Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
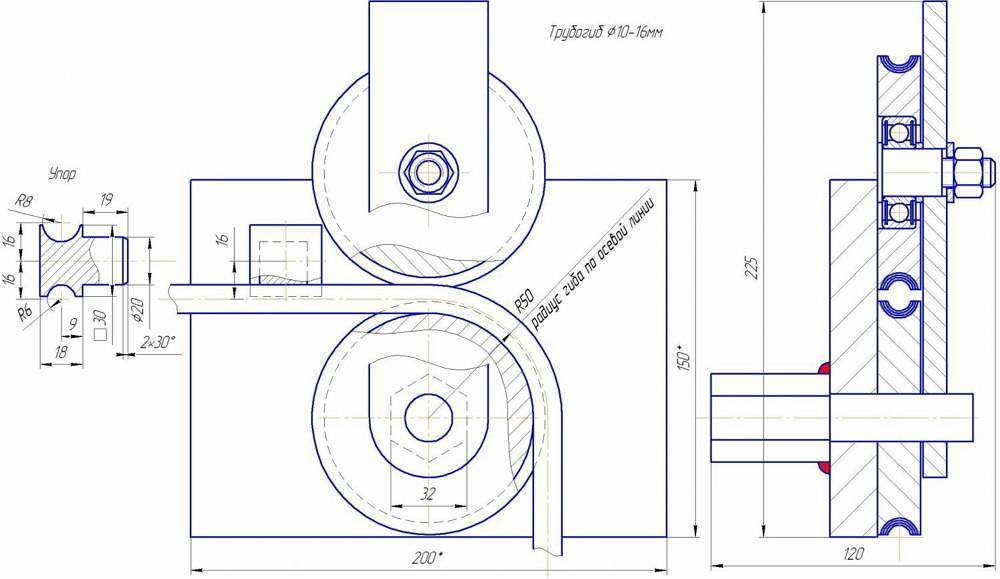
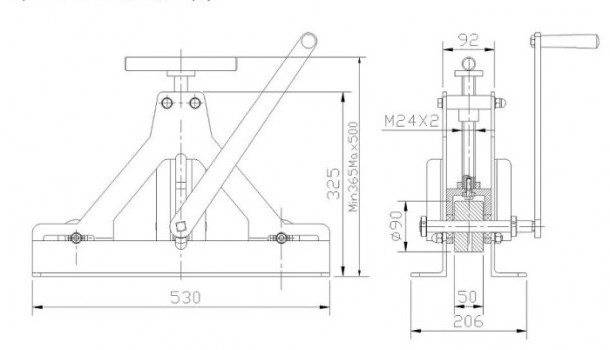
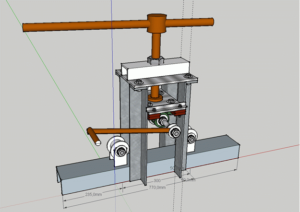
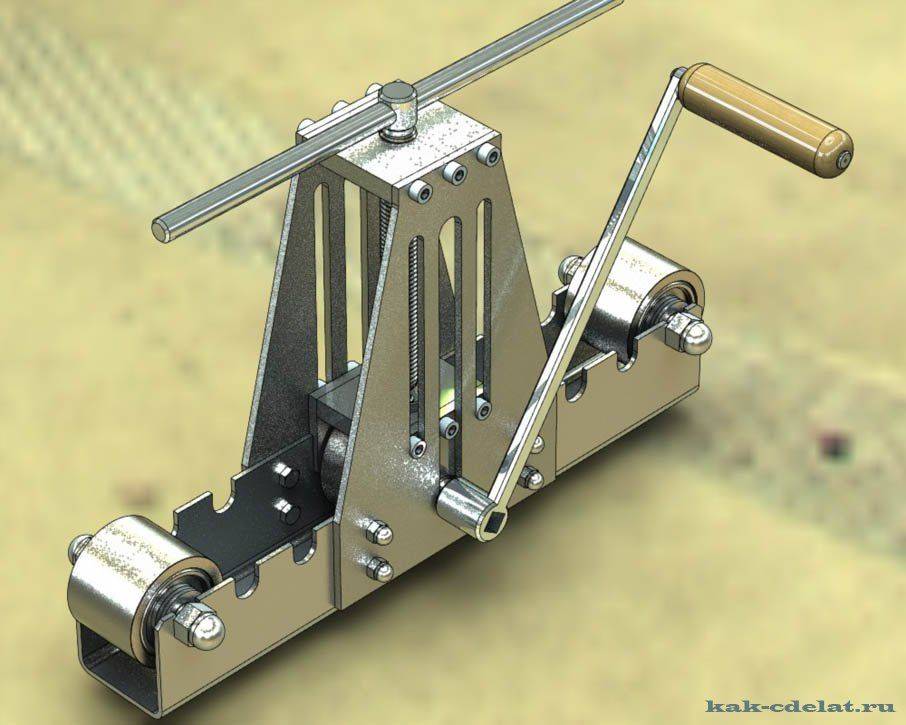
Чертеж трубогиба с прижимным роликом
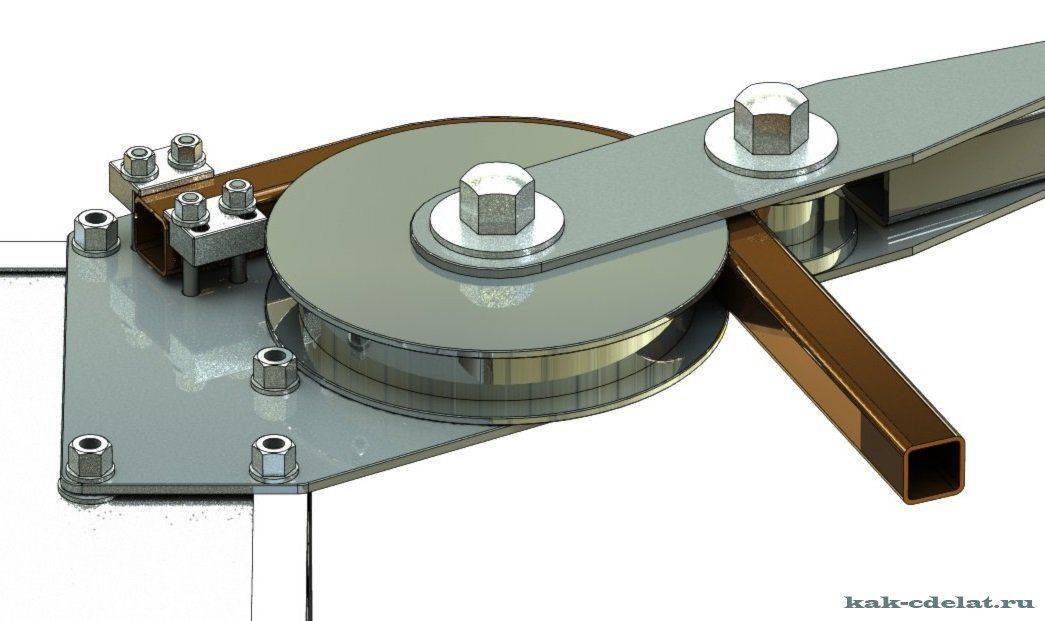
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
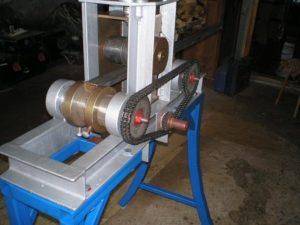
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.
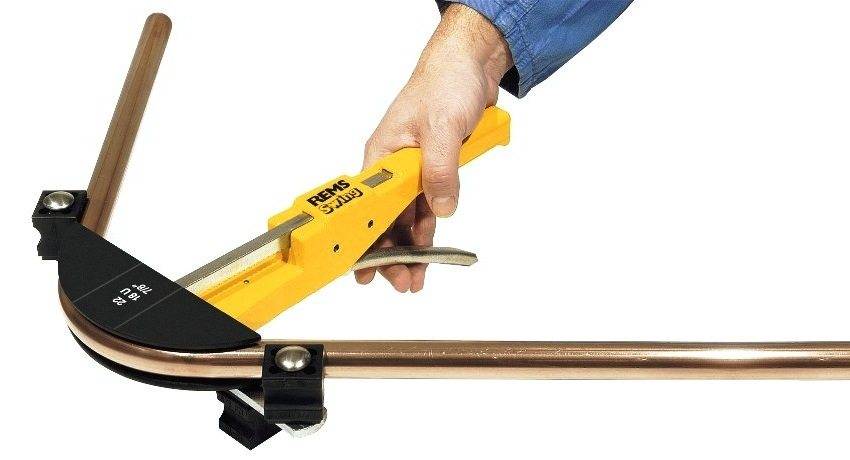
Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
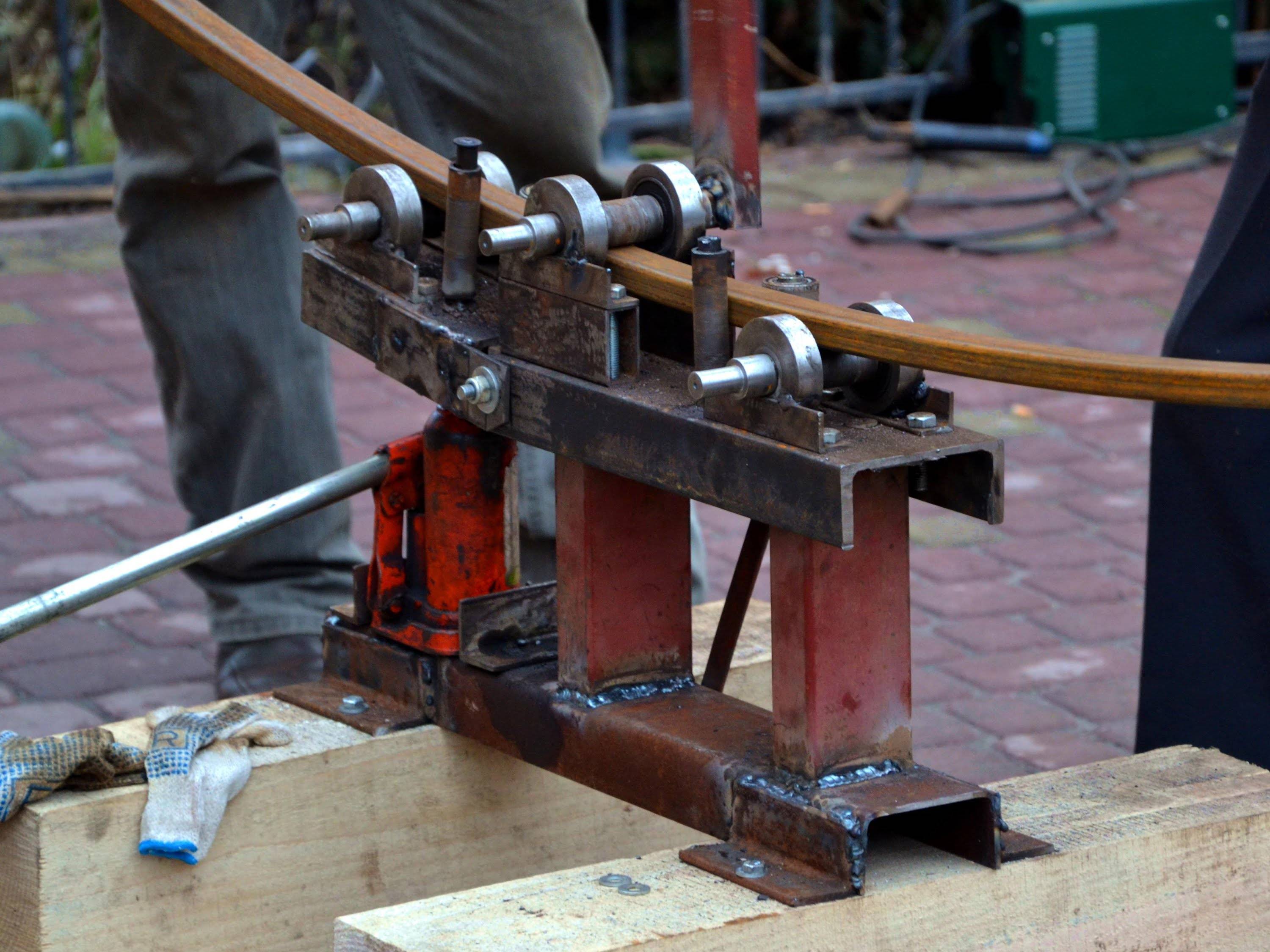
Как соорудить гидравлический трубогиб
Конструкция гидравлического трубогиба своими руками представлена в видеоролике ниже.
Соорудить инструмент такого типа не составит большого труда, если в распоряжении имеется два швеллера по 0,5 метра. В основание такого устройства вошли следующие элементы:
- гидроцилиндр;
- упоры;
- нагнетатель.
Кроме того, нужно также выделить:
- Домкрат, который способен выдерживать нагрузки до 5 тонн.
- Ролики в числе 2-3 штук.
- Швеллер — 3-4 мм.
- Толстые пластины.
Принцип применения такого инструмента возлагается на то, что нужно установить профилированную трубу в башмак. Домкратом устанавливается требующийся радиус изгиба. При накачивании домкрата происходит поднятие штока, давящий на ролик. После установления угла изгиба, можно извлекать трубу. Такой вариант гибочного приспособления актуален, когда требуется изгиб трубы в одном месте, к примеру, при обустройстве системы отопления.
Рекомендации по изгибу заготовки в зависимости от нагрева
- Прямой угол – интервал прогрева = диаметр трубы Х 6.
- 60 градусов – интервал прогрева = диаметр трубы Х 4.
- 45 градусов – интервал прогрева = диаметр трубы Х 3.
Нагрев прекращается после полного удаления окалины с заготовки, что указывает на оптимальный прогрев. В случае, когда появляются искрения поверхности детали, можно сделать вывод, что заготовка перегрета. Трубы изгибаются в один заход, иначе структура металла может быть нарушена.







Станок, предназначенный для горячего изгиба деталей, должен быть обеспечен шаблоном, отсутствие которого повлечет за собой некоторые трудности в работе. Помимо этого, не стоит игнорировать правила безопасности. К примеру, запрещается находиться напротив деревянной пробки во время процесса деформации трубы. После того как труба будет деформирована с помощью горячего способа, остается удалить из нее пробку и песок. Стоит отметить популярность, которую получил такой профилегиб. Своими руками чертежи делать придется обязательно. Иначе точность конструкции будет искажена. Будет полезным закрепить и теоретическую информацию о том, как сделать профилегиб своими руками. Фото и информация об этом имеются в нашей статье.
Особенности технологии
 Нюансы процесса применяя трубогиба сводятся к следующим:
Нюансы процесса применяя трубогиба сводятся к следующим:
- При малых радиусах сгиба (r < 3h) складкообразование вероятно при любых схемах деформирования. Выручить может спиральная пружина растяжения, наружный размер которой немного больше внутренней высоты трубы. Пружина пропускается в трубу до начала её деформации, а дальше всё следует в вышеописанной последовательности.
- Для малопластичных материалов помогает следующий приём. Внутрь трубы засыпают мелкокристаллический сухой песок, а оба концевых отверстия плотно заглушают деревянными пробками. При изгибе трубогибом создаётся противодавление, которое уравновешивает растягивающие напряжения, компенсируя их соответствующими сжимающими. Вероятность трещин во внешних волокнах металла уменьшается.
- Ручная гибка целесообразна для профильных металлических материалов, наибольший поперечный размер которых не превышает 50…60 мм (для цветных металлов и сплавов он может быть больше).
- Чем толще стенка трубы, тем медленнее должен производиться процесс деформирования трубогибом (следует помнить об эффекте пластической инерции материала, которая возрастает с увеличением массы единицы сечения).
- Не стоит конструировать пространственную трубу с разными радиусами сгиба: особой пользы это не даст, а конструкция трубогиба усложнится.
В некоторых случаях единственный способ, с помощью которого профильная трубчатая деталь может быть изготовлена, — это отрезка прямой секции с её последующем соединением (например, при изготовлении объёмных вентиляционных отводов). Хороший сварной шов будет практически незаметен, и одновременно уменьшит конечную стоимость сборочной единицы.
Да, кстати, пластический изгиб нержавеющих труб своими руками невозможен и следует использовать приводные станки.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
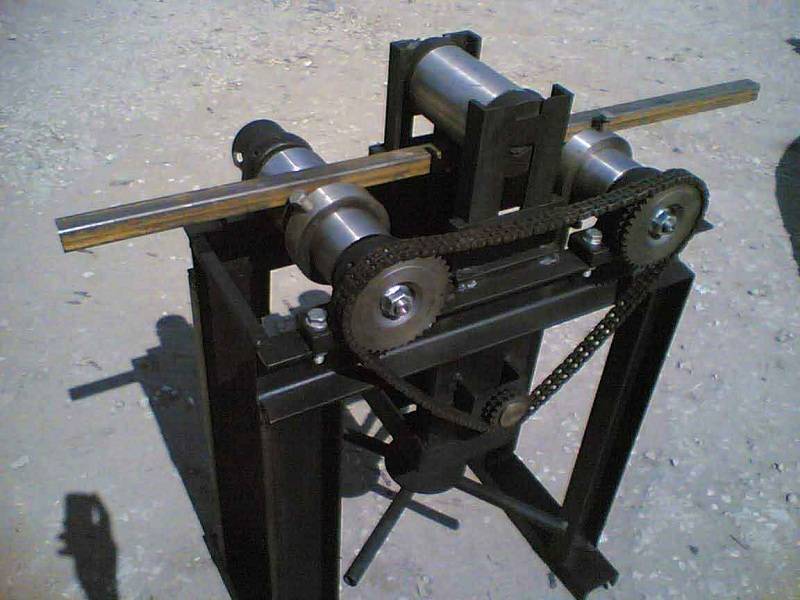
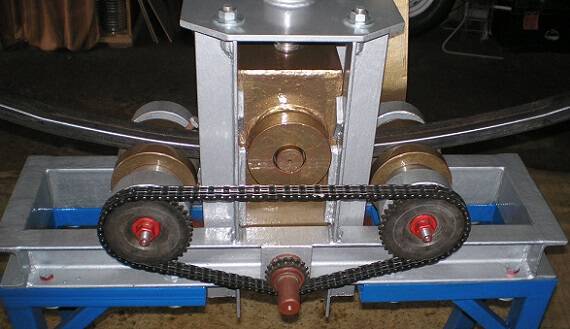
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.









Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Самодельный роликовый трубогиб
Преимуществами роликовых трубогибов являются расширенные технологические возможности и повышенная точность гибки. Конструкция приспособления проста:
- Профилированный сменный ролик, свободно вращающийся на вертикальной (реже – горизонтальной) оси.
- Поворотный рычаг с рукояткой.
- Гибочный сменный ролик, закреплённый на противоположном плече рычага.
- Упор-проводка.
- Станина.
Для снижения усилия оба ролика должны свободно вращаться, для чего они устанавливаются в подшипниках качения. Поскольку каждая пара роликов приспособлена для изгиба труб с определённым внешним диаметром, то они должны быть быстросменными.
Материал деталей выбирают из тех же соображений, что и для предыдущего варианта. С целью повышения жёсткости упор-проводку можно приварить к корпусу. Радиус изгиба (выбираемый по вышеприведенным соотношениям) будет равен радиусу профиля гибочного ролика.
Для обеспечения должного качества деформирования радиальное биение осей роликов должно быть минимальным, а их оси – строго параллельны между собой.
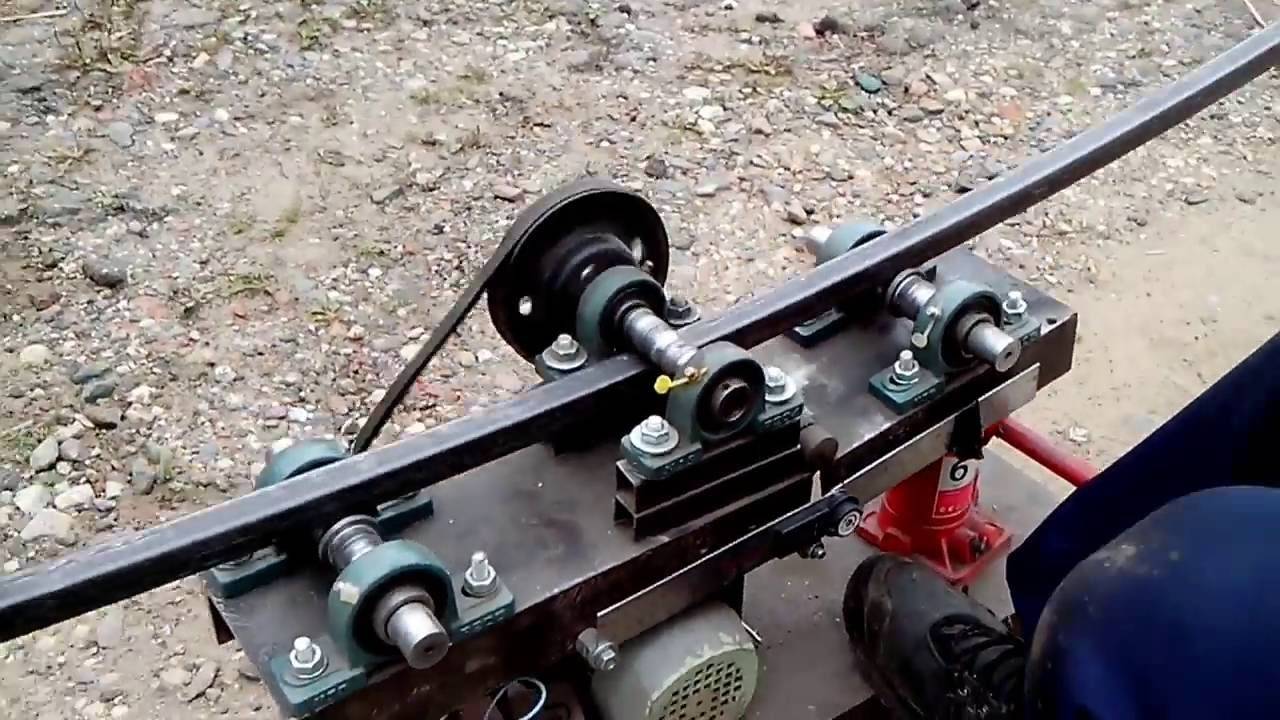
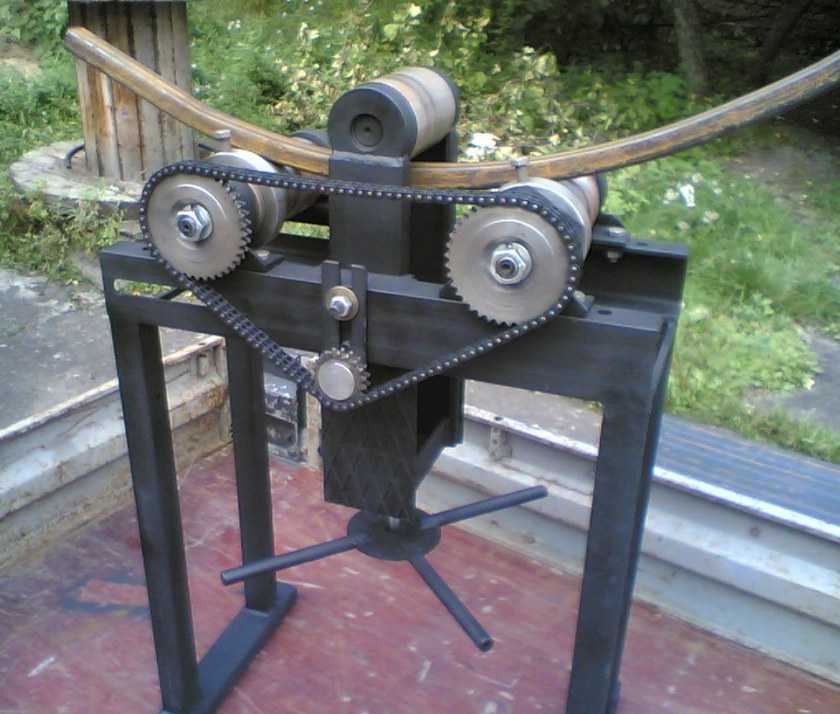
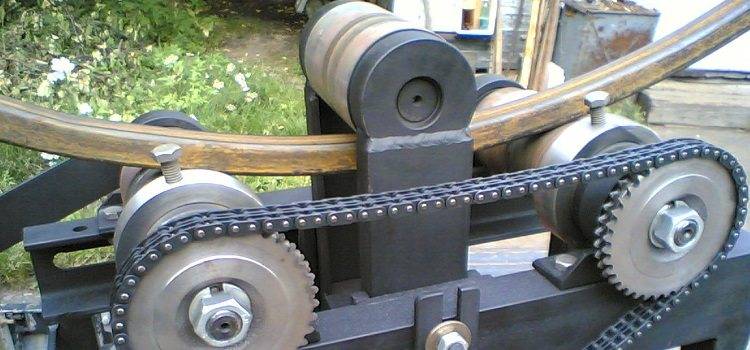
Как сделать? Пояснения к нашей самоделке
Первым делом мы подобрали надежное основание — толстостенный швеллер длиной 0.8м.
Верхняя часть конструкции собиралась из уголков (на фото справа). В качестве роликов приспособили отрезки толстостенной металлической трубы (на фото слева).
Лучше под рукой ничего не нашлось и в качестве осей использовались шпильки большого диаметра. Решение неудачное, поскольку на месте срезанных болгаркой витков резьбы остаются неровности, которые создают дополнительную нагрузку при вращении.
Направляющая была сформирована отрезками уголка с одной стороны. И ограничителем в виде болта вкрученного в приваренную к конструкции гайку. Профтруба длиной 6м при гибке будет немного играть винтом и возможность регулировать расстояние путем вращения болта в резьбе здесь приходится очень кстати.
Вороток смастерили из уже знакомых нам: шпильки, стальной трубки и забитого в отверстие П-образного профиля (см. фото).
На центральный ролик наварены тычки, чтобы заготовка не проскальзывала. Иногда труба буксовала и с ними. В таком случае приходилось приопускать домкрат, чтобы уменьшить натяг и делать один лишний проход.
В процессе было выполнено улучшение — приварены продольные и поперечные опоры для повышения устойчивости профилегиба. На них удобно положить прямые, еще не согнутые трубы, которые будут работать как противовес.
Что представляет собой типовая конструкция трубогиба
Сделать настоящий самодельный трубогиб для профильной трубы не так сложно, как может показаться на первый взгляд. Конструкция любого станка для работы с трубами состоит из четырех основных деталей:
- Направляющих желобов, удерживающих профильную трубу в нужном положении в зажимах трубогиба;
- Опорной роликовой пары и рабочего профилирующего инструмента, чаще всего выполненного в виде дуги или в виде подвижного ролика;
- Опорной конструкции трубогиба или станка, на котором собираются все основные детали и узлы устройства;
- Системы привода, с помощью которой заготовка продавливается через ролики и профилирующий инструмент. В простейшем варианте привод можно сделать ручным, для полупрофессиональных версий трубогиба используется электрический податчик.
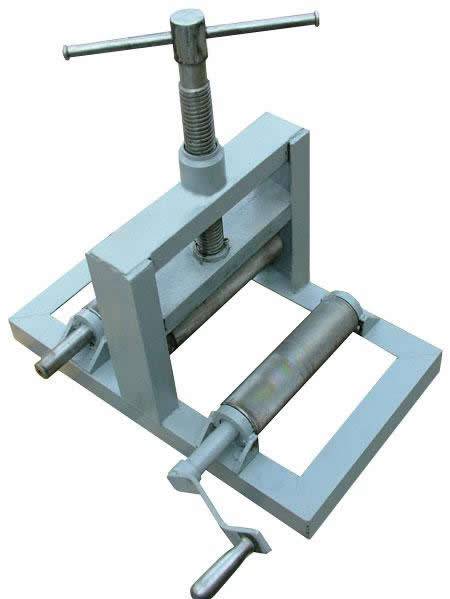
К сведению! Простейший трубогиб для профильной трубы можно сделать из приспособления для горячей гибки металлических водопроводных труб. Единственное, что нужно сделать в процессе переделки, — это сменить ролики с полукруглым профилем на инструмент с плоской рабочей поверхностью.
Принцип действия устройства основывается на холодном деформировании профильной трубы, при протягивании ее через систему из двух или трех металлических роликов. Поперечное давление одного из роликов трубогиба заставляет профильную трубу отклоняться от оси. В результате прокатки заготовки получается относительно равномерная дуга, без следов излома или деформации.

Сделать криволинейный изгиб на пустотелой профильной трубе иными способами практически невозможно. Кузнечная поковка или выколачивание на оправке такого качества не обеспечат. Кроме того, неаккуратным ударом можно сделать вмятину или деформировать тонкостенную заготовку.






Как выполняется гибка труб?
Для выгибания трубчатых изделий чаще всего требуется относительно незначительное усилие, поэтому промышленное оборудование в таких работах применяют редко. Но, конструкция трубогиба должна быть такой, чтобы в процессе гибки не деформировалось сечение трубы.

Деформация может произойти по таким причинам:
- Угол изгиба превышает 10-15°. В данном случае внутренняя часть профиля чрезмерно сжимается, а внешняя – растягивается. Из-за этого труба деформируется и может треснуть.
- Высокое содержание углерода в стальном сплаве (все марки, начиная со стали 40). Материал очень упругий, поэтому при изгибе может пружинить. Если контур изделия имеет сложную форму, пружинное усилие может составить 15-20%.
- Искажение торца трубы, если она ненадёжно зафиксирована. Торец принимает другое положение, его перпендикулярность к оси полностью теряется. Такую трубу возможно не удастся установить в конструкцию после гибки.

Поэтому сначала нужно детально проработать схему, по которой будет изготовлен профилегиб своими руками, чертежи, фото, видео помогут подобрать оптимальный тип конструкции.
Лучше использовать готовые чертежи, разработанные инженерами под соответствующее сечение профиля
Чтобы избежать деформации, также важно выбирать подходящие марки стали. Для гибки лучше всего подходит профиль горячей прокатки.


















Также подходят изделия из мягких сплавов цветных металлов. На заготовке не должно быть следов коррозии и окалины, иначе усилие будет распределяться неравномерно.

Основные характеристики трубогиба
Конструктивно профильный трубогиб представляет собой специфический станок для проката профильной трубы, позволяющий изгибать труб с различными вариантами сечения профиля.
Хорошие трубогибы для профильных труб позволяют решать несколько задач, в число которых входят:
- Возможность изгиба трубы под необходимым углом, величина которого может достигать 180 градусов;
- Возможность работы с трубами в достаточно широком диапазоне диаметров – от 5 до 1220 мм;
- Возможность обработки труб, выполненных из разных материалов (при необходимости можно изгибать как металлические, так и пластиковые изделия).

В принципе, необходимость в трубогибе для обработки полимерных труб отсутствует – такой материал вполне можно изгибать другими способами. Зато при обработке металлических изделий не обойтись без профессионального оборудования.
Конечно, всегда можно приобрести готовый инструмент или арендовать его, но эти решения нельзя назвать лучшими. Аренда специализированного оборудования обычно обходится недешево, а приобретение – еще дороже. Кроме того, нужно понимать, что покупка трубогиба ради разовой работы будет не самым выгодным вариантом. Чтобы избежать лишних затрат, многие изготавливают трубогибочные станки своими руками.







Как механизировать процесс
Поскольку гидропривод обладает наибольшей автономностью, то в большинстве случаев используют именно его. В качестве источника создаваемого давления в домашних условиях можно применить обычный гидравлический домкрат. Его устанавливают сверху подвижного ролика трубогиба и под оправкой. Перемещая ручку домкрата, создают необходимое давление сгиба.
Выбор типоразмера домкрата для трубогиба ведут в зависимости от предела пластичности материала заготовки:
- Для сталей типа Ст3, сталь 10 – 120…130 МПа;
- Для сталей типа Ст.5, сталь 20 – 130…150 МПа;
- Для латуней – 80…100 МПа;
- Для алюминия — 60…80 МПа.
При выборе типоразмера учитывают также ход штока, который не может быть менее 115….120 % от конечной высоты изогнутой трубы (во внимание принимается неизбежное пружинение)
Роликовый трубогиб на автомобильных ступицах
Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы
Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.
Элементы конструкции профильного трубогиба
Поскольку энергоёмкость технологической операции сгиба даже высокопрочного проката невелика, то большинство элементов трубогиба можно изготавливать из обычной стали типа Ст.5.
 Диаметры осей роликов трубогиба подбирают по имеющимся типоразмерам подшипников качения, а для основы резиновых зажимных губок используют высокопрочную резину по ГОСТ 7338-90. Марка резины должна быть не ниже АМС (атмосферомаслостойкая), толщина — от 10 мм, степень твёрдости – Т (такой материал выдерживает давление от 5 МПа).
Диаметры осей роликов трубогиба подбирают по имеющимся типоразмерам подшипников качения, а для основы резиновых зажимных губок используют высокопрочную резину по ГОСТ 7338-90. Марка резины должна быть не ниже АМС (атмосферомаслостойкая), толщина — от 10 мм, степень твёрдости – Т (такой материал выдерживает давление от 5 МПа).
Особое внимание уделяется формующим роликам: они изготавливаются чистовым точением из инструментальной стали У10 или У12 по ГОСТ 1435-85. Необходимо строго соблюдать соотношения между исполнительными размерами ролика и размерами поперечного сечения заготовки (они указаны ранее)
Цепные передачи трубогиба и мультипликатор можно подбирать из готовых деталей, имеющихся в арсенале домашнего мастера (для мультипликатора, например, подойдёт узел, применяемый для аналогичных целей в гайковёртах).
При сборке стоит учесть оптимальные условия смазки трущихся элементов, а ручку для удобства пользования, делают с рифлёной пластиковой трубкой.
Рама трубогиба может быть сварной или собрана на болтовых соединениях.
Типы заводских приборов для гибки
Модельный ряд различается по наличию элементов и целевому назначению:
- Ручные приборы;
- Электрическое оборудование;
- Гидравлические станки.
Каждый из них имеет собственные особенности.
Ручной трубогиб

Это станок, изгибание трубопроката на котором производится своими руками. Иногда это может быть обычная ручка гидронасоса. Если посмотреть на фото станков, видно, что это предельно простые типы оборудования, не работающие с большими элементами. Но даже самодельный трубогиб ручной способен отлично сработать с металлическими, полимерными или нержавеющими трубами. Плюсы:









- Доступная цена, если станок самодельный, то экономия очевидна;
- Не требуется опыта ввиду примитивности прибора;
- Компактные размеры обеспечивают простоту транспортировки и расположения.
Недостатки:
Виды электрических трубогибов
- Сниженная скорость работы;
- Функциональность более видна на мягких металлах;
- Не подходит для изгибания массивных труб повышенной толщины стенок;
- Не всегда достигается 100% точность изгиба;
- Невозможность сделать на малом отрезке несколько изгибов.
Как правило, трубогиб, где работать нужно только своими руками, прилагая мускульную силу, используется в домашних условиях. Очень хорошо применять данный прибор с медью, алюминием и мягкой сталью. Но трубопрокат должен быть малого диаметра. При всех минусах, самодельный прибор пользуется сегодня наибольшей популярностью, из-за экономии финансов и простоты изготовления.
Гидравлический станок для гибки

Это оборудование, которое работает от сети. Может быть как самодельный, так и заводского изготовления. Использование оборудования позволяет работать с большими объемами. Технология проста: посредством зажимов трубный прокат помещается в станок, где происходит изгибание без приложения усилий. Работать можно только своими руками без привлечения помощи, а наличие дополнительных роликов помогает обработать трубы различного диаметра.
Достоинства оборудования:
- Не нужен большой опыт и даже если пользователь берется за оборудование первый раз, он отлично справиться с поставленной задачей;
- Оперативность обработки обуславливается тем, что не нужно гнуть трубы своими руками, все делает гидравлика;
- Можно согнуть довольно толстые трубы.
Минусы:
- Простота применения прибора обусловила повышенный спрос и цену;
- Невозможно гнуть тонкостенные трубы, оборудование заламывает элементы.
Электрический трубогиб

Это громоздкая конструкция, которая является высокоточным прибором для выполнения больших объемов работ. Отличается оборудование от прочих технологией обработки, принципом изгиба, способом управления. Для выполнения цели, нужно намотать необходимый радиус и поместить элемент в станок, все действия происходят в автоматическом режиме, и градус изгиба полностью соответствует предварительным чертежам.
Достоинства:
Виды трубогибов для сгибания круглых труб
- Высокая точность работ;
- Возможность сгибать заготовки любого диаметра;
- Показан для работы с круглой, тонкостенной трубой и для толстостенных изделий различного сечения.
Минусы:
- Дорогая стоимость;
- Большие габариты;
- Стационарность станка.