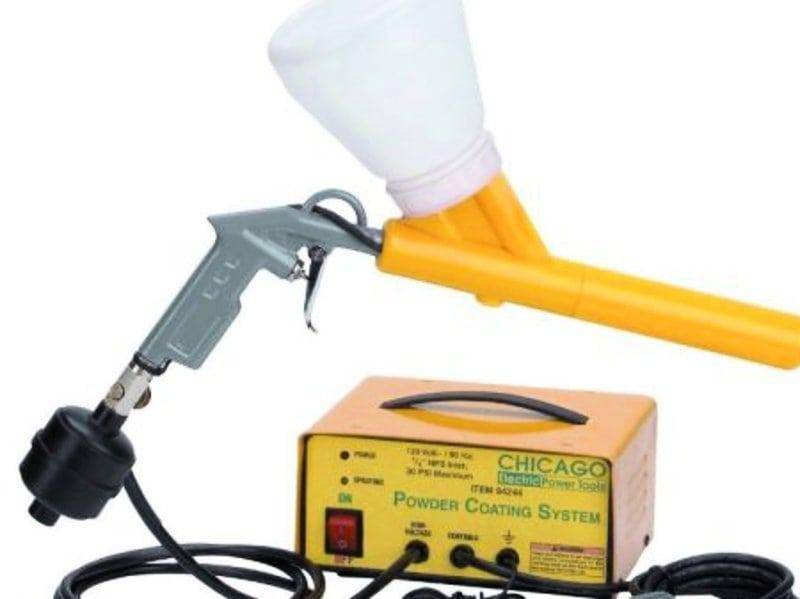
Что нужно для воплощения идеи в жизнь?
Помещение
Достаточно обычного помещения в виде гаражного бокса, в летний период автомобиль можно красить на открытом воздухе предварительно закрыв его стенками из полиэтилена с ветреной стороны.
Оборудование
Не требует профессиональной техники, достаточно электрического краскопульта с маркировкой HVLP (HighVolumeLowPressure) типа WAGNER W560 примерная стоимостью 100$.
Материал
Краска представлена наносящимся в жидком виде композитным резиноподобным составом, который в течение 4х часов после нанесения последнего слоя превращается в прочную защитную пленку.
Как видите, необходимая материально-сырьевая база доступна даже начинающим бизнесменов.
Самая основная статья расходов связана непосредственно с закупкой композита Dempinox. Об этом не стоит переживать, так как эти расходы компенсируются после выполнения заказа.

Типы распыления
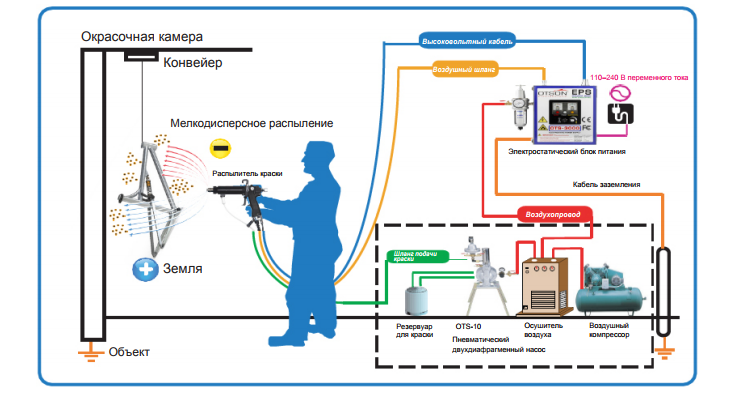
Применяются два вида электростатического распыления — классическое и каскадное. Классика предполагает, что по высоковольтному кабелю на электростатический краскопульт поступает постоянный ток под высоким напряжением. Классическая схема имеет ряд существенных недостатков. Прежде всего, речь идет о нестабильности напряжения в пистолетном электроде. Кроме того, красить достаточно неудобно, так большой кабель стесняет в действиях, а для отключения электропитания нужно всякий раз добираться до трансформатора.
В каскадной методике высокое напряжение формируется не вовне, а в самом пистолете. К пистолету по низковольтному кабелю направляется напряжение всего лишь в 12 В, а уже внутри устройства происходит генерация высокого напряжения. Преобразование осуществляется на каскаде краскопульта. Применяемый кабель тонок и гибок, благодаря чему работать с ним очень удобно.
Каскадный способ позволяет отключать поступление электричества независимо от генератора, а также контролировать уровень напряжения, выбирая подходящий для того или иного вида материала. Само напряжение отличается высокой стабильностью, что позволяет существенно сократить расход ЛКМ. Главный недостаток каскадного распыления — высокая стоимость оборудования. Однако затраты быстро окупаются за счет экономичности данной технологии.
Электростатическое распыление имеет некоторые ограничения, диктуемые следующими обстоятельствами:
- Свойствами лакокрасочного материала. Чтобы краска правильно заряжалась на электроде, необходимо сопротивление на уровне не меньше 30 кОм. В противном случае эффективность покраски в электростатическом поле радикально сокращается. В качестве примера лакокрасочного материла с низким уровнем сопротивления можно привести составы со значительными добавками металлической пудры (к таковым относятся эмали типа «металлик»). До последнего времени электростатическое окрашивание не использовалось при нанесении водорастворимых красок, так как существовал высокий риск коротких замыканий по причине электропроводимости жидкости. Последние модели оборудования для электростатического окрашивания позволяют работать с водорастворимыми ЛКМ.
- Свойствами материала. Не проводящие ток изделия, такие как пластик и древесина, окрашивать сложно. Облегчить процесс можно при помощи специальных токопроводящих грунтов (в случае с пластиком) или увлажнения (для древесины).
- Формой окрашиваемой детали. Как было сказано выше, электростатический метод позволяет окрашивать изделия разных форм, однако в замкнутом токопроводящем контуре напряжение электростатического поля равняется нулю. Поэтому в глубоких выемках отсутствует электрическое поле, из-за чего на такие участки не попадают частицы лакокрасочного материала. Более того, не попадая во всевозможные впадины, краска концентрируется на других участках (например, на кромках), что приводит образованию слишком толстого слоя покрытия. Чтобы избежать подобных проблем (их называют контуром Фарадея), окрашивание труднодоступных мест осуществляется обычным краскопультом — безвоздушным или пневматическим.
Устройство и виды электростатических краскораспылителей
Если сравнивать электростатические краскораспылители с традиционными, то общими чертами можно считать принцип работы материало — и воздухопроводящих каналов, а главными отличиями — наличие электрода, заряжающего ЛКМ, и высоковольтной системы, обеспечивающей наличие электрического потенциала на этом электроде. В дополнение к описанным выше принципиальным отличиям в конструкции краскораспылителей следует также отметить, что корпус традиционных краскораспылителей, как правило, изготавливается из стали или алюминия, в то время как в случае электростатических краскораспылителей корпус обычно выполняется из комбинации изолирующих и токопроводящих пластиков, для того чтобы максимально защитить маляра от поражения электрическим током.
Различают два типа высоковольтных систем электростатических краскораспылителей: классическую и каскадную. Рассмотрим их подробнее.









В случае классических (внешних) высоковольтных систем высокое напряжение постоянного тока подается непосредственно на краскораспылитель от трансформатора (источника высокого напряжения) при помощи высоковольтного кабеля. К достоинствам краскораспылителей, в которых используется классическая высоковольтная технология, относятся простота конструкции и отсутствие электронных элементов в корпусе краскораспылителя; сравнительно малый вес краскораспылителя; встроенная защита от короткого замыкания; меньшая стоимость краскораспылителя и хорошая ремонтопригодность, а к недостаткам — нестабильность высокого напряжения на электроде; отсутствие независимого выключателя электрического питания на краскораспылителе.
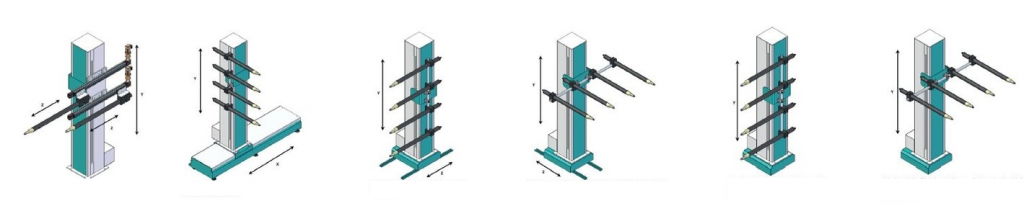
Окрасочные установки для нанесения ЛКМ в электростатическом поле
В состав установки для электростатической окраски, как правило, входят краскораспылитель, источник высокого напряжения, воздушные и материальные шланги, питающий кабель, кабели заземления, оборудование во взрывозащищенном исполнении для подачи ЛКМ на краскораспылитель (диафрагменный или поршневой насос, красконагнетательный бак), причем наличие в системе электрического тока высокого напряжения обязывает строго соблюдать правила техники безопасности и тщательно заземлять основные элементы установки.
В случае работы вне помещения, например, при окраске крупногабаритных металлоконструкций вместо источника высокого напряжения используется мобильный пневматический генератор электрического тока постоянного напряжения, который позволяет работать автономно от сетей электропитания.
Заключение
Технологии электростатической окраски совершенствуются на протяжении более полувека, и на сегодня электростатическая окраска во всех ее вариациях — это самый экономичный из методов распыления, обеспечивающий получение высококачественного лакокрасочного покрытия при максимальном переносе ЛКМ на окрашиваемое изделие и значительном снижении затрат на переработку отходов ЛКМ. В зависимости от типа применяемого покрасочного оборудования данный метод окраски может использоваться как в условиях массового и серийного производства, так и при мелкосерийном и единичном производстве изделий.
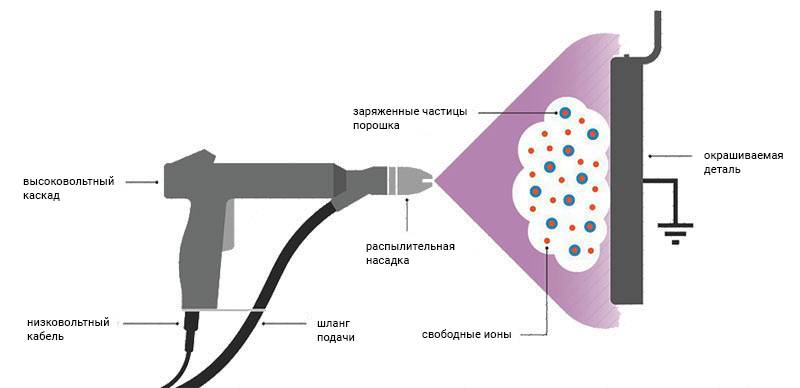
Электростатическая покраска — это нанесение на поверхность краски с использованием сил взаимодействия между неподвижными точечными электрическими зарядами (кулоновская сила). Лакокрасочный материал (чаще всего на основе воды, но существуют варианты и с органическим растворителем) наносится с помощью специального покрасочного пистолета.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.
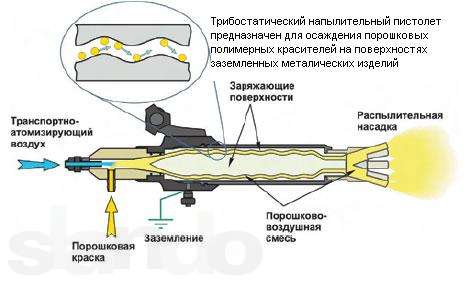
 Трибостатический пистолет
Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.








Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Краскопульт «Star 3001»
В качестве примера разберем краскораспылитель «Star 3001». В данном аппарате применяется каскадный способ образования высокого напряжения. Изготавливаются как механические, так и автоматические модификации оборудования. Обе модели могут работать как с безвоздушным распылением, так и с воздушной смесью.

Таким образом, ассортимент оборудования широк, поэтому перед покупкой нужно определиться с тем, как будет использоваться электростатический пистолет. Аппарат «Star 3001» предназначен для работы с ЛКМ на водной основе. Это означает защищенность устройства от короткого замыкания, поскольку конструкция произведена из специального материала. А вот для работы с органическим растворителем «Star 3001» не подходит, поэтому нужно поискать модификацию, корпус которой инертен по отношению к растворителям.
Проблема с контуром Фарадея в распылителе данной модели решается отключением электропитания. При отсутствии питания ЛКМ распыляется только под воздействием давления. Клавиша управления напряжением располагается прямо на корпусе краскопульта, что очень удобно. Кроме того, давление можно контролировать своими руками — достаточно нажать на курок. Пистолет также оснащен памятью, благодаря чему поддерживается до трех вариантов электростатического поля на каждый вид краски.
Немаловажный параметр любого применяемого лакокрасочного материала — электрическая сопротивляемость. Вместе с аппаратом «Star 3001» поставляется зонд, который тестирует ЛКМ на сопротивляемость, тем самым обеспечивая наилучший показатель для электростатического поля.

Несмотря на техническую оснащенность, такой краскораспылитель отличается простотой обслуживания. Корпус легко разбирается, после чего все механизмы доступны визуальному наблюдению. В случае поломки замене подлежат любые детали пистолета. Это обстоятельство позволяет упростить ремонтные работы, а также удешевить их.
Следует отметить малый вес устройства — всего 900 граммов. Благодаря легковесности, работать с аппаратом физически не тяжело, а за счет эргономичной рукоятки еще и удобно.
Для промышленного применения разработана модификация «LARIUS 2 Paint Systems». В такой системе применяется двойная диафрагма, за счет которой краска нагнетается под малым давлением.






Технология покраски своими руками дисков порошковой краской и видео процесса
Принцип порошковой окраски состоит в следующем: в приборе напыления происходит электризация частиц краски, которые в процессе притягиваются к заземленной плоскости детали. Процедура полимеризации поверхности осуществляется в термокамере. Технология включает три этапа:
Подготовительный этап
Некоторые автомобилисты при покраске колесных дисков авто порошковой краской пренебрегают этим пунктом, и, надо сказать, зря. Без качественной подготовки невозможно добиться соответствующего качества покрытия. Мастера применяют следующие способы:
- Химическая и абразивная обработка – процедура по удалению ржавчины и старой краски. Для реализации применяют металлическую щетку, наждачную бумагу, пескоструйный аппарат, а также кислотные и щелочные препараты.
- Травление – устранение загрязнений и коррозии, которые не поддались первичной стадии обработки. Операция совершается с применением растворов фосфорной, соляной, азотной или серной кислоты.
- Фосфатирование – обработка фосфатом железа, марганца или хрома. Метод в несколько раз увеличивает адгезию порошковой краски с плоскостью автодиска.
- Промывка и сушка – удаление продуктов предыдущих этапов обработки и окончательная сушка детали.
Фаза нанесения грунтовки
Итак, покрышка демонтирована, теперь наступает черед грунтовки. Нужно отметить, что по технологии этот этап не предусмотрен, но при окраске автодисков мастера рекомендуют его реализовать. Это способствует, по их словам, лучшей адгезии и антикоррозионной стойкости.
После высыхания грунта его поверхность зачищается при помощи мелкозернистой шлифовальной шкурки. Обычно используются эпоксидно-цинковые и эпоксидные грунты.
Нанесение порошковой краски
Дальнейшая покраска автомобильных дисков своими руками на видео проводится в специальной камере при помощи особого распылителя-аппликатора, который работает по электростатическому принципу. Заряженный порошок наносится на заземленную деталь за счет сжатого воздуха.
Благодаря электростатическому напряжению обеспечивается дальнейшее удерживание краски на поверхности колеса. Метод прекрасно зарекомендовал себя при окраске литых дисков , они выглядят даже лучше, чем новые.
Процесс полимеризации
Деталь, покрытая полимерно-порошковой краской, на финальной стадии устанавливается в термальный шкаф, в котором поддерживается температура 190-220°C. Время для сушки – от 40 до 60 минут. Все профессиональные камеры оборудованы электронным блоком управления.
В гаражных условиях сушильную камеру можно сконструировать своими руками. Для этого собирается ящик с утеплителем, где роль нагревателя отводится обычным ТЭНам. В целях организации конвекции воздуха внутри камеры нужно продумать несложную систему с вентилятором, который устанавливается снаружи шкафа.
Технология
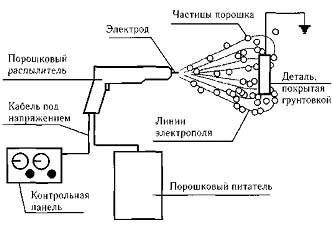
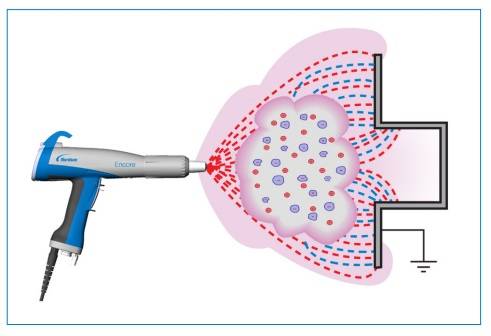
Впервые электростатический распылитель был использован в 1941 году американским изобретателем Г. Рансбургом. Методика подразумевала использование электрических полей, по которым передвигаются заряженные частицы краски. Жидкий лакокрасочный материл вступает во взаимодействие с электродом, расположенным в пистолете, в результате чего краске передается высоковольтный отрицательный заряд (60-100 кВт). Заряженные частицы, выйдя из сопла краскопульта, направляются по линиям электростатического поля к заземленному изделию, на которое наносится ЛКМ.

Окрасочный факел возникает благодаря обоюдному отталкиванию заряженных частиц лакокрасочного материала
Важное отличие данной технологии от других методов состоит в отсутствии необходимости в красочном тумане, так как частицы направляются по заданным линиям. Коэффициент переноса краски может колебаться от 70 до 98 процентов
Показатель переноса зависит от проводимости окрашиваемого материала, формы изделия и других косвенных факторов.
Электростатический способ позволяет сократить расход ЛКМ, а сам процесс покраски делает проще. При окрашивании металлических труб традиционным способом нужно несколько раз переворачивать изделие. В случае же с электростатическим пистолетом деталь поворачивать нет необходимости, так как заряженные частицы направляются по силовым линиям и легко огибают препятствия. Окрашивание осуществляется очень равномерно, поскольку на уже обработанном месте краска отталкивает излишки поступающего материала.








Плюсы порошковой краски с экономической точки зрения
 Рассмотрим, какие есть положительные моменты в покрытии поверхности порошковой краской в экономической области:
Рассмотрим, какие есть положительные моменты в покрытии поверхности порошковой краской в экономической области:
- Так как отходов практически нет, то экономически выгодно купить именно ее, ведь иначе вы будете переплачивать за неиспользованную подтекшую краску, если речь идет о масляной краске.
- На окрашиваемый материал идет практически вся порошковая краска, как уже было сказано, потерь практически нет.
- Если краски много, то ее можно использовать повторно. Речь идет о том покрытии, которое не осело на поверхности, когда распыляли краску. Это возможно благодаря ее удачному составу.
- При этом весь процесс полностью автоматизирован. Поэтому обучаться тому, как правильно красить не приходится долго. Рабочие обычно готовы к работе спустя несколько минут после инструктажа.
- Потерять при окраске можно всего лишь от одного до четырех процентов краски.
- При этом практически девяносто пять процентов краски, которая остается не у дел, можно собрать и отправить в повторное использование. Это означает, что порошковая краска имеет высокий показатель утилизации.
- Так как нет нужды в растворителе, то это может означать, что вы не будете дышать испаряющимся веществом, ожидая, когда он высохнет, что во многом также сокращает время и средства.
Оборудование для безвоздушного нанесения краски
Оборудование для безвоздушной покраски от вышеописанных устройств отличается тем, что при его использовании не применяется сжатый воздух для дробления капель. Сам термин «безвоздушное напыление» является условным. В таких аппаратах лакокрасочное покрытие подается под высоким давлением и вытесняется через специальное сопло малого диаметра.

Электрический безвоздушный распылитель
Размер капель распыляемой краски в этом случае зависит от формы и геометрических размеров сопла, а также от давления краски.
Среди достоинств такого метода нанесения ЛКП, можно выделить следующие моменты:
- Потери краски на много меньше, так как отсутствует туманообразование;
- Возможность распыления более вязких составов. К примеру, оборудование для покраски жидкой резиной должно быть безвоздушным.
- Нет необходимости в использовании мощной вентиляции, так как остается необходимость лишь в удалении паров растворителя;
- Более высокая производительность труда, что особенно заметно при покраске больших площадей.
- Благодаря возможности нанесения более толстого слоя покрытия, снижается трудоемкость покрасочных работ.
Отличительной особенностью данного метода покраски является резко очерченный факел распыляемого покрытия, так как практически полностью отсутствует туманообразование.
Безвоздушное оборудование делится на несколько видов, в зависимости от типа привода, оно бывает:
- Электроприводным;
- Бензиноприводным;
- С пневматическим приводом.

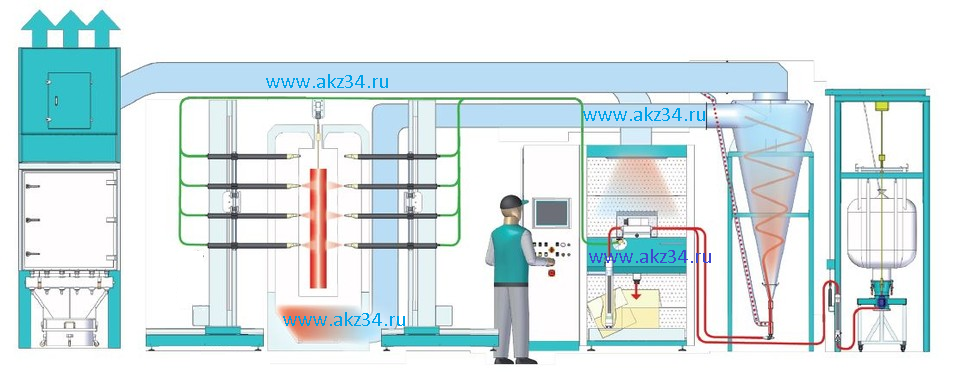
Устройство для электростатического распыления ЛКП
Что представляет собой покраска порошковая
Порошковая покраска представляет собой процесс нанесения твердых компонентов дисперсионного состава со специальными пленкообразующими смолами и целевыми добавками.

Область применения технологии порошковой покраски обширна и включает перечень изделий подлежащих данному процессу окрашивания. В качестве примера назовем необходимость покрытия внутренней поверхности труб для нефтедобывающей и перерабатывающей промышленности. Таким образом, применение технологии покраски необходимо в следующих условиях: • повышенное внутренне давление в трубах • высокая температура рабочей среды • присутствие агрессивных сред.







Порошковая покраска металла способна в данном случае исключить неблагоприятные факторы и обеспечить работоспособность и функционирование.
Где заказать порошковую покраску деталей автомобиля?
Требуется провести покраску насадки на глушитель в Москве? Хотите заказать порошковую покраску суппортов? Обращайтесь в ! Мы специализируемся на данном направлении и располагаем всем необходимым для проведения работ на профессиональном уровне. Покраска проводится опытными специалистами, которые строго соблюдают все технологические процессы и проводят контроль качества в соответствии с государственными стандартами.
Современное оборудование и расходные материалы, качество которых проверено временем и многократным применением, позволяют нам гарантировать получение высокопрочного покрытия, которое обеспечит необходимую защиту обрабатываемому изделию.
Покраска осуществляется в один или несколько из 213-ти цветов по классической шкале “RAL”. Наши специалисты индивидуально подберут схему покраски, благодаря чему цвет элемента будет именно таким, каким его желает видеть заказчик, а автомобиль станет единственным в своём роде, непохожим на другие. Мы проводим как покраску новых элементов, так и реставрацию тех, которые уже побывали в эксплуатации. После неё они снова будут выглядеть как новенькие и получат новую жизнь. Желаете заказать покраску деталей автомобиля? Лучше исполнителя, как «TermoColor», Вам не найти!
В условиях современного кузовного ремонта и покрасочных работ на рынке существует большое количество предложений связанных с различными технологиями нанесения лакокрасочного покрытия. Одним из наиболее качественных и востребованных вариантов в последнее время становится полимерная покраска авто. Выполнить такие работы можно всего за несколько часов к тому же своими руками, но гарантия на эксплуатацию составляет около 10 лет. Если решитесь делать все самостоятельно, то четко соблюдайте технологию, не экономьте на материалах и учтите, что вам потребуется специальное оборудование. Если вы не готовы к таким вложениям, то есть смысл рассмотреть автомастерские, которые предлагают полимерную порошковую покраску, как кузовных деталей, так и дисков.
Подготовка оснащения к работе
Дренажную трубку необходимо поместить в сосуд с грязным красящим материалом, а шланг для всасывания в емкость с чистым ЛКМ. Посредством поворота регулятора оборудование безвоздушной покраски запускается в работу. Когда краска начнет проходить по дренажному шлангу, его нужно окунуть в ведре во избежание появления пузырьков воздуха в системе. Чтобы выжать газы полностью, дренажи следует соединить со шлангом специализированной клипсой, затем поместить трубки в емкость с материалом. Насос должен прокачать жидкость на протяжении полминуты, чтобы полностью вышел воздух.
Не стоит спешить окрашивать поверхности, едва купив оснащение безвоздушного распыления! Перед самым началом основных процессов новичкам необходимо усвоить ряд нюансов, способствующих успешному завершению технологических операций.
- На многих распыляющих инструментах предусмотрены снимающиеся фильтры возле насосного приспособления и пистолетной ручки. Нельзя начинать окраску, не удостоверившись, что фильтровальные мешки чистые.
- Если краска проходит через сетчатые фильтровальные установки, в ней не будет механических примесей, негативно влияющих на качество окрашивания.
- Заполнение красящим материалом осуществляется в один прием, чтобы сократить количество поступающего в рабочую среду воздуха.
- Для эффективного забора краски используют шланги высокого давления.
Чтоб удачно прогнать краску через рабочий агрегат, сопло необходимо заблаговременно снять с пистолета над ведром с использованным материалом. Таким образом, можно предотвратить чрезмерное разбрызгивание краски в условиях высокого давления.