Разновидности станков для резки арматуры
Абсолютно любая строительная конструкция будет значительно более прочной, если внутри нее разместить арматурный каркас или сетку. Для создания такого каркаса необходимы специальные станки для резки арматуры.
Насытить арматурой необходимо любую конструкцию, будь то тоннель или фундамент, каркас позволяет существенно улучшить характеристики бетона.
Так как арматура выполняется из жесткого металла, для ее резки и создания каркасов необходима специальная техника.
Основной техникой являются рубочные станки, это важная составляющая любых строительных объектов. Рубочные станки могут иметь совершенно разные размеры, они необязательно должны быть большими, даже при высокой производительности.
Современные рубочные станки имеют небольшие габариты, выглядят очень компактно, но отлично справляются с арматурой.
Можно выделить несколько видов станков для резки арматуры:
- Стационарные станки – автоматическое оборудование для резки, находится в неподвижном состоянии.
- Портативные станки для рубки. Такое оборудование имеет колесики и может передвигаться.
- Ручные рубочные станки.
- Ножницы.
А также принято использовать более простую классификацию оборудования:
- Ручные станки для резки.
- Приводные станки.
Ручные станки для резки арматуры используются довольно часто, но в промышленности в настоящее время применяют автоматические модели.
Основным предназначением станков является нарезка стальных прутьев строительной арматуры, нарезка ведется по определенной форме и размеру. Принцип действия оборудования состоит в том, что прут арматуры рубится двумя ножами.
Такие станки для резки арматуры нашли применение на строительных объектах, а также в специальных мастерских и на промышленных предприятиях.
Резчики арматуры отличаются высокой производительностью, что позволяет существенно увеличить скорость выполнения рубочных операций, которые напрямую связаны с резкой металла. Станки способны осуществлять резку арматуры самой разной длины и толщины.
Ручные особенно часто используются в условиях мелкосерийного производства, они имеют небольшие габариты, позволяют работать с различной арматурой, но они требуют прикладывания довольно больших усилий для работы.
Приводные станки для резки арматуры предпочтительнее, они имеют большую мощность и высокую производительность, такое оборудование очень эффективно в условиях крупносерийного промышленного производства.
Приводный станок для резки арматуры состоит из стальной рамы и защитного кожуха. На станине прикреплен трехфазный двигатель, мощность которого составляет примерно 3 Вт. Станок питается от сети 360 В. За счет электродвигателя и осуществляется работа оборудования: через него на редуктор подается крутящий момент, что и приводит в действие режущий механизм.
Приводной станок может работать в двух режимах – одиночного и постоянного реза. Современные станки могут быть использованы для рубки и реза стали с большим пределом прочности – до 470 МПа.
Ручные и приводные станки
В основном, на стройплощадках, где процесс холодной арматурной гибки осуществляется непрерывно, применяются приводные или ручные станки. Принцип работы у них практически одинаков. Отличается лишь мощность двигателя, размеры, конструкция привода, диаметр стержней для сгиба. Типовой станок, которым сгибается арматура, состоит из редуктора, плиты, рамы, гибочного диска, гибочных и упорных штырей. В рабочем состоянии при вращении диск заклинивает пруток, затем загибает его вокруг ролика под предварительно заданным углом. Затем диск возвращается в исходное положение, освобождая арматуру.
Схема процесса резки прутков арматуры на станке СМЖ-172
Уход за оборудованием
Чтобы станок работал бесперебойно, ему требуется своевременное техническое обслуживание. Необходимо регулярно производить смазку механизмов. Масло заливают шприцем в технологические отверстия в станине. По окончании работ требуется очищать оборудование от загрязнений, металлических частиц и пыли.
Для электрического станка СМЖ-172А под заказ поставляются запасные части.
Вся продукция имеет необходимые сертификаты, паспорта и разрешения. Гарантия распространяется на весь срок, заявленный производителем. Постпродажное обслуживание осуществляется в сервисных центрах наших партнеров и мастерских заводов изготовителей.
Станки для газовой резки
Газовый раскрой — это выжигание металла струёй кислорода: происходит разогрев заготовки пламенем газа с последующим воздействием на неё режущей кислородной струей.
Скорость разрезания зависит от материала заготовки:
- низкоуглеродистая сталь (содержание углерода < 0,3%) раскраивается газом значительно легче, чем высокоуглеродистая;
- высокоуглеродистую сталь (углерода > 1%) режут с добавлением специальных флюсов;
- высоколегированная сталь, медь и бронза поддаются только кислороно-флюсовой резке;
- резать газом алюминий, вообще, невозможно.
Пример оборудования: установка газовой резки «Agat».

Схемы электропроводки
Станок состоит из опорной рамы, на которой размещается плита и редуктор со специальным устройством, отвечающее за гибку детали из прутов. Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Чаще всего в станке СГА-1 из строя выходит планка для упорных штырей, так как стенки между отсеками достаточно тонкие. В результате неправильного режима работы, либо обработку заготовок из слишком жесткого металла, стенки могут повреждаться. Также страдает гибочный диск для арматуры (по той же причине), хотя он может выходить из строя из-за разбалансировки оси вращения.
Кроме этого, для корректной работы нужно масло, которое заливается в редуктор, им смазывают детали станка. Без него червячный вал нагревается и КПД всего рабочего процесса падает.
Газокислородная резка – что это?
Мы уже узнали про ручные методы, поговорили, как правильно пользоваться электроинструментом, но это далеко не все способы, которыми можно резать металлические изделия. Например, есть газокислородный метод. В этом случае металл предварительно нагревается до температуры воспламенения, а затем в заданное место подают струю кислорода, которая одновременно проводит резку и удаляет оксиды. При этом подогреваются и прилегающие участки. Отдав предпочтение этому способу, следует правильно настроить резчик арматуры. Слишком большая скорость перемещения сопла спровоцирует отставание струи, и поверхность среза получится неровной, а вот малая скорость станет причиной оплавления кромок.
Метод отличается производительностью. Возможность работать с металлом толщиной до 200 мм тоже стоит отнести к плюсам. Но в то же время он подходит далеко не для всех металлов, например, алюминий, хромистые, высокоуглеродистые стали и иные материалы, у которых температура горения выше, чем плавления, такой обработке не подлежат. Еще к недостаткам относится широкий срез и плохое его качество. А неравномерный нагрев и вовсе способен вызвать нежелательные напряжения в металле, в результате придется прибегать к дополнительной операции – термообработке.
 Газокислородная резка металла
Газокислородная резка металла
Плазменная резка позволит исключить все недостатки предыдущего метода. Обработка происходит за счет интенсивного расплавления металла сжатой электрической дугой. При этом образовавшийся жидкий металл отводится от места среза с помощью высокоскоростного плазменного потока. Таким способом можно резать абсолютно любой материал.
Процесс происходит только за счет электроэнергии и воздуха, так что не стоит беспокоиться о заправке дополнительных дорогостоящих газов. Однако способ предполагает воздействие высоких температур, что может спровоцировать появление напряжений. С одной стороны, на кромках могут быть некоторые дефекты, но с другой, их качество значительно лучше, чем при газокислородном способе.
Общая классификация
Классификация металлорежущих станков осуществляется по разным факторам. Это разделения по весу, габаритам, типу, классу точности, степени автоматизации, универсальности. О каждой их групп нужно поговорить более подробно.
Классификация по типам
По типу оборудования выделяется 9 видов установок:
- Токарные станки. Занимают примерно 30% от общей массы металлорежущих устройств. Заготовка зажимается в специальном зажиме. Процесс разрезания начинается после установки резцов, которые снимают слой металла под воздействием вращения.
- Расточный, сверлильные агрегаты. Занимают 20% от общей массы станков. Детали закрепляются на рабочем столе. Резание происходит за счет вращения шпинделя с со сверлом, зажатым в патроне.
- Заточные, шлифовальные, полировальные машины. Занимают 20% от общей массы установок по резанию металлов. Резание металла происходит за счет вращения абразивного материала, которые соприкасается с рабочей поверхностью. От величины абразива зависит скорость обработки.
- Устройства для физико-химического резания заготовок. Наименее распространенное оборудование.
- Аппараты для обработки резьбы, зубцов. Занимают 6% от массы. Используются для нарезания резьбы, изготовления, заточки шестерней.
- Долбежные, протяжные, строгальные машины. Занимают 4% от массы металлорежущего оборудования.
- Фрезерные станки. Занимают 15 % от общей массы. Обработка металлических заготовок происходит благодаря вращению фрез разной формы.
- Разрезные установки. Используются для разделения арматуры, профилей, уголков.
- Машины для выполнения различных операций, связанных с резанием.
Классификация по универсальности
Отдельное разделение металлорежущих станков — по их универсальности. Выделяется две группы:
- Установки узконаправленного профиля. Используются для выполнения одной определенной технологической операции.
- Универсальные агрегаты. Представляют собой крупногабаритные конструкции, которые предназначены для выполнения различных технологических операций.
Классификация по степени точности
По точности металлорежущие машины бывают нескольких видов, каждый из которых имеет свою маркировку:
- Повышенная — обозначается буквой П.
- Нормальное — обозначение Н.
- Высокая — обозначается буквой В.
- Особо высокая — обозначение А.
- Наиболее высокая точность — обозначается буквой С.
Чтобы использовать агрегаты с маркировкой В, А, С, требуется заранее подготовить помещение. В нем должен поддерживаться постоянный температурный режим, уровень влажности.
Классификация по степени автоматизации
По степени автоматизации выделяют такие типы металлорежущих станков:
- Модели с ручным управлением. Рабочему нужно убирать, подготавливать заготовки, настраивать все подвижные элементы самостоятельно, координировать рабочий процесс.
- Полуавтоматические машины. Рабочему требуется менять детали самостоятельно, включать, выключать подвижные механизмы.
- Автоматы — агрегаты, которые выполняют обработку заготовок самостоятельно. Используются при серийном производстве.
- Оборудование с ЧПУ. Оператор задает требуемый алгоритм через программу. Подвижные механизмы работают самостоятельно, подбирают оптимальные режимы, загружают, выгружают детали.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности.
Классификация по массе
Промышленные металлорежущие машины разделяются по массе. Выделяют:
- Легкие — конструкции весят до 1000 кг.
- Средние — масса начинается от 1 тонны, заканчивается 10 тоннами.
- Крупные — масса от 16 до 30 тонн.
- Тяжелые — масса от 30 до 100 тонн.
- Сверхтяжелые — конструкции весят более 100 тонн.
Обозначения указываются в техническом паспорте.
Функции
У аппарата СГА-1 предусмотрено два механизма работы, а именно механический и автоматический. При первом варианте работы весь процесс полностью контролируются оператором, а во втором случае исполнитель лишь подает заготовки и снимает готовые изделия.
Для гибки какой арматуры
При помощи СГА-1 можно обрабатывать такие виды арматуры как:
- рабочая;
- конструктивная;
- монтажная;
- анкерная.
Примеры возможностей гибки
Максимальное сечения прутка заготовки:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Резюмируем. Станок может работать с арматурой со средним размером поперечного сечения, которой изготовлена из стандартных углеродистых и легированных сталей. В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.
ВНИМАНИЕ! Ни в коем случае не пытайтесь установить одновременно две заготовки между валиками, даже если их суммарная плотность будет меньше, чем указано в спецификации к станку. Дело в том, что валики рассчитываются с учетом нагрузки на одну точку, и установив две заготовки, вы нарушаете режим работы, что приводит к поломке оборудования
Виды ножниц для арматуры
Одним из наиболее востребованных инструментов, применяемым для резки арматуры являются специальные ножницы. По своему принципу действия инструмент не отличается от обычного аналога. Это всё те же две режущие кромки, которые соединены между собой. Полезное действие приспособления производится в результате смещения плоскостей друг относительно друга. Существует несколько типов таких приспособлений:
- Ручные ножницы для арматуры. Отличаются прочностью конструкции, применяемыми для их изготовления материалами и длинными рукоятками, которые способствуют созданию большого рычага. Это необходимо для обеспечения возможности разрезания стального прута практически любого диаметра (в пределах допустимого для конкретной модели). Преимуществом инструмента такого типа является автономность применения и высокая универсальность. С помощью таких ножниц можно резать арматуру прямо на месте проведения работ, например, внутри котлована для фундамента, что бывает иногда необходимо.
Ручные ножницы для резки арматуры
- Гидравлические ножницы для арматуры. Являются вторым типом устройств этой категории. По принципу действия от ручного аналога не отличаются, но используют при работе энергию подаваемой под давлением жидкости. Примерно по такой же схеме действует и знакомый всем домкрат. Такой инструмент может использоваться, как самостоятельно и выступать в качестве ручного, так и устанавливаться на специальную станину, превращаясь в облегчённую версию станка. К преимуществам таких приспособлений стоит отнести более высокую мощность по сравнению с механическими аналогами. Так, например, арматурорез ручной гидравлический способен уверенно работать с арматурой диаметром до 30 мм.
Гидравлические ножницы для резки арматуры
- Электрические ножницы для арматуры. Это ещё один вариант изготовления устройств такого типа. Здесь полезное действие производится за счёт преобразования энергии электрического тока в механическую энергию сжатия. Такое приспособление будет характеризоваться наиболее высокой мощностью среди аналогичных. Однако для работы требуется подключение к электросети, кроме того, такие ножницы будут иметь внушительные габариты, поэтому их применение рассматривается только, как стационарное.
Выбор типа инструмента следует осуществлять, исходя из конкретных целей и предполагаемой интенсивности работ.
Применяемый инструмент
Итак, для арматуры можно использовать следующие инструменты:
- Болгарка. Резка арматуры болгаркой часто применяется в качестве временной меры. Чисто технически это устройство с задачей отлично справляется, однако для работы требуется использование электроэнергии, что не всегда возможно. Кроме того, для болгарки необходим расходный материал, да и сам инструмент от работы новее не становится.
- Арматурные ножницы. Являются ещё одним приспособлением, применяемым для этих целей. Этот вариант наиболее целесообразен. Он не требует ни подключения к электросетям, ни использования каких-либо расходных материалов. Существует несколько типов таких ножниц, но об этом речь пойдёт ниже.
- Станок для резки арматуры. Как правило, речь идёт о стационарных вариантах изготовления, которые требуют подключения к энергосетям и специальных навыков персонала. Арматуру такие станки режут великолепно, но их приобретение оправдано лишь в условиях постоянного использования. Станки могут быть устроены по принципу тех же ножниц или изготавливаться в виде гильотины.
В зависимости от обстоятельств с успехом может быть использован любой из перечисленных вариантов.
Станок правильно-отрезной: устройство и принцип работы
Правильно-отрезные станки широко применяются в промышленности для размотки, правки и резки проволоки, арматуры, катанки, полосы из мотка, бунта, рулона или катушки.
Большинство правильно-отрезных станков, предлагаемых на российском рынке, являются универсальными. К примеру, это модели российского производства GT 4/14, GT 4/14 M, GT 2/8, предлагаемые нашей компанией. Они подходят для правки и резки холоднотянутой стальной проволоки и горячекатаной арматуры и полосы, а также для цветной проволоки. Эти модели работают с диаметрами от 2 до 14 мм, могут отрезать прутки длиной до 12 метров и работать продолжительное время без остановок. Благодаря полной автоматизации, не требуется постоянное наблюдение оператора.
Работа правильно-отрезного станка состоит из трёх этапов: подача материала, правка материала и резка обрабатываемого материала. Соответственно, станок состоит из следующих основных узлов:
- Разматывающее устройство (бухтодержатель)
- Подающие ролики
- Правящий блок (рамка)
- Отрезной блок
- Приёмная линейка (стол)
С размоточного устройства материал заправляется в станок. Бобина может располагаться горизонтально или вертикально.
Подающий узел состоит из проточенных по ободу роликов. Этот узел снабжен своим приводом и служит для протяжки и/или проталкивания обрабатываемого материала через станок. Сила прижима роликов регулируется вручную.
Правка – процесс устранения внешних проявлений напряжений, возникших в материале при производстве посредством силового воздействия.
Правка бывает двух видов: фильерная и роликовая.
В правильно-отрезных станках, предлагаемых нашей компанией, применяется роликовый метод.
Роликовый правильный модуль (правящая рамка) имеет 8 роликов, расположенных в шахматном порядке. Рамка вращается вокруг своей оси. Ролики многократно воздействуют на проволоку во всех плоскостях.
Ролики регулируются. Требуется настройка после каждой смены диаметра обрабатываемого материала. Прямолинейность прутка на выходе напрямую зависит от мастерства оператора, выполняющего наладку. Также прямолинейность зависит от скорости протяжки и состояния оснастки.
После правки идёт этап резки (рубки).
Существует два основных вида отрезных механизмов, применяемых на правильно-отрезных станках:
- Отрезной узел жестко закреплён на станке
- Плавающий отрезной механизм
Плавающий отрезной механизм применяется при работе с тонкой и мягкой проволокой на высоких скоростях протяжки.
Отрезной механизм состоит из неподвижного ножа, представляющего собой втулку, и подвижного ножа.
Требуемая длина прутка задается либо перемещением концевого выключателя, расположенного на приёмной линейке, либо с пульта управления (для станков, оборудованных цифровым энкодером).
Цифровой энкодер даёт более высокие показатели точности по сравнению с концевым выключателем.
После резки заготовка попадает в накопитель.
Станки для лазерной резки
Если Вам требуется идеальная чёткость края, высокая скорость и точность работы, то вам необходим лазерный металлорез.
Пучок света фокусируется на точке в которой в результате воздействия лазера испаряется металл. Такой способ исключает окалину и постобработку изделия.
- Максимальная толщина реза металла для лазера — 30 мм.
- Оптимальная толщина — 3-6 мм.
При такой толщине рез получается наиболее дешевый, быстрый и качественный. Можно порезать и больше, но смысла в этом нет.
Лазерные станки неотъемлемая часть производств в авиации, космонавтике, рекламной индустрии, бытовой технике и электронике, также в изготовление автозапчастей, раскройке металла и т.д.
Если нужно порезать металл толщиной более 30 мм, следует рассмотреть плазу и гидроабразив.
Достоинства Высокая точность Высокая скорость Малая ширина реза (сокращает материальные потери) В зоне реза термические воздействия невелики Отсутствует деформация заготовки Резы любой формы не требуют обработки Отсутствие постобработки (нет окалины) Недостатки Необходимо учитывать взаимодействие луча света с обрабатываемым металлом. Например, лазером нельзя резать серебро из-за высокого коэффициента отражения Толщина заготовки ≤ 25 мм
Классификация станков для гибки арматуры
Все устройства, предназначенные для гибки арматуры, делятся на две группы:
- Ручные. Загиб осуществляют с применением физической силы. Именно эта категория станков нашла широкое применение в индивидуальном строительстве, благодаря компактности, удобству использования и доступной цене.
- Электрические. К этой группе относят профессиональные устройства, предназначенные для производства больших объемов работ на комбинатах по изготовлению железобетонных конструкций и на крупных строительных объектах. Такие механизмы способны гнуть стальные прутья диаметром до 40 мм. Цена на подобные устройства колеблется в пределах 100000÷350000 рублей.

Принцип работы и конструктивные отличия ручных станков
Любой ручной станок для гибки арматуры (независимо от конструктивных особенностей) работает по одной схеме: один конец металлического прутка упирают в неподвижную часть конструкции или фиксируют на ней, второй при помощи рычага загибают вокруг вертикального ролика. Некоторые модели оборудованы дополнительными сервисными приспособлениями: фиксаторами прутка, ограничителями угла загиба, регулировкой толщины прутка.

Все станки для ручной гибки арматуры в зависимости от конструкции подразделяют на:
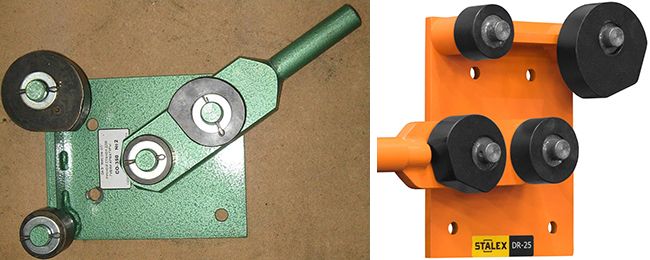
- Станки с простым рычагом. Изгиб прутка выполняют вокруг вертикального ролика. Пруток либо фиксируют, либо упирают в неподвижную часть. Усилие для изгиба зависит от длины рукоятки: чем она длиннее, тем меньше усилий требуется для осуществления загиба. На рынке эти модели наиболее распространены и востребованы. Известные производители: Afacan (Турция), Stalex (Россия), Alba (Испания), Мисом (Белоруссия), Kapriol (Италия).
- Станки с системой рычагов. Центральная шестерня и зубчатый сектор образуют редуктор, который позволяет уменьшить необходимое прикладываемое усилие при такой же длине ручки, как у простых станков. Этот вид станков не так широко представлен на современном рынке строительных приспособлений. Самым распространенным является гибщик арматуры с зубчатым редуктором – модель «Afacan 16D» (стоимость 8200÷8500 рублей).

Разновидности в зависимости от максимального диаметра арматурного прутка
Выбирая приспособление для гибки арматуры, основным критерием будет максимальный диаметр арматурного прутка, который можно согнуть с помощью него. Этот показатель указан производителем в документации на гибочный станок. Также эту величину указывают и в маркировке самой модели. Последняя двузначная цифра в названии соответствует максимальному диаметру прутка. Например: станок «Stalex DR-12» – цифра 12 указывает на то, что станок предназначен для работы с металлическими прутками диаметром до 12 мм; модель «Мисом СО-350-25» – цифра 25 указывает на то, что с помощью этой модели можно гнуть арматурные прутья диаметром до 25 мм. Чем больше диаметр прутка, который можно согнуть с помощью станка, тем дороже будет он стоить.
В зависимости от диаметра обрабатываемого прутка все оборудование для ручной гибки арматуры подразделяют на:
Бытовые станки, предназначенные для гибки арматурных прутьев Ø=10÷16 мм. Гибка арматуры своими руками при помощи станков этой группы наиболее широко применяют в индивидуальном малоэтажном строительстве для армирования фундаментов и других железобетонных конструкций. Цена на такие изделия варьируется в пределах 2500÷5500 рублей. Наиболее популярные модели от проверенных производителей: «Afacan 16PT» (4900÷5100 рублей), «Stalex DR-16» (5000÷5500 рублей).

Полупрофессиональные ручные станки, предназначенные для работы со стальными прутьями диаметром 20÷25 мм. Такие изделия понадобятся в случае индивидуального строительства 3÷4 этажных строений или для использования на крупных строительных объектах (при отсутствии электричества). Конструктивно этот вид станков сложнее. Обычно в комплект поставки входят сменные ролики и эксцентрики для более точной адаптации станка под конкретный диаметр прутка. Цена на эти изделия варьируется в пределах от 10000 до 35000 рублей в зависимости от производителя и комплектации. Типичные модели: «Мисом СО-350-20» (16000÷16500 рублей), «Stalex DR-25» (16500÷18000 рублей).
Все ручные устройства обладают целым рядом общих достоинств:
- Демократичной ценой (особенно на изделия для работы с прутками диаметром до 16 мм).
- Простотой и надежностью конструкции.
- Удобством в эксплуатации.
- Небольшим весом.
- Точностью и аккуратностью сгиба.
- Легкостью крепления к верстаку или рабочему столу.
- Большим выбором моделей.
Гибка арматуры – особенности процесса
На любой стройке сегодня можно увидеть различное оборудование, множество инструментов и приспособлений, и практически на каждой из них есть станок для гибки арматуры. Это не случайно: наиболее эффективной технологией укрепления хрупких бетонных конструкций, их защиты от разрушительных для них нагрузок на сжатие, растяжение и изгиб, является армирование, которое и выполняется при помощи металлических прутков – арматуры. Без качественного арматурного каркаса практически невозможно возвести надежные бетонные стены и фундамент.
Казалось бы, намного проще выполнять армирование угловых бетонных конструкций и участков примыкания стен с использованием прямых арматурных прутков. Однако в таком случае бетонная конструкция будет сильно ослаблена, может расслоиться. К тому же это является грубым нарушением строительных норм. В любых угловых бетонных конструкциях необходимо использовать только гнутье, с перехлестом на каждую сторону минимум 80 см. Станок или простейшее приспособление для гибки металлических прутков пригодится и в том случае, если вам необходимо быстро изготовить соединительные элементы различного типа – крюки, лапки и др.
При гибке стальных прутков, используемых для армирования, очень важно знать, как гнуть арматуру для фундамента так, чтобы она не утратили своих прочностных характеристик. Для соблюдения этого требования необходимо выполнять такую операцию только механическим способом, используя специальные станки для резки и гибки арматуры
При этом важно следить за тем, чтобы угол сгиба не получился острым, а радиус закругления в месте сгиба составлял от 10 до 15 диаметров самого прутка. Следует помнить, что стальной арматурный пруток гнется без потери своих прочностных характеристики до угла 90 градусов, затем показатели прочности начинают снижаться.
При гибке стальных арматурных прутков своими руками часто совершаются две ошибки:
- на месте сгиба при помощи болгарки или другого инструмента делается надпил;
- участок арматуры, где будет находиться сгиб, нагревают при помощи газовой горелки или паяльной лампы.
Читать также: Управление симистором через транзистор
После того, как подобные процедуры выполнены, используется какое-либо примитивное средство для гибки: тяжелый молоток, кувалда, отрезок трубы, тиски и др. Эти способы гнутья приводят к значительному ослаблению арматуры, что может стать причиной разрушения бетонных конструкций. В таких случаях всегда следует помнить о том, что нужно выполнять гибку арматурных прутков без нарушения их целостности и только в том случае, если они находятся в холодном состоянии.
Принцип работы
В процессе резки газовым резаком происходит следующее: разогретый металл сжигается в струе кислорода, который нагнетается под давлением. Предварительно, сплав разогревают до необходимой температуры, при помощи специальной горящей смеси ацетилена с кислородом. Такой способ резки, кислородно-ацетиленовым резаком, применяется практически ко всем маркам металла (кроме нержавейки, цветных металлов и сплавов). Для газовой резки железобетонных изделий используют другой метод.
Кислородно-флюсовая резка
Метод заключается в следующем: в зону реза струей сжатого воздуха (например кислорода или азота) вдувается флюс (вещество, содействующее образованию шлака и улучшению качества металла при плавке) на основе порошка из железа, который выделяет при сгорании дополнительное количество теплоты, снижает концентрацию входящих в материал примесей и разжижает шлак.
При кислородно-флюсовой резке воспламенение флюса начинается над поверхностью разрезаемого материала, а полное сгорание происходит в полости реза. На практике это расстояние выбирается в зависимости от разрезаемого материала и колеблется в пределах от 15 до 50 мм.
С помощью специальной техники разрезаются железобетонные конструкции толщиной от 90 до 300 мм. При этом скорость прохода составляет 100 мм в минуту. Для образования хорошего струйного потока применяются сопла имеющие форму цилиндра и конуса суженную к выходу. Для резки толстых железобетонных конструкций используют метод кислородно-копьевой резки.
Кислородно-копьевая резка
Более продуктивным способом газовой резки по бетону является порошковое копье, с помощью которого работы можно проводить на конструкциях толщиной от 100 до 2000 мм. Порошковое копье имеет свойства обычного кислородного копья, которое предназначено для глубокого проникновения в материал, и свойства кислородно-флюсовой резки.
Рисунок 2 — Схема кислородно-копьевой резки
Принцип заключается в следующем: с помощью специальной автоматизированной трубки в место реза подается смесь железного и алюминиевого порошка, сгорание которого выделяет дополнительное тепло. Что бы кислородное копье длиной 3000 — 6000 мм подавало кислород к месту прожигания отверстия, используют специальную установку УФР-5.
В устройстве применяется толстостенная металлическая труба из стали наибольшим диаметром 20 — 35 мм заполненная на 60—65 % стальными прутками или тонкостенную газовая труба того же диаметра, обмотанная снаружи стальной проволокой диаметром 3—4 мм, через которую подается кислород, участвующий не только в горении, но и в выдувании продуктов, образовавшихся в результате сгорания.
Зная толщину конструкции можно просчитать количество затраченных на резку ресурсов исходя из данных таблицы 1. Таблица 1 — Режимы кислородно-флюсового прожигания отверстий в железобетоне
| Глубина, мм | Диаметр прожигаемого отверстия, мм | Расход флюса, кг/ч | Давление кислорода, кг*с/ см. кв | Расход кислорода, м. куб /ч | Расход стальной трубки, м/м длинны отверстия | Диаметр копья, дюймы | Скорость прожигания, мм/мин |
| До 500 | 50 — 55 | 30 | 6 — 7 | 60 — 80 | 4 | 3/8 | 120 — 180 |
| 500 — 1000 | 55 — 60 | 30 | 8 — 10 | 80 — 100 | 4 — 5 | 3/8 | 80 — 120 |
| 1000 — 1500 | 60 — 70 | 30 | 10 — 12 | 100 — 120 | 5 — 6 | 3/8 | 40 — 80 |
Самостоятельное изготовление отрезного станка
Самодельный отрезной станок может быть изготовлен с использованием следующих инструментов и материалов:
- стальной уголок;
- дрель;
- электродвигатель;
- пусковая цепь;
- деревянный щит;
- швеллер;
- сварочный аппарат;
- подшипниковая пара;
- выключатель;
- катушка;
- коробка для обеспечения работы электросхемы.
Взамен деревянного щита можно использовать стальной лист, который пойдет на изготовление рабочей поверхности. Как только весь инструмент будет подготовлен, можно выполнить раму или каркас подходящих размеров. Для этого обычно используется уголок №25.
Заготовки конструкции по чертежу необходимо нарезать болгаркой, а после можно приступать к сварке. Готовая рама насаживается на виброопоры ножек, которые облегчают работу оборудования. Ножки можно выполнить из трубок небольшого диаметра или профиля. Когда изготавливаются автоматические отрезные станки, к столу следует приварить швеллер №10, он станет выполнять функцию направляющей оси. Выступит эта часть в качестве основы конструкции для фиксации режущей части оборудования и соединения с двигателем. На следующем этапе основные детали фиксируются к швеллеру, сюда следует отнести и две вертикальные стойки, которые можно укрепить болтами.