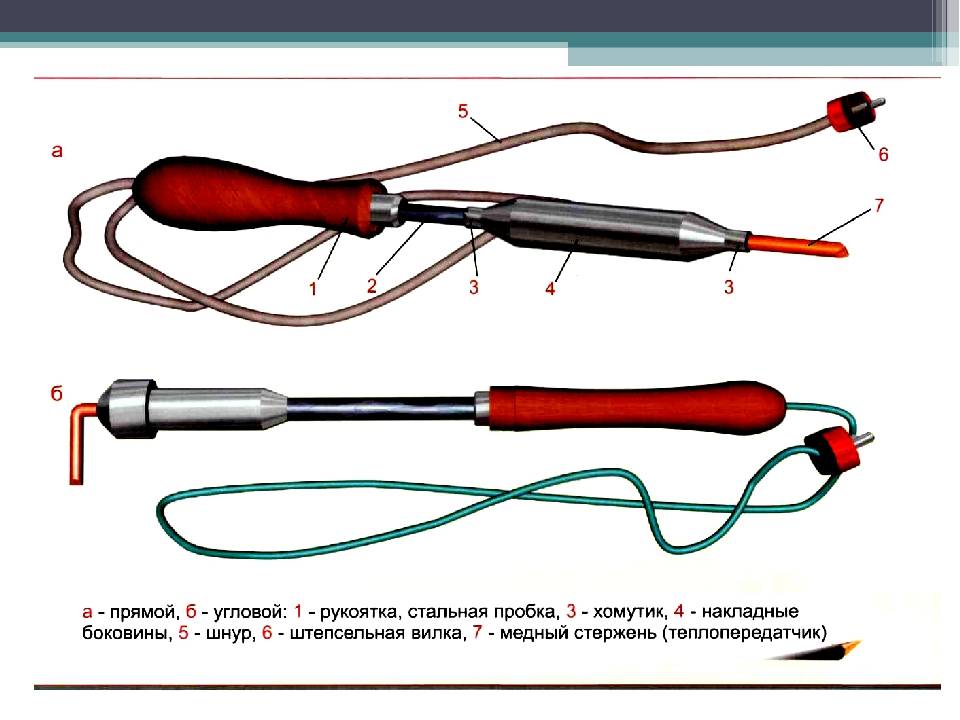
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
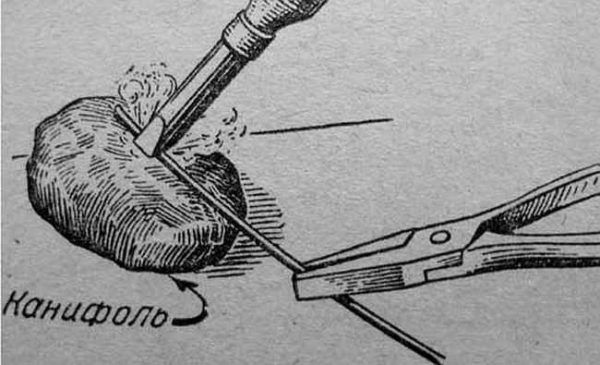
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке
Варианты обработки проводов

Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке. Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.





При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
§ 97. ЛУЖЕНИЕ. Инструменты и приспособления, применяемые при лужении. Приемы лужения.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
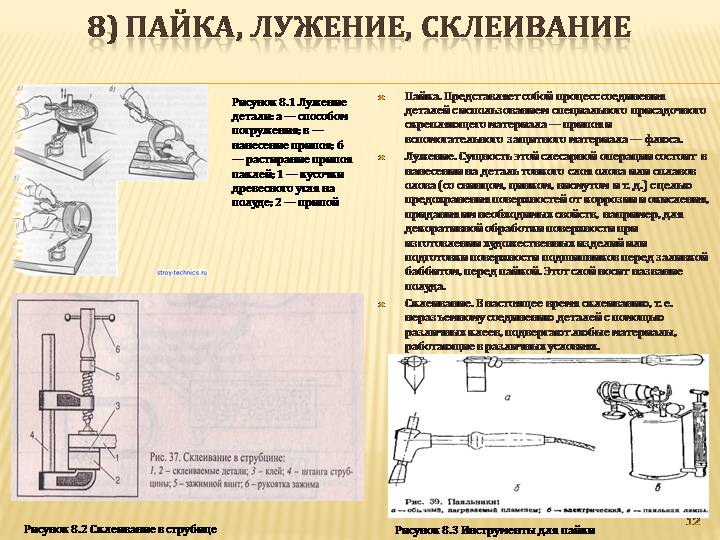
Лужение. Лужением называется процесс покрытия поверхностей изделий тонким слоем расплавленного олова или сплава олова со свинцом.
Металл, наносимый на поверхность изделия, называется полудой.
Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения изделий от ржавления (коррозии). Иногда лужение производится для специальных целей, например перед заливкой подшипников.
В качестве полуд применяется чистое олово, а для неответственных деталей олово иногда заменяют более дешевым сплавом, состоящим из 5 частей олова и 3 частей свинца. Сплавы (оловянно-свинцовые) нельзя применять при лужении посуды для пищи.
Лудят двумя способами: натиранием (большие изделия) и погружением (небольшие изделия) в расплавленную полуду.
Процесс лужения состоит из трех основных операций: подготовки поверхности, приготовления полуды и лужения.
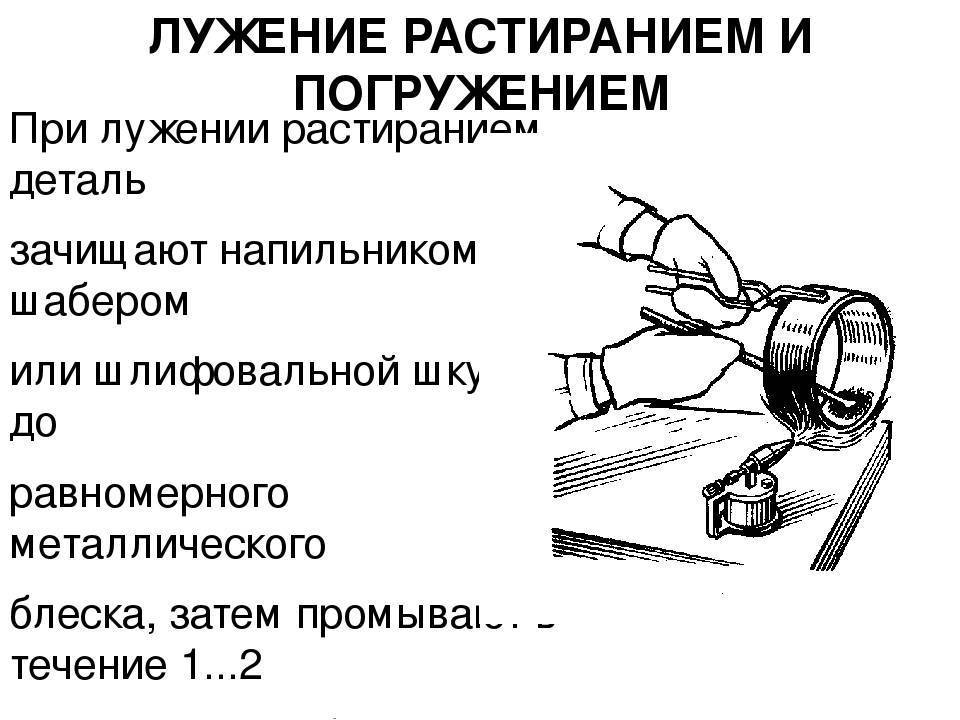
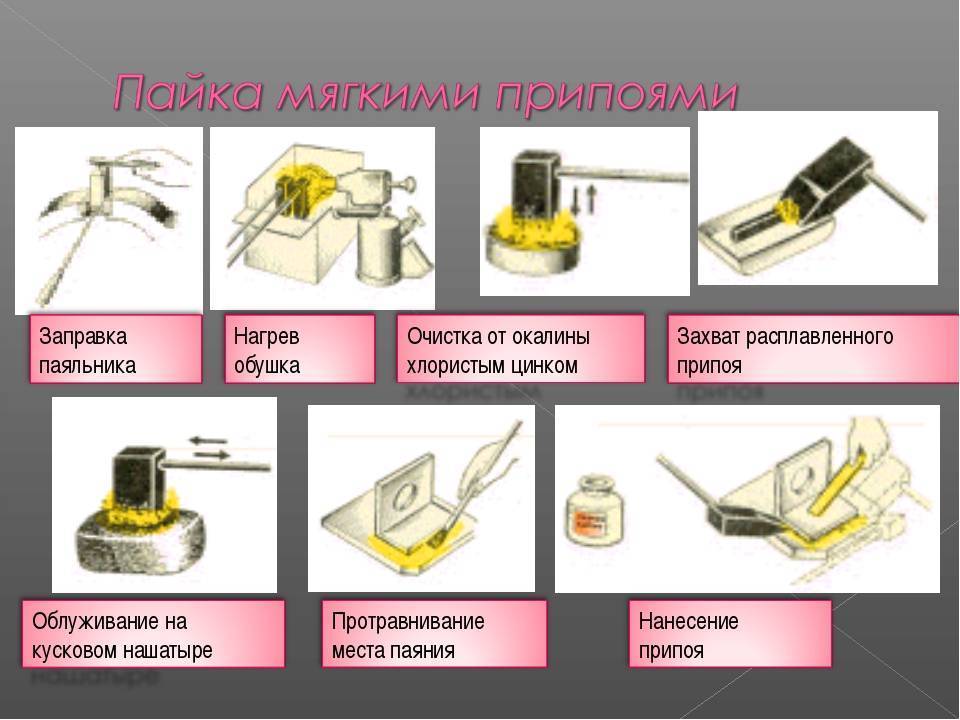
Подготовка поверхности к лужению. Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и т. д. Очистка поверхности изделия производится до металлического блеска при помощи шабера, напильника, наждачной бумаги, кордовых щеток и т. д. Большие поверхности для облегчения работы травят разбавленной соляной или серной кислотой.
Обезжиривают и удаляют окисную пленку с поверхности изделия промывкой (протравливанием) в водном растворе соляной кислоты. Затем поверхность промывают чистой водой и протирают насухо. В целях предохранения очищенной поверхности от окисления ее смазывают хлористым цинком и сверху посыпают порошком нашатыря.
При выполнении травления и нейтрализации следует работать в резиновых перчатках, фартуке и защитных очках во избежание ожогов и порчи одежды.
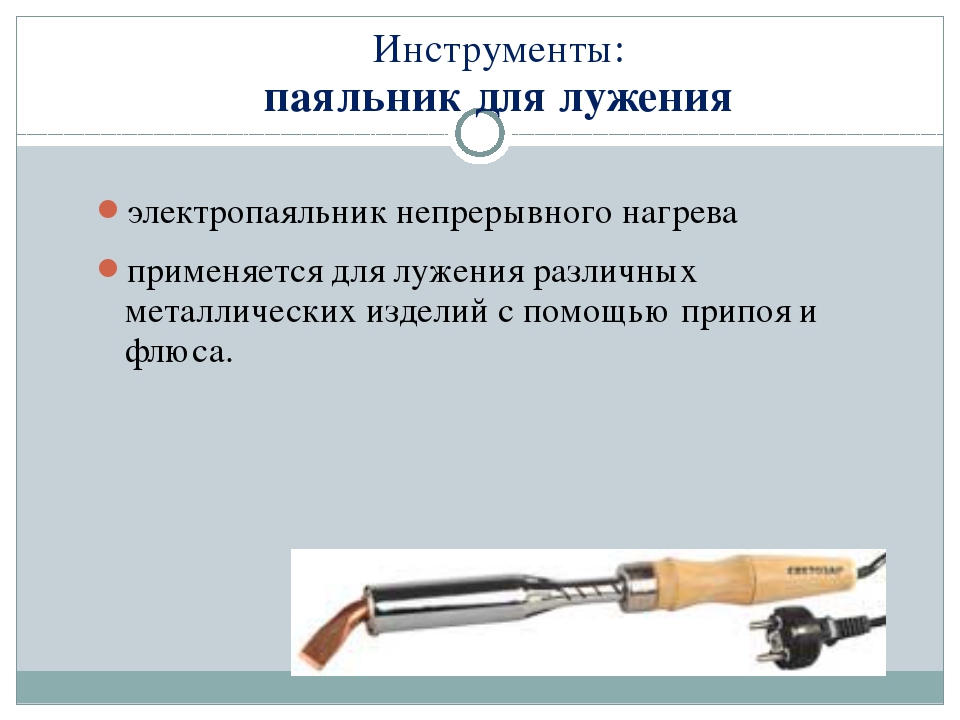
Инструменты и приспособления, применяемые при лужении. При лужении пользуются различными инструментами и приспособлениями, например шаберами различных размеров и форм для очистки поверхностей деталей от ржавчины; паяльной лампой для нагревания деталей небольшого размера; щеткой для очистки поверхностей изделий от грязи; кистью (волосяной) для смачивания деталей кислотой; клещами для поддерживания горячих деталей.
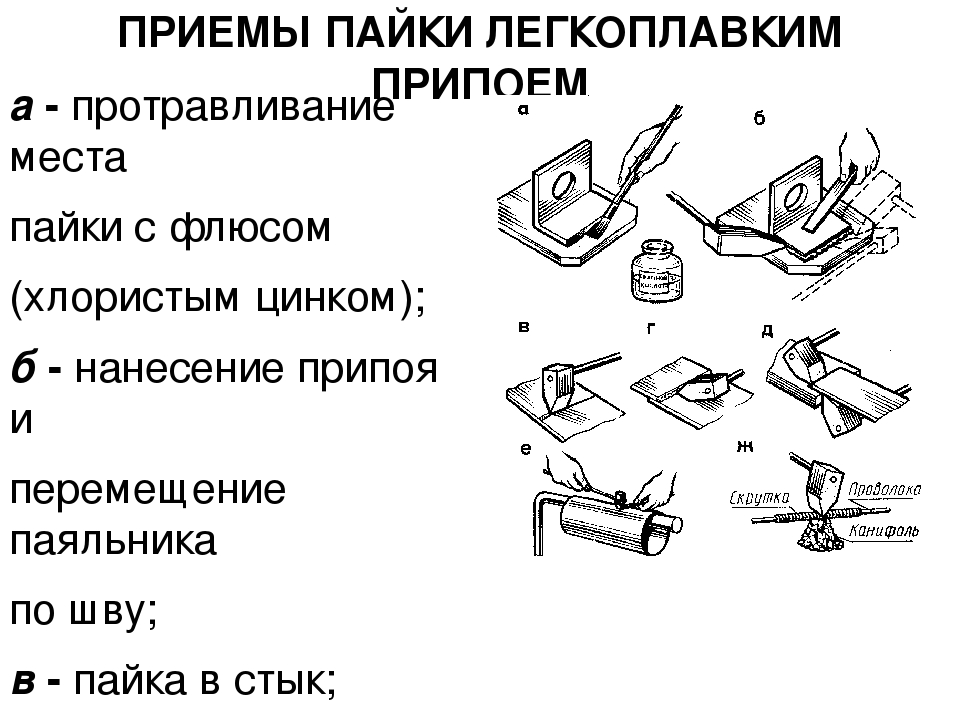
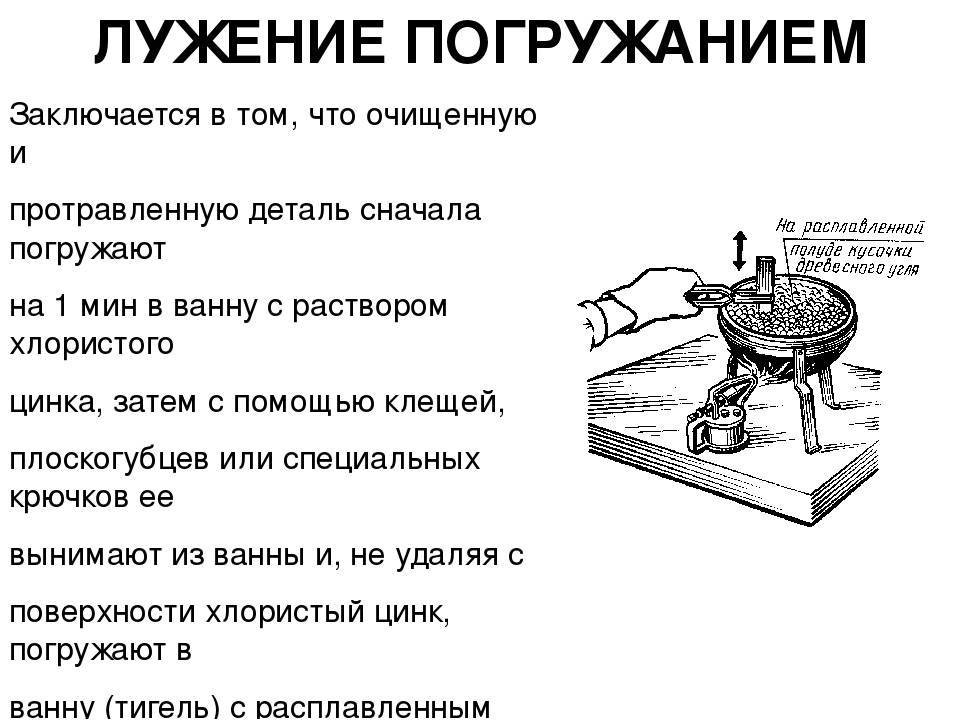
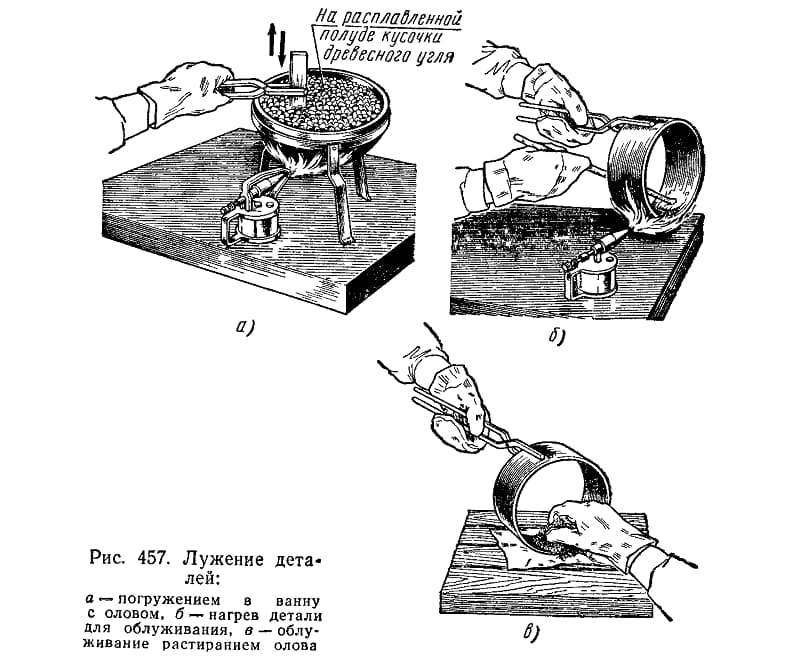
Приемы лужения. Лужение методом погружения в расплавленную полуду заключается в том, что подготовленную к лужению деталь сначала погружают в лудильную ванну с хлористым цинком. Затем клещами вынимают изделие из ванны и, не удаляя хлористый цинк с поверхности, погружают в ванну с расплавленным оловом (рис. 179, а).
Рис. 179. Лужение деталей:
а — облуживание детали погружением в ванну с оловом, б — нагрев детали для облуживания, в — облуживание нагретой детали путем растирания олова
В ванне необходимо держать изделие до полного прогрева (270-300°), после чего его вынимают из ванны, встряхивают для удаления излишнего слоя полуды. Когда изделие остынет, его промывают в воле или растворе извести для удаления хлористого цинка. Затем сушат в чистых древесных опилках.
Лужение методом натирания производится после предварительной подготовки изделия (очистки, промывки, травления).
Изделие нагревается медленно и равномерно на древесном угле (рис. 179, б) до температуры 225-250°, затем на нагретую поверхность насыпают припой и, после того как он начнет плавиться, его быстро растирают щеткой или чистой холщовой тряпкой (рис. 179, в) по всей поверхности, удаляя излишний слой полуды.
Если из-за плохой очистки детали олово в каком-либо месте не пристало, это место снова зачищают напильником иди шабером, подогревают, наносят олово и протирают тряпкой или паклей.
Когда изделие остынет, его протирают смоченным песком, промывают водой и сушат.
Во время выполнения операций лужения нельзя вдыхать пары кислоты и нашатыря; горячие детали следует брать клещами; необходимо при погружении деталей пользоваться рукавицами; нужно остерегаться попадания кислоты на тело или одежду.
Перейти вверх к навигации
Процесс подготовки медного жала
 Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния — так окисление проходит медленнее.



Способы лужения медного жала:
- Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.
- Способ натирания поверхности оловом. Чистое основание немного разогревают и макают в канифоль. Затем поверхность натирают оловом. Процедуру повторяют несколько раз. Защитный слой закрепляют натиранием о сукно. Результат можно получить без дыма в любом помещении.
Правильная последовательность действий при лужении токопроводящих жил
Процесс лужения проводников рассмотрим на примере использования паяльника, так как данный способ самый распространенный. Далее поэтапно представлен порядок действий:
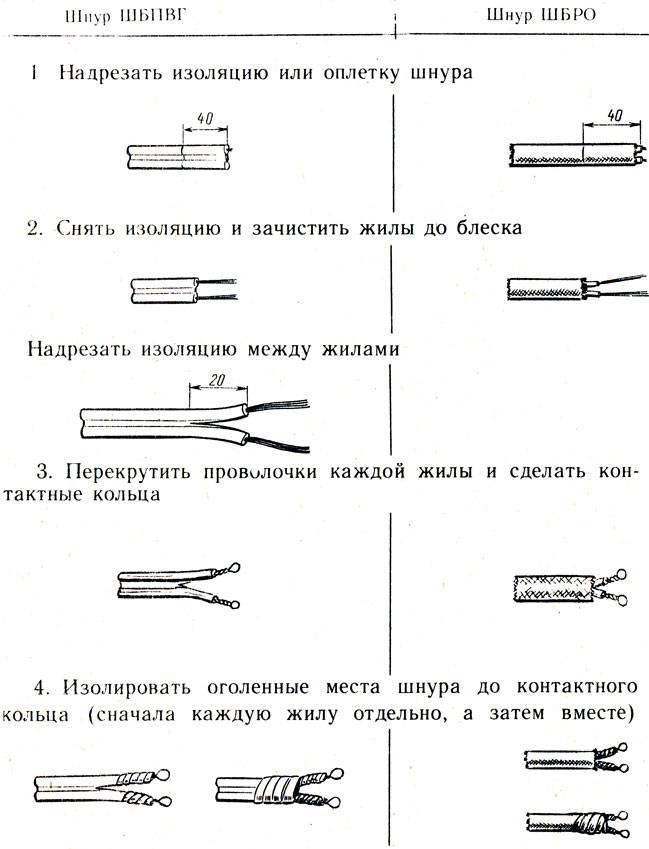
- Аккуратно снимается слой изоляции в пределах от 10 до 50 мм, чтобы не повредить непосредственно жилы кабеля.
- При наличии лакового покрытия на поверхности проводника, оно удаляется. Это можно сделать с помощью ножика, наждачной бумаги или специальных химических реагентов.
- Выполняется чистка жала паяльника от остатков припоя и прочих компонентов.
- Паяльник подключается к электрической сети и нагревается до рабочей температуры. При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
- На данном этапе токопроводящие жилы обрабатываются флюсом, в нашем случае канифолью. С помощью паяльника нужно нагреть зачищенные концы проводника и опустить в баночку с флюсом. После этого дождаться плавления канифоли, и полностью провернуть жилу под жалом паяльника. Технология использования других разновидностей флюсов может разниться;
- Теперь остается облудить проводник припоем (олово). Для начала припой разогревается и набирается на жало паяльника. После этого олово подносится к кончику проводника и равномерно распространяется по всей поверхности. При соблюдении правильной технологии обработки жил флюсом, олово самостоятельно охватит требуемую площадь. Достаточно будет просто провернуть конец проводника у жала паяльника.
- Тщательно осматривается полученный слой припоя на предмет отсутствия сколов, пустот и выпуклостей. Олово должно равномерно лечь на зачищенный край проводника и иметь гладкую поверхность со светлым оттенком.
Лужение посредством окунания
Если работать предстоит с проводами и кабелями большого диаметра, то подготовку целесообразно проводить иначе. Полного и равномерного распределения припоя в данном случае добиться непросто.
Существует специальное устройство – тигель, в который помещаются небольшие кусочки олова. Там они разогреваются, в результате получается, расплав металла. Конец провода предварительно погружают в канифоль или другие марки флюса, а далее в емкость тигля. Такой подход обеспечивает полное и равномерное распределение веществ на месте среза.
Использовать этот метод можно лишь с полностью лужеными проводами. Погружение уже имеет совершенно иные масштабы, и проводится в промышленных условиях. Реализуется процесс с помощью специальной катушки с намотанным проводом. Сначала всю медную поверхность вручную обрабатывают жесткими щетками, предварительно их щетину обрабатывают хлористым цинком в жидком виде. Растворенный флюс получают из смеси технической соляной кислоты и цинка.
Далее проволоку из мотка начинают медленно раскручивать и окунают в емкость, заполненную растворенным оловом. Равномерность покрытия обеспечивается вторичной обработкой кабеля или провода большого диаметра резиновыми щетками. В завершение кабель погружают в емкость с холодной водой и вновь обрабатывают щетками. После этого провода и кабели сматывают и упаковывают для дальнейшей реализации в строительных магазинах.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками. Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование. Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание. Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
- Травление. Этим методом подготавливаются изделия из железа, меди, латуни. Травление происходит подогретым 20-30 % раствором H2SO4 (серная кислота). Продолжительность травления 20-30 мин. Затем поверхность изделий промывается холодной водой, протирается влажным песком, промывается горячей водой с температурой 80-100 °С.
После подготовки можно проводить лужение деталей.
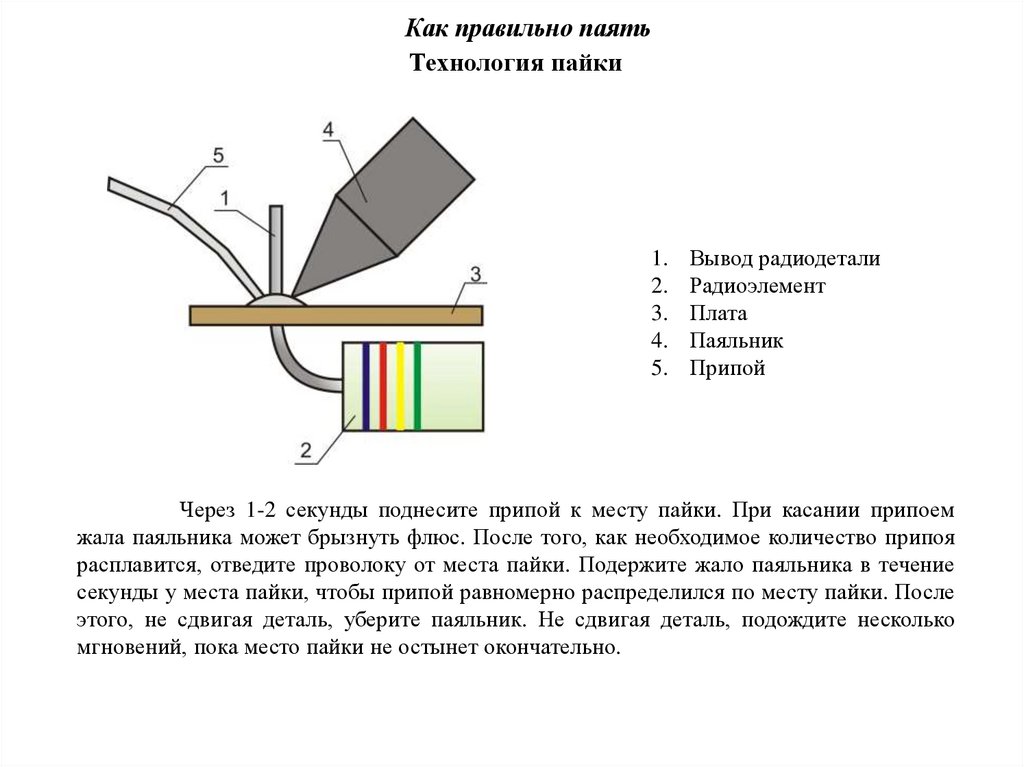
Процесс пайки электропаяльником
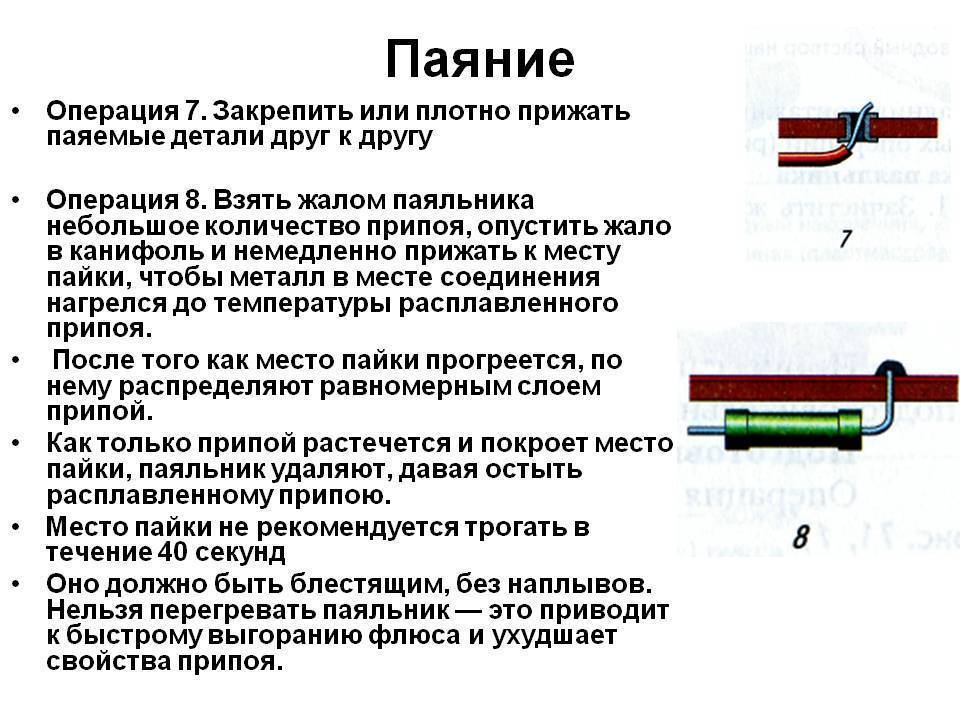
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
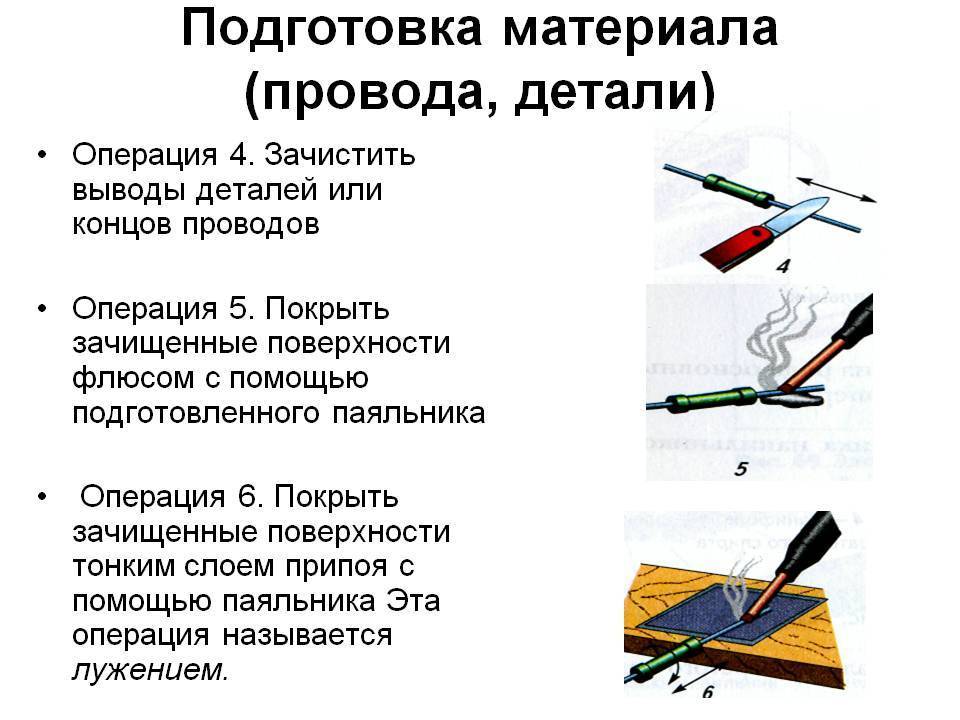
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

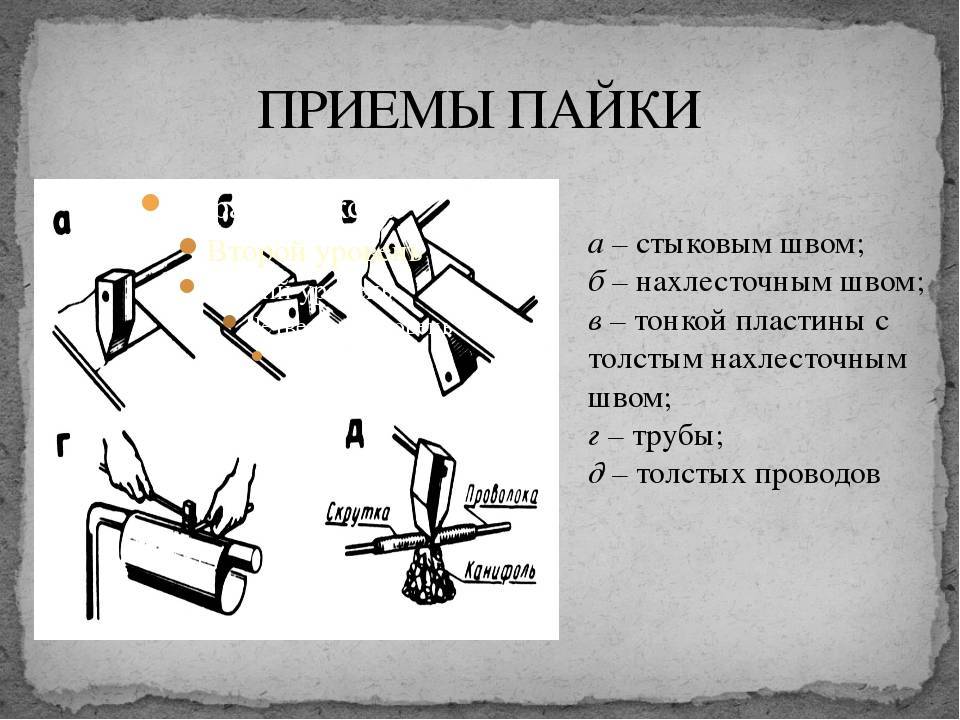
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Читать также: Чем обезжирить дверь перед покраской
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Лужение посредством окунания
 Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.





В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.

Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
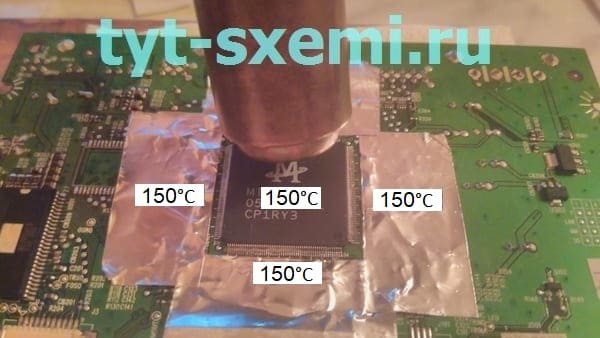
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.

В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.

Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.

Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.

Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
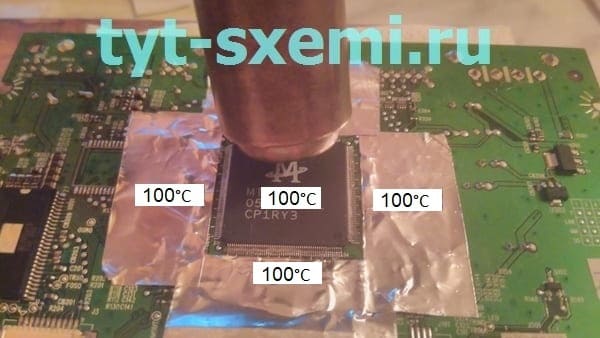
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
Шаг около 20 — 30 °C на каждые десятки секунд.