Технологический процесс – изготовление – поковка
Технологический процесс изготовления поковка сталь с отводами штамповкой в разъемных матрицах состоит из операций нагрева предварительно подготовленных заготовок, штамповки поковок, обрезки облоя и прошивки поковок.
Технологический процесс изготовления поковок начинается с резки заготовки на мерные длины.
Технологический процесс изготовления поковок горячей объемной штамповкой состоит обычно из следующих этапов: 1) отрезка проката на мерные заготовки; 2) нагрев; 3) штамповка; 4) обрезка облоя и пробивка пленок; 5) правка; 6) термическая обработка; 7) очистка поковок от окалины; 8) калибровка; 9) контроль готовых поковок.
Технологический процесс изготовления поковки в одноручьевом штампе на ГКМ схематически изображен в плане на фиг. После включения рабочего хода машины полуматрицы, сближаясь, жестко схватывают пруток зажимными частями. В сомкнутом положении рабочие части полуматриц образуют полость, соответствующую конфигурации заготовки. Конечный момент деформации показан в / / / положении.
Технологический процесс изготовления поковок начинается с резки заготовки на мерные длины.
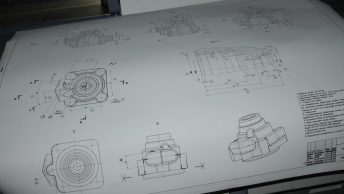
Разработка технологического процесса изготовления поковки состоит из разработки чертежа поковки и технологической карты.
Разработка технологического процесса изготовления поковок заключается в предварительном всестороннем ознакомлении с чертежом поковки и техническими требованиями, предъявляемыми к данной поковке, в рациональном разделении процесса на отдельные операции и переходы и в выборе приемов их выполнения.
В общем виде технологический процесс изготовления поковок горячей штамповкой состоит из ряда следующих одна за другой операций, основными из которых являются: резка прутков на заготовки; нагрев заготовок; штамповка; обрезка заусенцев; правка; термическая обработка; очистка от окалины и, в случае необходимости, калибровка.
При наличии карты технологического процесса изготовления предельно допустимой поковки для каждой группы отпадает необходимость в разработке аналогичных карт для каждой поковки данной группы. При получении нового заказа технолог должен проделать лишь следующее: распределить поковки по классам и группам ( согласно классификатору) и заготовить для каждой из поковок ( или некоторых поковок) специальные трафареты-слепыши. Последние могут быть заранее отпечатаны светокопией или типографским способом. Остальные графы заполняются технологом применительно к заданным характеристикам поковки.
При детальном расчете расход металла определяют на основании данных, полученных при разработке технологических процессов изготовления отдельных поковок и деталей из них.
Правильный выбор и рациональное использование подкладного инструмента, приспособлений и штампов позволяет значительно улучшить схему и технико-экономические показатели технологического процесса изготовления поковок средней и сложной конфигурации.
Если размер партии поковок достаточно большой и возможно повторение этого заказа, то технологический процесс предусматривает выполнение ковки с использованием специального подкладного инструмента, приспособлений и подкладных штампов. При изготовлении более крупных партий в случае рентабельности назначают технологический процесс изготовления поковок штамповкой в закрепляемых штампах на штамповочных молотах.
Методы получения
Изготовление поковок – довольно сложный технологический процесс. Существует два метода получения заготовок:
- Ковка. Данный способ производства поковок характеризуется предварительным нагревом металла до пластичного состояния. После этого заготовке придают нужную форму с помощью ударной нагрузки молота или пресса. Особенностью процесса является свободное положение заготовки при обработке. Поковки, полученные методом ковки, отличаются высоким припуском под обработку. Этот показатель практически в 2 раза превышает аналогичный для штампованных изделий. Гибка, вытяжка и волочение также являются разновидностями ковки.
- Штамповка. Главную роль в производственном процессе играет специальная оснастка, которая называется штампом. Матрица воздействует на заготовку с большим давлением. Ее форма полностью повторяет контуры готового изделия. Функцию силового элемента выполняет пуансон. Производственный процесс может протекать как в холодном, так и горячем режиме. Метод отличается высокой производительностью. Для обслуживания оборудования не нужны работники высокой квалификации. По сравнению с ковкой готовое изделие обладает более точными размерами и меньшей шероховатостью поверхности. Единственный недостаток штамповки заключается в высокой стоимости оборудования. Его целесообразно использовать лишь при массовом производстве.
Процесс изготовления поковок
Независимо от метода получения готового изделия изготовление поковок состоит из следующих этапов:
- Разделка металлургического проката на отрезки необходимого размера. Типоразмер и сечение исходного сырья зависит от возможностей поставщиков. Это может быть круг, квадрат, многогранник и даже швеллер или двутавр.
- Деформация металла. При ковке заготовка шлифуется под действием многократных ударов. Штамповка характеризуется равномерным давлением на поковку, в результате чего формируется готовая поверхность.
- Нормализация и отпуск заготовки.
- Качество готового изделия определяется специалистами технического контроля.
Поковка – это промежуточная заготовка, полученная методом пластической деформации металла, особенность которой является ее схожесть с будущей деталью или изделием по габаритным размерам и форме.
Процесс изготовления поковки проходит следующие этапы:
1. Резка проката различной конфигурации на необходимые размеры.
Используемый прокат может иметь круглое, квадратное, прямоугольное и многоугольное сечения. Иногда допускается применение заготовки в виде специального профиля (уголок, двутавр, швеллер)
2. Процесс деформации метала.
3. Термическая обработка поковки (нормализация и отпуск)
4. Прием готовой поковки отделом технического контроля.
Методы, используемые для изготовления поковки
Сегодня существует два основных метода получения поковки:
• Ковка – процесс деформации металлической заготовки, которая находится в пластическом состоянии и придания ей нужной формы путем воздействия ударной нагрузки бойков молота или пресса. К ковке также относят гибку, вытяжку, волочение. Отличительной особенностью ковки является то, что заготовка находится в свободном положении в процессе деформации, она не имеет четкой базировки.
Припуск под обработку кованой поковки практически в 2 раза больше, нежели у поковки полученной методом штамповки. На производстве ковку применяют только в мелкосерийном и единичном производстве двумя основными методами, это ручной или машинный.
• Штамповка – процесс деформации металлической исходной заготовки под давлением, протекающий с использованием дополнительной оснастки (специального штампа). Процесс пластической деформации осуществляется в матрице штампа, форма которой полностью идентична изготовляемой поковке. Ударным элементом, оказывающим нагрузку, выступает пуансон. Штамповка может быть выполнена с предварительным нагревом исходной заготовки, так и без него.
Преимущества и недостатки процесса
Горячая штамповка имеет некоторые преимущества и недостатки относительно ковки.
Преимущества ГОШ:
- высокая производительность превышает ковку в сотни раз;
- выпуск готовых изделий сложной конфигурации;
- относительная простота работы специалиста и его более быстрое обучение необходимым навыкам;
- меньшее количество допусков и припусков, так как механической обработке подвергаются лишь соприкасающиеся поверхности деталей, а остальные поверхности имеют удовлетворительные геометрические параметры и шероховатость. После калибровки допуски составляют всего 0,05 мм.
Недостатками являются:
- масса готового изделия не превышает 3,5 тонны;
- высокая стоимость специального инструмента штампа в отличие от ковочного инструмента. Штамп производят на основе высококачественной стали, используется исключительно для определенного размера поковки;
- необходимость использования более мощного оборудования в связи с деформацией всей заготовки, а не ее части, что требует увеличения силы воздействия. А также стенки полости штампа испытывают давление при течении металла, что сказывается на его износостойкости.
Горизонтально-ковочные машины.
На этих машинах выполняют горячую высадку различных деталей (типа стержня с утолщением, со сквозным отверстием, с глухой полостью, сложной конфигурации и т. п.) из пруткового материала или труб в многоручьевых штампах. Конструкция штампов позволяет осуществлять также пробивку отверстий, обрезку по контуру, отрезку от прутка и т. д. Горизонтально-ковочные машины различают с разъемом матриц в вертикальной и горизонтальной плоскостях.
Общий вид и кинематическая схема горизонтально-ковочной машины с вертикальным разъемом матриц представлены на рис. 48, а, б. Электродвигатель 1 через клиноременную передачу 2,маховик 3 и муфту включения 4 приводит во вращение приводной вал 17. Этот вал передает вращение коленчатому валу 22 посредством малой 16 и большой 21 шестерен. Коленчатый вал охватывает шатун 20,который приводит в возвратно-поступательное движение главный ползун 19. На коленчатом валу насажен эксцентрик 23, приводящий в движение боковой ползун 5. Последний, передвигаясь вперед, двигает систему рычагов 6, 7 и 8,связанных с зажимным ползуном 9.
Таким образом, поворот коленчатого вала вызывает поступательное движение бокового 5 и зажимного 9 ползунов; почти одновременно с ними происходит рабочее движение (движение вперед) высадного или главного ползуна 19.
С высадным ползуном через систему рычагов и роликов связан передний упор 13. При исходном положении ползунов 19 и 5 (это положение изображено на рисунке) упор 13 опущен в штамповое пространство и находится между пуансоном 14 и половинами 11 и 12 матрицы. Подаваемая вперед нагретая заготовка соприкасается с упором. Как только ползуны начинают двигаться вперед (рабочий ход), упор 13 при помощи рычага 15 начинает подниматься и выходит из штампового пространства. Зажимной ползун 9, опережающий высадочный ползун 19,зажимает заготовку между половинами 11 и 12 матрицы, после чего высадочный ползун пуансоном 14 ударяет по торцу заготовки.
После высадки происходит обратное движение ползунов, поковка освобождается и штамповщик убирает ее или перекладывает в другой ручей.
Горизонтально–ковочная машина имеет холостой и рабочий ходы. Холостой ход начинается включением электродвигателя, когда вращается только шкив 3,но муфта 4 выключена; тормоз 18,находящийся на правой стороне приводного вала 17,удерживает приводной вал от вращения. При нажатии педали 10 сжатый воздух поступает в муфту и включает ее, что ослабляет затянутые ленты тормоза и приводит к вращению приводной вал. Одновременно поступающий воздух в тормоз 18 освобождает затянутые ленты тормоза, и вращение с приводного вала передается на коленчатый вал.