Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.
Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
Что можно делать напильником
Обработка напильником многогранна.
С помощью правильно подобранного бруска выполняют различные типы работ.
Процесс опиливания
Это процесс описан выше.
Заключается он в обработке внешних поверхностей изделий из различных материалов.
При опиливании снимают слой материала, добиваясь поставленной задачи – снятия кромок, получения плоскости, среза заусениц и т. п.

Выбирают инструмент, руководствуясь формой опиливаемой поверхности.
Процесс пиления
Пилением (или распиливанием) называют обработку отверстий.
Сечение инструмента подбирают, учитывая форму обрабатываемого элемента. Подготовка к пилению бруском заключается в:
• разметке и накерновании;
• сверлении по размеченным рискам и, если нужно, пробивке пройм.
Характер процесса зависит от формы отверстия и сечения инструмента.
Точность работы контролируют вкладышем.
Последний должен входить в отверстие свободно, но плотно и без перекосов.
Процесс заточки
Заточка инструмента – еще один результат, которого можно достичь, работая напильником.
Используя специальные бруски, умельцы затачивают ножи, цепи бензопил, ножовки, коньки и т. д.
Далее – о том, как работать специнструментом в том или ином случае.
Что такое напильник?
Видов напильников существует множество. Этот простой в использовании многолезвийный инструмент известен каждому мастеру, с его помощью можно легко и быстро снять верхнее покрытие с заготовки. Разнообразные материалы можно обрабатывать напильником, он легко справляется с металлом, пластмассой, деревом, текстолитом и другими. Напильником постепенно и аккуратно можно послойно срезать слои, придавая изделию необходимую форму, размер или сделать поверхность шероховатой при необходимости.
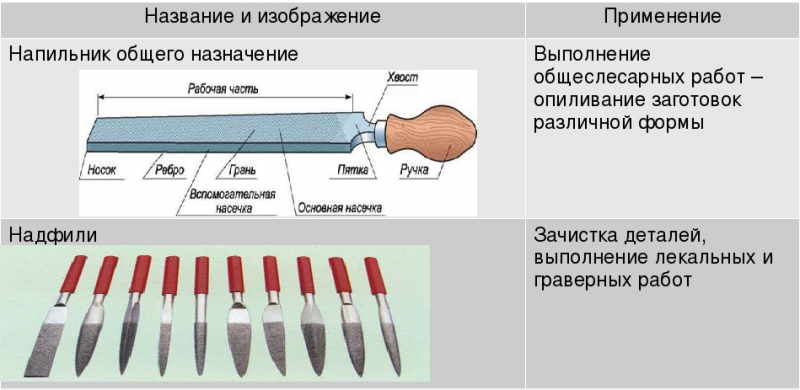
Как выглядит напильник?
У хорошего мастера в арсенале должно быть несколько напильников. Выглядит этот инструмент как металлический стержень, который прикреплен к ручке. Удобство использования и безопасность в работе зависит от нее, это важный элемент напильника. Ручка может быть деревянной, к таким моделям крепят кольцо, защищающее инструмент от раскалывания, и покрывают лаком или краской, чтобы предотвратить гниение материала. Напильники с пластмассовыми ручками дополняются прорезиненными вставками для удобства использования. К основным частям напильника также относят:
- хвостовик;
- пятку;
- рабочую часть, имеющую грань, носок и ребро.
Как работает напильник?
Расширить диаметр заготовки, укоротить любую деталь можно с помощью качественного напильника. Зубья, нанесенные на металлический стержень, убирают части обрабатываемого материала. Крупный напильник по дереву удаляет сразу толстый слой изделия, специалисты советуют начинать работу с инструмента, имеющего средние зубья, постепенно меняя напильники. Заканчивать обработку поверхности необходимо изделием с самой маленькой насечкой. При таком способе работы поверхность останется гладкой, ярко выраженных борозд на ней не будет.

Виды
Данный надфиль изготавливают в различных исполнениях. Все их можно классифицировать на несколько основных групп в зависимости от вида насечки.










Рассмотрим каждую разновидность отдельно.
- Одинарная насечка. Эти модели чаще всего применяются при обработке внутренних углов цветных металлов, но их нередко берут и для других целей. Данный вид является довольно распространенным. Сама насечка представлена в виде мелких зубьев, которые размещаются в определенной последовательности. Как правило, для ее изготовления берется высокоуглеродистая сталь либо особые железные сплавы. В любом случае металл обязательно проходит специальную термическую обработку, которая позволяет максимально повысить уровень твердости.
- Крестовая насечка. Такие разновидности выпускаются с особой перекрестной конструкцией, которая обязательно размещается под определенным углом (главная деталь – под углом в 65 градусов, дополнительная – под углом в 45 градусов). Такие трехгранные напильники чаще всего приобретаются для глубокой обработки углов, которые произведены из чугунной, стальной или бронзовой основы.
- Дуговая, точечная модели насечек. Эти разновидности напильников берутся при работе с изделиями, сделанными из различных пород дерева. Причем они могут использоваться как для черновой, так и для чистовой работы.
- Штампованные насечки. Данные виды треугольников можно приобрести для обработки кожи и резиновых материалов, поэтому они преимущественно используются в столярном, а не в слесарном мастерстве.


Отдельного внимания заслуживает особая разновидность треугольных инструментов – модели с алмазным покрытием. Подобные образцы могут производиться с различными видами насечек.
Изделия с таким нанесением покрываются специальной алмазной крошкой. Данные треугольники применяются преимущественно при обработке стеклянных поверхностей, также их нередко берут для работы с закаленной сталью, керамическими предметами, особо твердыми металлическими сплавами.

Отличие напильника от рашпиля и надфиля
Среди многочисленных вариантов существуют два своеобразных типа. Внешне они повторяют номенклатуру напильников. Но есть и принципиальные отличия.
Рашпиль
У него большая длина и крупная точечная насечка. Им, в основном, обрабатывают большие изделия из дерева, пластика и жёсткой резины. Существуют общего назначения и специализированные – для обувщиков и обдирки копыт лошадей перед их подковкой. Сфера применения определяется геометрическими очертаниями. Для их изготовления не требуется сталь дорогих марок.

Надфиль
У этого инструмента небольшие размеры, рабочая длина 80, 120, 160 мм. Его характеристики прописаны в ГОСТ 1513-77. Он служит для выполнения гравировки и в ювелирном деле. Инструмент удобен в тех местах, где затруднён доступ.
ГОСТ 1513-77 Надфили. Технические условия
1 файл 275.88 KB
Всего по внешнему виду различают 11 подгрупп. Изготавливают надфили из различных марок углеродистой стали, в том числе с рабочей частью, покрытой алмазной крошкой.
Существует разновидность, называемая «рифель». Этот инструмент имеет изогнутую форму рабочей части. Его изготавливают из магнитосодержащих сплавов. Благодаря этому свойству, при опиловке ювелирных изделий железные опилки примагничиваются к стали и отделяются от драгоценных металлов.
Напильник – один из старейших рабочих инструментов человека. Его универсальность в умелых руках позволяет мастеру выполнить почти любую работу. И в домашней мастерской, и на производстве, необходимо иметь набор как можно большего количества различных типоразмеров.
Правила выбора
Знание характеристик — прекрасно, но даже это не всегда поможет выбрать хороший и качественный инструмент. Перед выбором рекомендуется ознакомиться с правилами:
- напильник надо тщательно осмотреть — форма должна быть прямой, правильной, без изгибов, насечка равномерная, без сколов и пропусков,
- при ударе о металлическую поверхность звук должен быть чистым. Дребезжащих напильников стоит избегать, поскольку это указывает на трещины в металле,
- поверхность должна быть чистая, без ржавчины, равномерного серого цвета без разводов,
- рукоятка должна крепиться плотно и без дефектов.
Поскольку качество материалов визуально оценить сложно, то стоит ориентироваться на известных производителей. К таким относят:
- Bahco (Швеция) — компания, в ассортимент которой входит более 7 тысяч товаров. Создали и запатентовали первый газовый ключ в 1888 году. Заводы расположены в Швеции, Испании, Беларуси, Великобритании, Португалии, Франции и Аргентине,
- Vira (Россия) — отечественный бренд, появившийся в 2000 году, есть представительство в Китае,
- Matrix (Россия) — входит в немецкую компанию Matrize Handels GmbH, насчитывает более 3000 товаров, есть филиалы в Москве, Санкт-Петербурге, Ростове, Нижнем Новгороде, Самаре, Екатеринбурге, Новосибирске и Хабаровске,
- Stihl (Германия) — компания начала с производства бензопил, а с 1971 года продает их больше всех в мире, специализируется на инструментах для сельского и лесного хозяйства и ремонта,
- Mega (Италия) — компания, которая начала свою деятельность с садовой техники, сейчас занимается и электроинструментами, и сварочным оборудованием, и прочими принадлежностями. Производство в Китае,
- Husqvarna (Швеция) — старейшая оружейная фабрика Европы, которая еще действует, также занимается производством пил, газонокосилок, садового оборудования и прочих инструментов,
- Makita (Япония) — один из крупнейших производителей электроинструмента в мире, ценится за соотношение цена/качество,
- Зубр (Россия) — более 20 лет работы и 10 тысяч наименований, а еще гарантия 5 лет.
Фото напильников
https://youtube.com/watch?v=x07zF-k4CrU









Также рекомендуем просмотреть:
- Как выбрать набор гаечных ключей
- Как пользоваться стуслом
- Набор головок с трещоткой
- Как сделать трубогиб своими руками
- Обзор современных трубных ключей
- Шарнирный вороток
- Как сделать кувалду своими руками
- Виды плашек для нарезания резьбы
- Пистолет для забивания гвоздей
- Как выбрать стамеску
- Труборез для стальных труб
- Как выбрать ножовку по металлу
- Как выбрать ножовку по дереву
- Шестигранные ключи
- Как выбрать хорошие кусачки
- Виды отверток и их назначение
- Сантехнический трос для прочистки канализации
- Виды молотков
- Какой колун лучше выбрать
- Как выбрать хороший ручной рубанок
- Отличия между плоскогубцами и пассатижами
- Инструкция как сделать топор своими руками
- Метчики для нарезания резьбы
- Современные бокорезы
- Как выбрать хорошие круглогубцы
- Инструкция как выбрать и применять порошковый огнетушитель
- Как выбрать разводной ключ
Помогите сайту, поделитесь в соцсетях 😉
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.
 Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки
, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров
. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, – это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки
, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
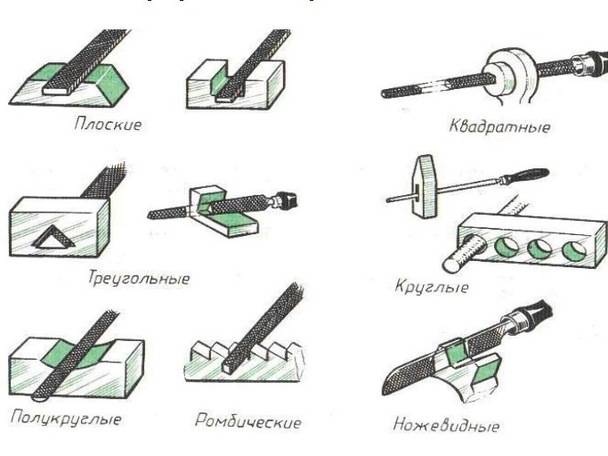
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
 Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков
при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
Правила ухода
Для того чтобы инструмент прослужил как можно дольше, за ним следует правильно и своевременно ухаживать. Ниже рассмотрены основные правила хранения и ухода за драчёвым напильником, следуя которым можно существенно увеличить срок эксплуатации инструмента.
- Место для хранения напильника нужно выбирать таким образом, чтобы на него не попадала влага, которая приводит к коррозии, а также масла и жиросодержащие субстанции, негативно влияющие на остроту насечки.
- Для того чтобы зубцы насечки не забивались металлической пылью и стружкой, инструмент рекомендуется натирать мелом.
- Применять драчёвый напильник для удаления окалины нежелательно, так как это приводит к выкрашиванию зубцов насечки и снижает срок эксплуатации инструмента.
- Не допускается наносить удары напильником по твёрдым предметам, а также бросать его на бетонный пол и металлические поверхности. Специалисты рекомендуют устанавливать деревянную подставку и размещать инструмент на ней.


Все о драчевых напильниках смотрите в видео ниже.
Немного о хранении фанеры
Производители стараются упаковать листы фанеры в стопки, которые образуют пакеты, и перетягивают все прочной веревкой. Хранить материал следует строго в горизонтальном положении на особых поддонах.
Число листов в таком пакете может быть разным, и оно будет зависеть от толщины листов в пакете, а еще от других факторов. В помещении для хранения фанеры должны быть соблюдены определенные условия, а именно то, что влажность воздуха должна быть не больше 80%, температурный диапазон, который допускается от -40 до +50 градусов. Фанера обязательно должна быть защищена от воздействий атмосферных осадков, а еще от прямых лучей солнечного света.
Интересно, что фанера, которая является составляющей предметов мебели, на самом деле ранее использовалась не только для этого. Во времена Второй Мировой войны ее использовали в авиации, и делали из материала обшивку, а также фюзеляж самолетов. А во время нехватки материалов такой строительный материал с успехом играл роль топливных баков.
Рукоятка
Рукоятка играет важную роль, поскольку он нее зависит безопасность и удобство работы. Она должна быть прочной, надежно сидеть и не разрушаться от растворителя, масла или бензина. Ручку делают из трех материалов:
- дерево твердых пород,
- пластмасса,
- резина.
Дерево — самый распространенный вариант, но устаревающий. С обоих концов его фиксируют металлическим кольцом, чтобы избежать трещин. Но все равно это мера не всегда помогает, дерево трескается, рукоятка может сломаться полностью. Помимо этого, данный материал может гнить и легко пачкается. Во избежание данной проблемы на дерево наносят лак или краску. На рукоятке из пластмассы рука может скользить, поэтому предпочтителен последний вариант — из резины.
Рукоятка должна быть в полтора раза длиннее конусообразного хвостовика напильника. Хвостовик — это как раз та часть, которая в рукоятке спрятана.
Ручки для напильников своими руками
Настоящие мастера оснащают имеющийся у них инструмент ручками, изготавливаемыми своими руками. С появлением пластических масс появился более широкий выбор материалов для самодельного изготовления.
Если имеется токарный станок, то ручку можно выточить из древесины твердых пород: орех, береза, ясень. В интернете довольно много чертежей, пользуясь которыми, изготавливается подходящая рукоятка.
Некоторые мастера используют эпоксидную смолу, чтобы изготовить необычную рукоять.
- Сначала подбирают возможные пористые материалы, которые можно пропитать эпоксидной смолой. Чаще всего используют ткани разного цвета. Создается микарта – многослойная ткань, пропитанная эпоксидкой.
- Их укладывают в желаемой последовательности.
- Разводят эпоксидную смолу согласно прилагаемой рецептуре.
- Смачивают каждый слой.
- Укладывают в выбранной последовательности и помещают под пресс.
- После завершения полимеризации образуется новый материал – микарта.
- Из микарты вытачивают ручку для напильника.
Видео: напильники “кубинские”.
Подробности производства
 Фанера, которую делали промышленным способом, была куда дешевле той, что делали своими руками, а по качеству получалась даже лучше, и поэтому достаточно быстро смогла вытеснить полностью из оборота сделанные вручную изделия. Одновременно возросла качества более дешевой мебели из фанеры.
Фанера, которую делали промышленным способом, была куда дешевле той, что делали своими руками, а по качеству получалась даже лучше, и поэтому достаточно быстро смогла вытеснить полностью из оборота сделанные вручную изделия. Одновременно возросла качества более дешевой мебели из фанеры.
При этом подобные предмет мебели стали более доступны по стоимости. Есть несколько видов фанеры, которые можно увидеть на фото, но большим спросом и интересном пользуется именно ламинированная фанера, так как благодаря тому, что содержится в ФСФ и покрыто пленочным слоем, который придает большую устойчивость ко влаге и прочность, достигаются такие прекрасные результаты. Именно ламинированную фанеру используют в сложных для труда условиях – при высоких температурах и большом уровне влажности.
Что такое тарированный напильник
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.

Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
- Черный HRC65
- Голубой HRC 60
- Темно-зеленый HRC 55
- Светло-зеленый HRC 50
- Желтый HRC 45
- Красный HRC 40
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Устройство инструмента
Слесарный напильник, состоящий всего из двух частей – главный помощник слесаря. Он чрезвычайно прост по конструкции. Устройство инструмента можно представить в виде двух частей: первая, иногда называемая «лезвием», выполняет основную работу, и хвостовик, на который крепится ручка, выточенная из дерева или пластика. В рабочей части выделяют:









- передний торец – носок;
- боковую грань – ребро;
- рабочую зону – грань;
- участок грани без насечки – пятка.
Основная часть переходит в узкий, конической формы, хвостовик, на который насаживается деревянная рукоятка. Чтобы она при насаживании не раскололась, на неё плотно надето металлическое кольцо. В итоге можно сказать, что инструмент состоит из рабочего тела и ручки.

Кроме ручных напильников, существуют механизированные. Рабочая поверхность у них изготовлена в виде кольца абразивной ленты, а привод либо электрический, либо пневматический. Причём, аккумуляторные электронапильники абсолютно автономны, с ними можно работать в любых труднодоступных местах.
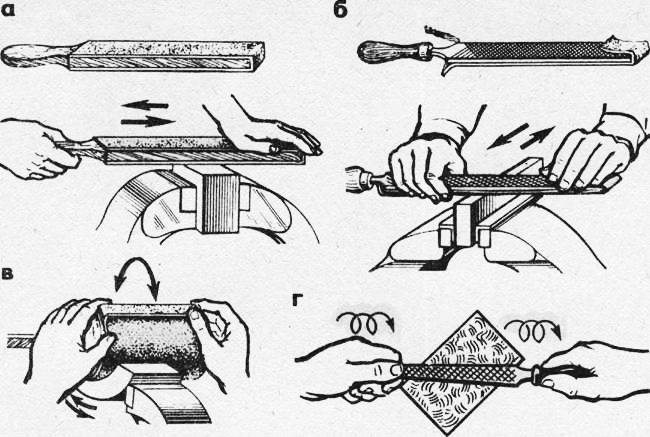
Работа с инструментом
Заготовку зажимаем в тиски. Она должна находиться посередине опущенной руки, примерно в районе локтя.
Берём инструмент так, чтобы рукоять упиралась в ладонь, при этом большой палец размещаем так, чтобы он находился сверху, а все остальные – снизу.
Другой рукой прижимаем напильник к заготовке, поместив её на противоположной стороне инструмента.
Тело необходимо держать ровно под углом в 45 градусов к тискам.
Одну ногу поместите у верстака, на котором находятся тиски с заготовкой, а другую – сместите назад и чуть вправо.
Нажимать на напильник стоит только, когда совершается движение вперёд.
При обратном движении в исходную позицию нет необходимости надавливать на инструмент.
Старайтесь контролировать силу давления на напильник во время движений.
Чередуйте поперечное, продольное и перекрёстное опиливание, чтобы избежать дефектов и неровностей на поверхности заготовки.
Инструментальные стали для изготовления напильников
Исследуя свойства стали, заметили, что при определенном содержании углерода появляется возможность с помощью специальной термообработки получать высокую твердость. Низкое содержание углерода не позволяет производить закалку, повышающую прочностные свойства металла.
Только при концентрации 0,8% и выше меняются свойства сплава Fe-FeC₃ (свойства изучаются в специальном курсе технологии металлов, получившем название «Материаловедение»). Отожженная сталь довольно пластична, ее можно обрабатывать на металлорежущих станках. Есть состояние, при котором отмечается высокая пластичность. Его называют аустенитом. Достигается при температуре 727 ⁰С и выше.
Только заэвтектоидные стали могут подвергаться закалке и отпуску. Если нет никаких других добавок, то их принято обозначать в виде У8…У13. Буква «У» характеризует углеродистую сталь, а число – указывает на содержание углерода в сотых долях процента.
Внимание! Чтобы проводить закалку, нужно нагревать стальную деталь до температуры аустенита и выше. Ее легко определить с помощью магнита
При достижении нужного значения при нагревании полностью пропадают магнитные свойства.
Некоторые считают, что достаточно нагреть до соответствующей температуры. При нагревании теплопроводность металла резко снижается. В течение одной минуты детали массой около 1 кг прогреваются на глубину 0,10…0,13 мм.
Важно! Чтобы закалить поверхность на глубину 1,5…2,5 мм потребуется выдержка при нужной температуре не менее 15…20 минут. Менее глубокая закалка может сопровождаться тем, что измерительный конус на приборе Роквелла провалится сквозь тонкий слой закаленного металла
Результат окажется неутешительным.
Закалку выполняют в воде, на воздухе и в минеральном масле. Высокая скорость охлаждения способствует более глубокому закаливанию металла. При изготовлении режущих инструментов выполняют закалку в масле. Охлаждение стали происходит со скоростью 400…450 ⁰/сек.









После закалки детали приобретают определенную хрупкость. Поэтому для снятия внутренних напряжений выполняют низкий отпуск. Он происходит при температуре 180…250 ⁰С. Деталь помещают в муфельные печи, разогретые до заданной температуры. Выдерживают в них не менее 30…40 минут. Потом дают возможность медленно остыть.
На практике термообработка металла напильника происходит в следующей последовательности:
- Заготовка нагревается до температуры 900…920 ⁰С (более высокое значение объясняется тем, что требуется меньше времени на внутренний прогрев металла).
- Выдерживается в нагретом состоянии в течение 15…20 минут.
- Закаливается в минеральном масле (допускается использовать отработку из двигателей внутреннего сгорания).
- Выполняется проверка твердости, при правильном нагревании и охлаждении получают тростит закалки (HRC 54…58).
- Заготовка помещается в муфельную печь с температурой 200…210 ⁰С.
- Выдерживается 30…40 минут и вынимается наружу.
- Остывает на воздухе (температура 18…22 ⁰С) самостоятельно.
- Проверяется твердость, у тростита отпуска (состояние закаленного и отпущенного металла) твердость увеличивается на 2…4 единицы.
Чтобы повысить прочность и твердость сталей при их варке добавляют легирующие элементы. Они позволяют улучшить эксплуатационные характеристики и получить металл заданными свойствами.
Изготовление рукояти
Перед изготовкой рукояти для изделия, следует определиться с внешним видом, материалами и формой. Материал можно использовать любой, который имеется под рукой. Гармоничным вариантом считается деревянная рукоять.

Рукоять ножа из напильника
Процесс включает в себя несколько этапов:
- Подбор материалов, возможно использовать разные виды дерева для уникального дизайна.
- Необходимо изготовить больстер, нижнюю часть ножа. Используется остаток напильника или другого металла.
- Накладываются деревянные куски друг на друга, между собой склеиваются эпоксидным клеем.
- Чтобы склеить куски между собой качественнее и быстрее, нужно использовать пресс.
- Обрезка лишних частей происходит пилой, после чего обрабатывается шкуркой до необходимой формы.
- Рукоятка при готовом виде покрывается лаком для большей сохранности, возможно использование морилки для затемнения.
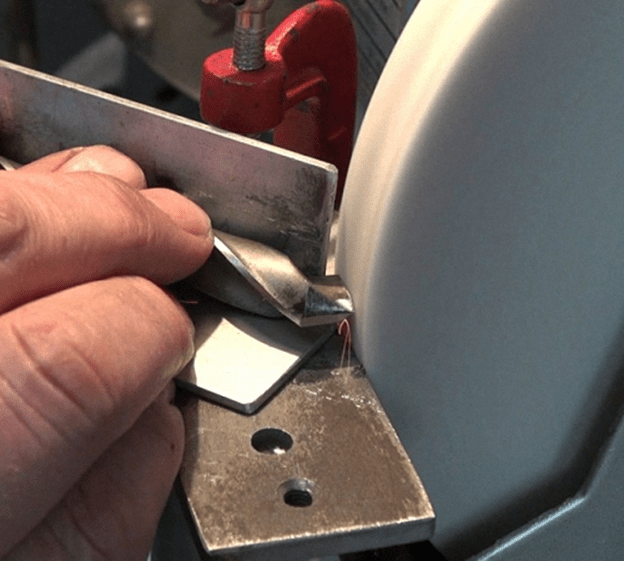
Заточка производится обычным способом на шлифовальном станке.
Рукоятка может быть выполнена из материалов кожи, оленьего рога или других материалов. Установка зависит от формы, к каждому виду необходим индивидуальный подход. Кожаный ремень плотно надевают на площадь рукоятки, склеивая специальным клеем.
Виды
Сегодня на рынке представлен широкий выбор напильников. Многие из видов отличаются универсальностью и могут одинаково хорошо подходить как для работ с деревом, так и с металлом. В зависимости от того, как выглядит рабочая часть, инструменты делят на виды, и у каждого есть свое название.

С одинарной насечкой
На поверхности одинарных напильников нанесены линии с направлением в одну сторону. Обычно их используют при работе с мягкими типами металлов, древесиной и пластиком. Так же эффективно можно применять приборы для затачивания ножовок, предназначенных для дерева.

С двойной крестовой насечкой
Двойная или перекрестная насечка выглядит как линии, нанесенные в две стороны. В итоге образуется фигура, которая выглядит как ромб. Эта насечка известна еще как крестовая. Она высокоэффективная, так как позволяет выполнять работы с большой скоростью. Таким инструментом можно не только снять металлический слой, но и перемолоть стружку в пыль. Чаще всего прибор с двойной насечкой применяют, когда надо обработать твердый металл, например, сталь, чугун или бронзу.

С дуговой насечкой
Бороздки фрезерно-дуговые необходимы в тех случаях, когда необходимо показать хорошее качество и высокую скорость. Напильники с таким видом насечки выбирают для работы с деревом и цветными типами металлов.

Рашпили
Напильник под названием рашпиль имеет крупные зубья. У этого вида высокая производительность. Однако надо учитывать, что качество работы может быть не совсем желаемым, так как прибор довольно грубый. Он предназначен для древесины, камня и пластмассы. С металлами им не работают.

Штампованные напильники
Штампованная точечная насечка выглядит как маленькие заусенцы на полотне. Эти режущие части отлично подходят, если надо обработать мягкие материалы вроде кожи, дерева или резины.

Надфили
Надфилями называют маленькие напильники с мелкой насечкой. Их рекомендуют использовать, когда надо обработать труднодоступные места на деталях или поверхностях. Приборы этого вида могут быть обычными для металла или дерева, а также с алмазным напылением – для твердых поверхностей (керамика, камень, стекло). Нередко надфили нужны ювелирам и художникам для создания гравюр.

Насадки на электроинструмент
Конечно, ручные напильники отличаются низкой стоимостью, но при работе с ними надо прикладывать немало физических усилий. Упростить работы по шлифовке можно, если использовать электрический инструмент. Сегодня у многих производителей имеются модели автоматизированных напильников. Они так же, как и ручные, делятся на несколько видов.
Сетевые модели высокопроизводительные и работают от обычной сети в 220 В. Нередко их еще называют шлифовальными или ленточными, так как на рабочей части имеется узкая абразивная лента. Основной недостаток такого прибора в том, что он является прототипом плоского напильника.
Аккумуляторным инструментам не нужно питание от розетки. По факту мотор работает от аккумулятора. Рабочим органом прибора в данном случае является ленточная насадка.
Пневматические напильники при работе используют энергию сжатого воздуха. Основное достоинство инструментов данного вида в доступной стоимости. Сжатый воздух позволяет работать с хорошей скоростью. Однако прибор необходимо подключать шлангом высокого давления к компрессору.
Нумерация насечек на инструментах
Таблица для определения номера насечки, применительно к разным формам сечения
Размер зуба на поверхности зависит от плотности нанесения насечек. Чем их больше, тем меньше зубья.










Принята классификация насечек по цифровым значениям от 0 до 5. Самые крупные зубья могут снимать до 0,8…1,1 мм металла. Принято такому инструменту присваивать нумерацию «0» или «1». Такой инструмент получил наименование «драчевый».
Напильники, срезающие за один проход металл на глубину от 0,02…0,04 до 0,08…0,10 мм, нумеруются под цифрами «2» или «3». Такие напильники называют «личными».
Если же инструмент снимает 0,010…0,015 мм, то ему присваивают номер «4» или «5». Их называют «бархатными». При работе с ними получается самое высокое качество обработки и точность.
Обычно насечку наносят методом накатывания. Разогретая до аустенитного состояния заготовка поступает на формовочный станок. Система роликов производит накатывание каналов на рабочей поверхности инструмента.
Для изготовления личных и бархатных напильников используется метод фрезерования. Обработка выполняется на заготовках перед закалкой.





