Ручные инструменты
Ручные приспособления являются основным видом для нарезания резьбы в быту, их применение имеет следующие особенности:
- Доступность. Ручные приспособления имеют самую низкую цену среди устройств подобного типа поэтому доступны любому хозяину.
- Функциональность. При нанесении нарезки используется основное устройство (плашкодержатель, вороток), в которое вставляется режущий инструмент с нужными параметрами.
Рис. 5 Плашка Зубр и метчики в наборах резьбонарезного инструмента
Компактность. Ручные приспособления занимают мало места и не требуют для проведения операций большого пространства.
Промышленность выпускает готовые наборы из метчиков и плашек разных размеров для нарезки резьбового профиля – это существенно упрощает задачу поиска необходимых приспособлений.
Инструменты для ручной обработки – метчик
Метчик является основным устройством для прорезания внутренней резьбы, которая редко используется в трубопроводных линиях. Порядок работы с метчиком состоит из нескольких простых этапов:
- Смазывают внутренние стенки заготовки машинным маслом, помещают метчик в вороток и вставляют в отверстие, следя за тем, чтобы не было перекосов. Рабочий конец метчика имеет конусную форму, поэтому снимать внутреннюю фаску нет необходимости.
- Совершают несколько вращательных движений по часовой стрелке в направлении витков, затем вращают метчик обратно. Процедуру повторяют несколько раз, делая 3 – 4 прохода вперед и назад.
- Извлекают метчик наружу и очищают его кромки от стружки, такую же операцию проводят и с внутренними стенками заготовки. Если элементы не очищать от стружки, профильные зубцы могут быть повреждены из-за ее попадания в канал.
Рис. 6 Ручной резьбонарезной инструмент для труб в работе
Использование плашки
С помощью плашки удобно делать внешнюю нарезку на заготовках малого диаметра, перед проведением процедуры элемент с нужными параметрами вставляется в плашкодержатель, дальнейшие операции выполняются в следующем порядке:
- Напильником, наждачной бумагой или болгаркой снимают фаску с торца внешних стенок заготовки, машинным маслом смазывают резцы и обрабатываемую поверхность.
- Помещают плашку поверх детали и делают несколько оборотов, стараясь держать инструмент строго по центральной оси заготовки. Затем отворачивают ее обратно и снова вращают вперед, проходя большее расстояние.
- После 3 – 4-х проходов в разных направлениях плашку снимают и очищают поверхность детали и резцов от стружки.
При резке плашкой или метчиком рационально использовать отдельные элементы для черновой и чистовой обработки – это упрощает процесс и повышает качество профильной поверхности резьбовых витков.
Рис. 7 Клуппы трубные
Применение клуппа
Клупп является ручным резьбонарезным инструментом, современной модификацией плашки и работает по одинаковому с ней принципу. Его основные отличия от плашки:
- направляющая цилиндрическая часть с ребрами;
- возможность установки в специальную трещотку с прочной удобной ручкой;
- длинные резцы, с неполным сечением с краю и постепенно переходящие в основной профиль, поэтому резьба режется постепенно, что упрощает и облегчает проведение работ;
- возможность замены изношенных резцов в головке на новые;
- проблемы при нарезании короткой резьбы из-за неполной прорезки поверхности в конечной части. В этом случае дополнительно используют плашку или обрезают клупп до зубцов с полным профилем.
Проведение работ клуппом при нарезании аналогично действиям с плашкой, его можно проворачивать электроинструментом, трещоткой с ручкой или разводным газовым ключом, зажимая ребра цилиндрической направляющей части.
Рис. 8 Трубные электрические резьбонарезные клуппы
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
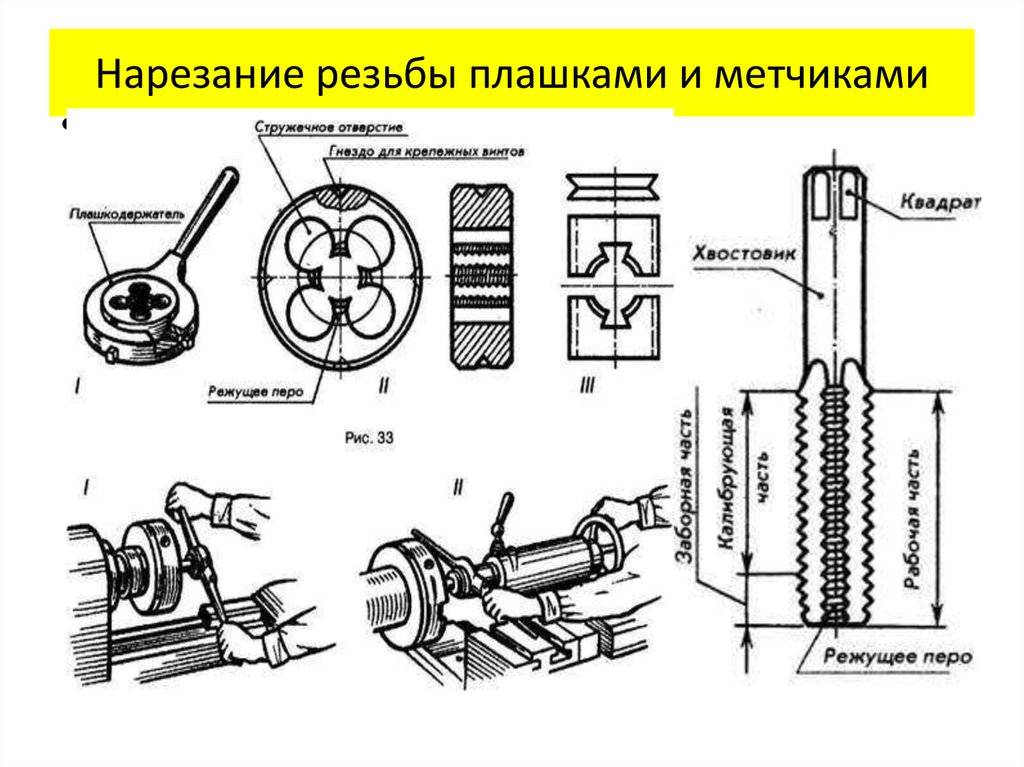
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.




![Как нарезать резьбу метчиком на трубе [таблица, видео, советы]](https://nikastroy.ru/wp-content/uploads/e/b/d/ebdd3519b13acfb9a1b8f92a501387a0.jpeg)





Просмотров: 13 428
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Как нарезать внутреннюю резьбу?
В некоторых случаях требуется внутренняя резьба, которая также может быть нарезана при применении ручного инструмента. Зачастую для подобной работы выбирается метчик, который состоит из трех основных частей:
- Заборной.
- Калибрующей.
- Хвостовой.
Заборная применяется непосредственно на момент резки, калибрующая направляет инструмент и обеспечивает его вертикальное положение. Хвостовая часть требуется для того, чтобы закреплять плашку в специальном держателе.
Внутреннюю резьбу можно образовать следующим образом:
- Труба закрепляется в вертикальном положении.
- Метчик обрабатываемая заготовка смазываются.
- Приспособление размещают строго вертикально, после чего делается несколько вращений по часовой стрелке, и один против.

На момент работы следует время от времени добавлять масло. За счет этого обеспечивается плавный ход инструмента.







Способы нарезки резьбы на водопроводной трубе

Способы нарезки делятся на два типа: ручной и автоматический. В первом случае потребуется комплект резьбонарезных устройств. Для нарезки наружной резьбы применяются плашки клуппы, для внутренней – метчики. Размеры инструментов определяют по справочным таблицам. Автоматическая нарезка происходит на станках или электроинструментом. Метод отличается точностью и подходит для труб любого диаметра. На станках выполняется фрезерование и накатка резьбы.
Нарезание плашкой
Выбор типа инструмента зависит от требований к качеству. Лучший результат достигается при использовании цельной плашки, которая обладает высокой жесткостью. Недостаток устройства – быстрый износ. Подпружиненные плашки (с разрезом в одном из осевых отверстий) позволяют менять диаметр резьбы в пределах 0,3 мм. Их жесткость снижена, резцы служат дольше, но чистота нитей теряется.
Подготовленная труба зажимается в тиски. Плашка помещается в держатель и фиксируется винтами. На обрабатываемый участок и резцы наносится смазка. Инструмент надевается на трубу под прямым углом. Вращение происходит плавно, по часовой стрелке. После изготовления нескольких витков удаляется стружка и возобновляется смазка. Для качественной нарезки после черновой плашки используется чистовая. Готовая резьба очищается ветошью.
Использование клуппа

Нарезка резьбы клуппом
Использование трубного клуппа удобнее, чем плашки. Инструмент стоит дороже, но для выполнения большого объема работы лучше выбрать его. Клупп дает чистый виток, раздвижная конструкция позволяет регулировать диаметр резьбы. Установка направляющих уменьшает риск появления перекосов, облегчает процесс нарезания. Если в конструкцию входит трещотка, около плашки располагают храповое колесо. При его повороте перемещается головка инструмента. Трещотка незаменима в стесненных условиях работы.
Труба зажимается в тиски, оставляется небольшой участок. Короткая выступающая часть не позволит металлу прогнуться от приложенных усилий. Труба и резцы смазываются машинным маслом. Выступающая часть вставляется в направляющую клуппа. Нарезка происходит короткими вращательными движениями. Периодически осуществляется поворот назад для отрезания стружки. В процессе работы добавляется смазка
При нарезании резьбы на водопроводных трубах важно следить за количеством витков
Работа метчиком

Внутренняя резьба выполняется метчиком. Его диаметр должен быть чуть больше, чем трубы. При работе рекомендуется пользоваться комплектом из двух-трех деталей. Они выполняют черновую и чистовую нарезку. Первый инструмент проводит основную работу, удаляя до 70% стружки. У чистового метчика небольшая заборная часть и полный профиль нарезки. Инструменты различают по канавкам на хвостовике:
- одна – черной;
- две – средний;
- три – чистовой.
Внутренняя часть трубы требует очищения и смазки. Метчик вставляется вертикально, хвостовик закрепляется в воротке. Вращение ведется по часовой стрелке. При работе с мягким металлом инструмент периодически выворачивают и вычищают стружку. Обязательно применяется смазка. После окончания работы проводится проверка качества резьбы.
Правила нарезания внутренней резьбы метчиком
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:
При формировании резьбы в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
В процессе нарезания требуется тщательно следить за правильностью врезки инструмента, чтобы не было его перекоса. Для этого необходимо через каждые вновь нарезанные 2–3 нитки стружки проверять положение метчика относительно верхней плоскости детали с помощью угольника
Особенно осторожно следует работать с глухими и мелкими отверстиями
Конструкция метчика
Метчик (рис. 1) представляет собой закаленный винт, на котором прорезано несколько прямых или винтовых канавок, образующих режущие кромки инструмента. Канавки также обеспечивают размещение стружки, образующейся при резании стружка может выводиться из зоны резания.
Метчик состоит из двух частей — рабочей и хвостовика, на конце которого выполнен квадрат (у ручных метчиков). Рабочая часть метчика включает в себя: режущую (заборную) часть, которая обеспечивает удаление основной части припуска на обработку; калибрующую часть, осуществляющую окончательную обработку резьбы; стружечные канавки; перья (витки резьбы, разделенные стружечными канавками) и сердцевину, обеспечивающую метчику достаточную для обработки прочность и жесткость. Хвостовая часть метчика служит для закрепления его в воротке, которым производятся рабочие и холостые перемещения метчика.
Рабочую часть метчика изготавливают из инструментальных углеродистых сталей марок У11, У11А, быстрорежущей стали или твердого сплава. Выбор материала рабочей части зависит от физико-механических свойств обрабатываемой заготовки. У цельных метчиков материал хвостовой части тот же, а у метчиков, состоящих из двух частей, соединяемых сваркой, хвостовую часть изготавливают из конструкционной стали марок 45 и 40Х: Число стружечных канавок, выполненных на метчике, зависит от его диаметра (три канавки дтя метчиков диаметром до 20 мм и четыре — для метчиков диаметром свыше 20 мм).
Основную работу при нарезании резьбы выполняют режущие кромки, образованные пересечением передних поверхностей канавки с задними (затылованчыми, выполненными по архимедовой спирали) поверхностями рабочей части. Затылование задней поверхности режущих зубьев позволяет сохранить постоянным их профиль после переточки, которая осуществляется централизованно в заточных цехах.
Как правило, метчики изготовляют с прямыми канавками, однако для улучшения условий резания и получения точных и чистых резьб применяют метчики с винтовыми канавками. Угол наклона такой канавки к оси метчика составляет 8… 15°. Для получения точных и чистых резьбовых поверхностей в сквозных отверстиях при обработке мягких и вязких материалов используют бесканавочные метчики.
Рис. 1 Метчик:
а – конструкция: 1 – нитка(виток); 2 – квадрат; 3 – хвостик; 4 – канавка; 5 – режущее перо;б – геометрические параметры: 1 – передняя поверхность; 2 – режущая кромка; 3 – затылованная поверхность; 4 – задняя поверхность; 5 – режущее перо; α – задний угол; β – угол резания;δ – угол заострения; γ – передний угол;в – с винтовой стружечной канавкой: 1 – канавка; г — нарезание глухой резьбы; ω – угол наклона винтовой канавки.
Рез ручным клуппом
В домашней мастерской рекомендуется проводить рез ручным клуппом. Среди особенностей подобного процесса можно отметить следующие моменты:
Рабочая часть устанавливается в специальном держателе, выполненном в виде трещотки. Он существенно упрощает процесс нарезания витков на поверхности трубы.
Начать работу можно с очистки трубы. Стоит учитывать, что при нарезать витки можно только при отсутствии сильных дефектов.
Зачистка поверхности проводится до металла, пока он не начнет блестеть.
Наружная кромка обрабатывается для получения фаски. За счет этого обеспечивается захождение инструмента.
Поверхность обрабатывается техническим вазелином. Он снижает степень трения, делает ход инструмента более плавным.
Труба крепится в тисках, можно удерживать ее и газовым ключом
Важно исключить вероятность наклона или смещения трубы при оказании на нее высокой нагрузки.

Применение ручного клуппа
Работа предусматривает совершение нескольких витков по часовой стрелке, после чего в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
Как нарезать резьбу на трубе своими руками: делаем резьбу
Очень часто во время установки магистралей трубопровода или же в процессе его ремонта необходимо старые трубы менять на новые. Для этого должна производиться нарезка на новых трубах подходящей резьбы.
У опытного мастера вряд ли будут со всем этим проблемы, ведь за годы работы он «набил себе руку» и может сделать все практически без усилий. Тем более, у профессионалов есть все необходимые для этого инструменты.
Что, если это нужно обычному человеку, который не знает, как сделать резьбу на трубе? Услуги сантехника часто имеют чрезмерно высокую стоимость.
Резьба необходима везде
Итак, для начала нужно запомнить, что на трубах всегда нарезается трубная резьба. Кроме этого, не стоит долго думать насчет размеров, ведь во всех квартирах трубы стандартные, и их размеры могут быть равны 1″, 1 1/4″, 3/4″ или 1/2″. Поэтому, для нарезки резьбы своими руками нужно обзавестись плашкой или трубным клуппом.









Как нарезать резьбу на трубе при помощи плашки
Сначала речь будет идти о плашке. Иногда можно услышать, как этот инструмент называют «леркой», хотя последний термин пришел еще со времен СССР. Это достаточно обычный инструмент, который можно приобрести в любом магазине с металлорежущим инструментом.
Но перед тем как идти и покупать себе плашку, стоит узнать размер труб, на которых будет нарезаться резьба. В основном это полдюйма, три четверти или дюйм. Когда размер известен, приобретается обычная плашка с трубной цилиндрической резьбой. На таких инструментах в маркировке имеется буква G, то есть плашка на полдюйма будет иметь маркировку G1/2″. С использованием таких инструментов резьба на трубах будет выполнена правильно.
Поскольку держа в руках плашку, резьбу не накрутить, нужно обзавестись плашкодержателем. Его стоимость может быть равной стоимости плашки, а может даже превышать ее. Если работа будет производиться всего один раз, тогда можно приобрести китайский плашкодержатель, цена которого ниже стоимости отечественного. Если же хочется купить качественный инструмент, тогда лучше заплатить больше денег, но стать владельцем отечественного держателя. Причиной низкой надежности китайской плашки является сырьевой материал силумин.
Плашка для нарезки резьбы
Как нарезать резьбу на трубе плашкой – достаточно сложный процесс. По крайней мере, для тех, кто никогда еще такого не делал. Все дело в том, что у плашки отсутствует направляющий, поэтому сразу же ровно нарезать резьбу очень сложно, и ее постоянно «закашивает», чего допускать нельзя. Именно поэтому, если нет опыта нарезания резьбы, то лучше запастись специальным инструментом под названием клупп.
Резьба на трубе при помощи клуппа
Теперь о том, как нарезать резьбу на трубе клуппом.
Этот инструмент является очень удобным. Причем правильно все сделать сможет даже тот человек, который никогда в жизни ничего подобного не делал.
Все очень легко, и причиной легкости является специальная направляющая, которой обладает инструмент. В эту направляющую вставляется труба, после чего человеку остается только крутить клупп, и резьба будет нарезаться самостоятельно почти без усилий.
Чтобы облегчить процесс, можно приобрести специальную трещотку, которая позволит не снимая инструмент, крутить клупп, даже если для этого будет мало пространства.
Если необходимо нарезать резьбу на трубе большого диаметра, то есть от одного дюйма, то лучше обзавестись специальным удлинителем для трещотки. Это сделает рычаг большим, а значит, усилия для нарезки будут меньшими. Кроме всего прочего, когда осуществляется нарезка резьбы на трубах вручную, нужно поливать трубу специальной жидкостью для нарезания резьбы или обыкновенным машинным маслом.
Такой шаг облегчит процесс. Причем этим приемом можно пользоваться при нарезке резьбы в любом материале и любым инструментом, будь то метчик, плашка или клупп. Как видно, нарезка резьбы клуппом существенно облегчает процесс создания резьбы, но в свою очередь, это ведет к повышению расходов.
Электрические машины облегчают труд
Существуют и специальные электрические клуппы, где нарезать резьбу на трубе не требует никаких дополнительных усилий.
Принцип действия такого инструмента полностью совпадает с принципом ручного клуппа, но вместо усилий, прикладываемых человеком, здесь работает электрический двигатель. Таким образом, нарезка резьбы вообще не составит для человека труда, поскольку все, что нужно будет ему сделать, это установить устройство на трубу, предварительно смазав его маслом, и включить электроклупп.
phoenix-master.com
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.





