшой толщины.
В случае обработки металлов толщиной более шести миллиметров более выгодным будет плазменный метод. Он обеспечит высокую скорость работы и экономичность в плане энергетических затрат.
 Действие лазерного резака.
Действие лазерного резака.
В то же время, качество резов, полученных на тонколистовом металле с помощью лазерной резки, существенно выше. Так что в случае необходимости получения деталей сложной формы она будет предпочтительней.
Кроме того лазерное оборудование позволяет решать более широкий спектр задач. С его использованием можно выполнять разметку, маркировку, формировать отверстия и т.д. Что касается срока службы лазерных агрегатов, то они несравнимо больше, чем у плазменных.
Существенным критерием также является стоимость оборудования. Аппараты для плазменной резки стоят дешевле. Однако необходимо учитывать и другие критерии, такие как стоимость расходных материалов, а также срок службы. В итоге может получиться, что лазерное оборудование выйдет дешевле.
Что касается расходных материалов, то для обоих методов применяется воздух и кислород. Кроме того необходимо рассчитывать затраты на электроэнергию. В плазменном методе к расходным элементам относится сопло, электрод, рассекающее кольцо. В лазерном – линзы, сопла, фильтры.
В итоге сравнивая все параметры, можно сделать вывод, что работать с тонкими деталями выгоднее лазерной резкой, а с более толстыми – плазменной. Расходы при эксплуатации оборудования будут зависеть от многих факторов, поэтому в каждом конкретном случае они могут существенно отличаться друг от друга.
Узнать больше об услуге можно на сайте https://stroykomproekt.ru/