
Бронзовый круг различных диаметров и марок сплавов
Круг бронзовый представляет собой один из наиболее востребованных видов цветного проката, который широко применяется в машиностроении, судостроении, химической промышленности и других отраслях.
Благодаря уникальным свойствам бронзы — антифрикционности, коррозионной стойкости и хорошей обрабатываемости — изделия из бронзового круга находят применение в ответственных узлах трения и агрессивных средах.
Механическая обработка бронзового круга имеет свои особенности, обусловленные специфическими свойствами этого материала.
Правильный выбор режимов резания, инструмента и технологических приемов позволяет достичь высокого качества обработанных поверхностей и обеспечить длительный срок службы готовых изделий.
Основные свойства бронзы, влияющие на обработку
Бронза — это сплав меди с оловом, алюминием, кремнием, бериллием и другими элементами.
Каждый тип бронзового сплава обладает уникальными характеристиками, которые необходимо учитывать при механической обработке.
Пластичность и вязкость
Большинство бронзовых сплавов обладают высокой пластичностью, что приводит к образованию непрерывной стружки и требует специальных мер для ее дробления.
Вязкость материала также влияет на выбор геометрии режущего инструмента.
Низкая теплопроводность
По сравнению со сталью, бронза имеет относительно низкую теплопроводность, что способствует концентрации тепла в зоне резания и требует эффективного охлаждения.
Склонность к налипанию
Мягкие бронзовые сплавы склонны к налипанию на режущую кромку инструмента, что может привести к ухудшению качества поверхности и преждевременному износу инструмента.
Марки бронзовых сплавов и их обрабатываемость
| Марка бронзы | Основные легирующие элементы | Твердость (HB) | Обрабатываемость (% от латуни Л63) | Рекомендуемые виды обработки |
|---|---|---|---|---|
| БрОФ10-1 | Олово 10%, фосфор 1% | 80-120 | 30% | Точение, фрезерование, сверление |
| БрАЖ9-4 | Алюминий 9%, железо 4% | 110-140 | 40% | Точение, фрезерование, шлифование |
| БрКМц3-1 | Кремний 3%, марганец 1% | 70-100 | 60% | Все виды механической обработки |
| БрБ2 | Бериллий 2% | 300-400 | 20% | Шлифование, электроэрозионная обработка |
| БрС30 | Свинец 30% | 25-40 | 90% | Точение, фрезерование (высокие скорости) |

Особенности токарной обработки бронзового круга
Токарная обработка является одним из наиболее распространенных видов механической обработки бронзового круга.
Правильный выбор режимов резания и инструмента позволяет достичь высокой производительности и качества поверхности.
- Выбор режущего инструмента
Для обработки бронзы рекомендуется использовать твердосплавные пластины с острыми режущими кромками и положительными передними углами.
Оптимальны пластины из сплавов группы K (для цветных металлов) с покрытиями TiN или TiCN. - Режимы резания
Скорость резания для бронзы обычно составляет 150-300 м/мин в зависимости от марки сплава.
Подача выбирается в диапазоне 0,1-0,3 мм/об, глубина резания — до 3-4 мм за проход. - Охлаждение и смазка
При обработке бронзы рекомендуется использовать эмульсионные СОЖ с хорошими смазывающими свойствами.
Для некоторых марок бронзы возможно применение сжатого воздуха для удаления стружки. - Особенности стружкообразования
Бронза образует элементную или сливную стружку, поэтому важно использовать стружколоматели и обеспечивать своевременное удаление стружки из зоны резания.
Фрезерная обработка бронзового круга
Фрезерование бронзового круга требует учета специфических свойств материала и правильного выбора инструмента и режимов обработки.
Выбор фрез
Рекомендуются концевые фрезы с острыми режущими кромками и большим количеством зубьев.
Для черновой обработки подходят фрезы с 3-4 зубьями, для чистовой — с 5-6 зубьями.
Режимы фрезерования
Скорость резания: 200-400 м/мин, подача на зуб: 0,05-0,15 мм, глубина резания: 1-3 мм.
При фрезеровании пазов важно обеспечить эффективное удаление стружки.
Особое внимание
При фрезеровании бронзы возможно образование наростов на режущих кромках,
что требует регулярного контроля состояния инструмента и своевременной его замены.
Сверление и расточка бронзового круга
Сверление отверстий в бронзовом круге имеет свои особенности, связанные с вязкостью материала и склонностью к налипанию.
| Диаметр сверла, мм | Скорость резания, м/мин | Подача, мм/об | Угол заточки | Рекомендации |
|---|---|---|---|---|
| 1-5 | 40-60 | 0,05-0,1 | 118-130° | Использование спиральных сверл с нормальной геометрией |
| 5-15 | 50-80 | 0,1-0,2 | 118-125° | Регулярный вывод сверла для удаления стружки |
| 15-30 | 60-100 | 0,15-0,3 | 118-120° | Обязательное использование СОЖ |
| 30-50 | 70-120 | 0,2-0,4 | 115-118° | Применение сверл с стружкоотводящими канавками |

Шлифовальная обработка бронзы
Шлифование бронзового круга применяется для достижения высокого качества поверхности и точных размеров.
Однако этот процесс требует особого подхода из-за склонности бронзы к засаливанию абразивного круга.
- Выбор абразивного инструмента
Рекомендуются круги из электрокорунда (белые или нормальные) с зернистостью 40-80 и средней или мягкой твердостью.
Связка — керамическая или бакелитовая. - Режимы шлифования
Окружная скорость круга: 25-35 м/с, продольная подача: 0,2-0,5 м/мин, глубина шлифования: 0,005-0,02 мм за проход. - Охлаждение
Обязательно использование обильного охлаждения для предотвращения засаливания круга и термического повреждения обрабатываемой поверхности. - Правка круга
Регулярная правка шлифовального круга необходима для поддержания его режущей способности и предотвращения ожогов на поверхности бронзы.
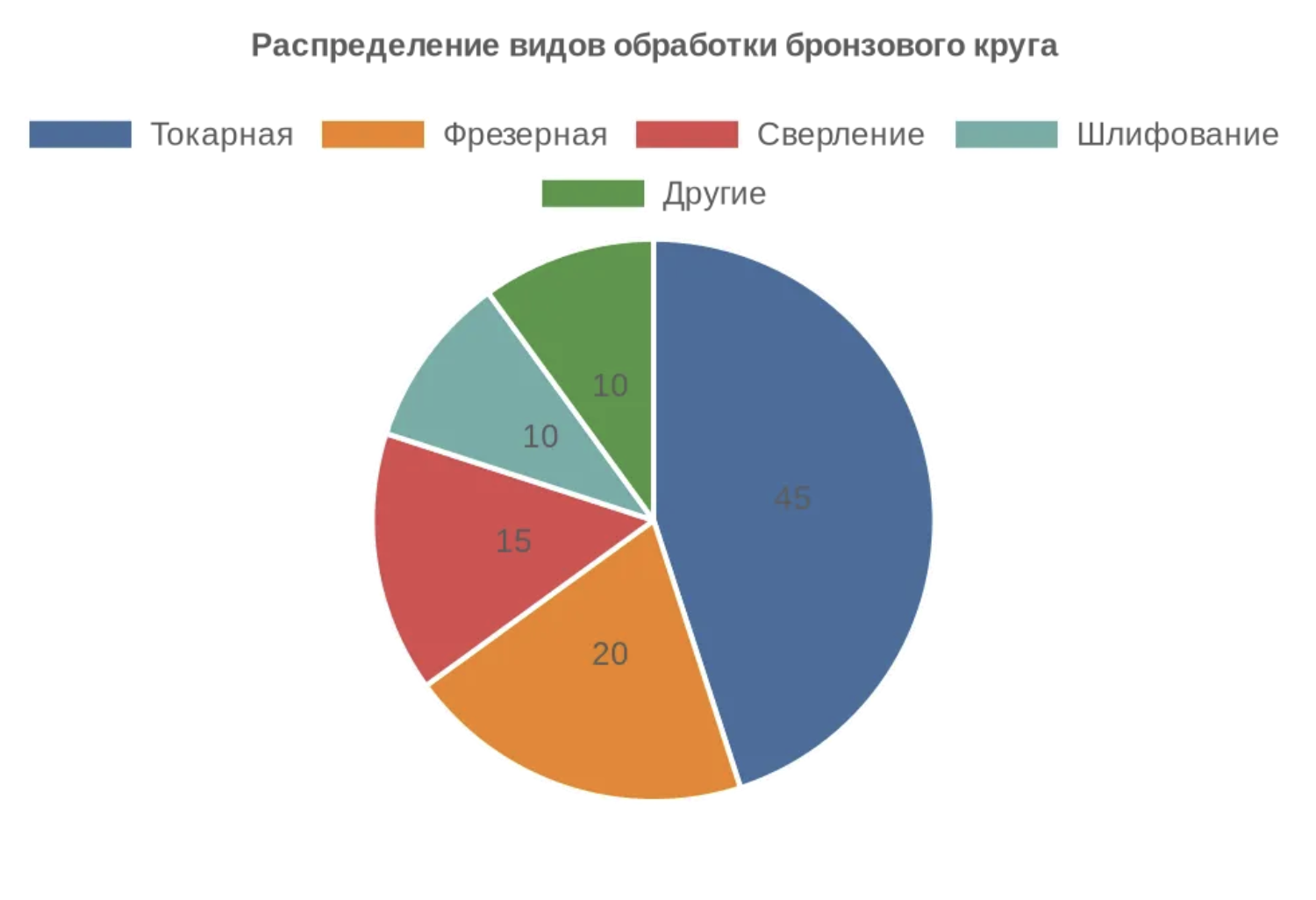
Диаграмма распределения видов обработки бронзового круга
Проблемы и решения при обработке бронзового круга
Механическая обработка бронзы сопряжена с рядом характерных проблем, знание которых позволяет разработать эффективные стратегии их решения.
Налипание материала на инструмент
Проблема: мягкие бронзовые сплавы склонны к налипанию на режущие кромки, что ухудшает качество обработки.
Решение: использование острых инструментов с полированными передними поверхностями, применение СОЖ с хорошими смазывающими свойствами.
Образование заусенцев
Проблема: высокая пластичность бронзы приводит к образованию заусенцев на кромках обрабатываемых деталей.
Решение: уменьшение подачи на завершающих проходах, использование инструментов с положительными геометриями, применение операций зачистки кромок.
Термические деформации
Проблема: низкая теплопроводность бронзы может вызывать локальный перегрев и термические деформации.
Решение: обеспечение эффективного охлаждения, использование прерывистого резания, оптимизация режимов обработки.
Контроль качества при обработке бронзового круга
Обеспечение качества обработанных поверхностей бронзового круга требует системного подхода и применения соответствующих методов контроля.
- Визуальный контроль
Проверка поверхности на отсутствие задиров, заусенцев, следов перегрева и других дефектов.
Особое внимание уделяется качеству поверхности в зонах трения. - Измерение геометрических параметров
Контроль размеров, формы и расположения поверхностей с помощью штангенциркулей, микрометров, нутромеров и координатно-измерительных машин. - Контроль шероховатости
Измерение параметров шероховатости поверхности профилометрами или сравнение с эталонами.
Для большинства применений достаточна шероховатость Ra 1,6-3,2 мкм. - Неразрушающий контроль
Для ответственных деталей применяются методы ультразвукового контроля, капиллярной дефектоскопии или рентгеновского просвечивания.

FAQ: Часто задаваемые вопросы
1. Какие инструменты лучше всего подходят для обработки бронзового круга?
Для обработки бронзы рекомендуется использовать твердосплавные инструменты с острыми режущими кромками и покрытиями TiN или TiCN. Оптимальны пластины из сплавов группы K по классификации ISO.
2. Как избежать налипания бронзы на инструмент?
Для предотвращения налипания используйте острые инструменты с полированными передними поверхностями, применяйте СОЖ с хорошими смазывающими свойствами и оптимизируйте режимы резания.
3. Какая скорость резания оптимальна для бронзы?
Скорость резания зависит от марки бронзы и составляет 150-300 м/мин для токарной обработки. Для твердых бронз (например, бериллиевых) скорость снижается до 50-100 м/мин.
4. Можно ли обрабатывать бронзу без охлаждения?
Обработка без охлаждения возможна для некоторых марок бронзы при небольших режимах резания, однако для стабильного качества и стойкости инструмента рекомендуется использовать СОЖ.
5. Как бороться с образованием заусенцев при обработке бронзы?
Для уменьшения заусенцев уменьшайте подачу на завершающих проходах, используйте инструменты с положительными геометриями и применяйте операции зачистки кромок.
6. Какие марки бронзы наиболее сложны в обработке?
Наиболее сложны в обработке бериллиевые бронзы (БрБ2) из-за высокой твердости и алюминиевые бронзы (БрАЖ9-4) из-за склонности к налипанию.
7. Какой припуск рекомендуется оставлять на механическую обработку бронзового круга?
Рекомендуемый припуск составляет 2-4 мм на сторону в зависимости от диаметра круга и требуемой точности обработки.
8. Можно ли использовать один и тот же инструмент для обработки разных марок бронзы?
Да, но рекомендуется корректировать режимы резания в зависимости от твердости и обрабатываемости конкретной марки бронзы для оптимальных результатов.
Заключение
Обработка бронзового круга требует глубокого понимания специфических свойств этого материала и применения соответствующих технологических решений.
Правильный выбор инструмента, режимов резания и методов охлаждения позволяет достичь высокого качества обработанных поверхностей и обеспечить эффективность производственного процесса.
Особое внимание при обработке бронзы следует уделять предотвращению налипания материала на инструмент, борьбе с образованием заусенцев и обеспечению эффективного теплоотвода.
Знание особенностей различных марок бронзовых сплавов помогает оптимизировать технологические процессы для каждого конкретного случая.
Специалисты металлургической компании АРС-Сталь считают, что непрерывное совершенствование инструментальных материалов и технологий обработки открывает новые возможности для повышения эффективности механической обработки бронзового круга и расширения областей его применения в современных отраслях промышленности.





