Что влияет на процесс засыхания
Для достижения лучшего результата перед использованием холодной сварки нужно прочесть предоставленную производителем инструкцию
В ней перечисляются те параметры, на которые следует обратить особое внимание:
- материалы, с которыми работает этот конкретный состав;
- время первичного застывания;
- время засыхания;
- температура окружающей среды, наиболее подходящая для склеивания;
- возможность склеивать влажные поверхности.
Температура в рабочем помещении для разных составов может быть разной, но в основном варьируется в пределах от 16 до 22 °С.
Если инструкцией предусматривается склеивание мокрых поверхностей, то речь идёт о применении в условиях, когда добиться сухих поверхностей невозможно. Однако соединение влажных деталей в любом случае будет не настолько прочным, поэтому, если есть возможность, детали всё равно следует избавить от влаги.
Данные о скорости засыхания
Чтобы понять сохнет холодная сварка для линолеума, или другая разновидность, стоит ознакомиться с ее характеристиками.
| Марка | Первичное высыхание, минут | Вторичное высыхание, часов | Температура, градусов Цельсия |
| Линоль | 30 | 6 | 20 |
| Penosil | 5 | 1 | 17 |
| Alteco | 20 | 2,5 | 18 |
| Zollex | 60 | 18 | 20 |
| Nowax | 15-20 | 3 | 18-20 |
| Poxipol | 30 | 3 | 16-18 |
Таким образом, хорошо видно, что есть большая разница в том, сколько времени застывает холодная сварка в зависимости от сферы ее применения и марки. Наблюдается такая закономерность, что чем крепче и сложнее состав материала, тем дольше будет происходить высыхание. К примеру, если сравнить то, сколько сохнет холодная сварка Poxipol для металла с той, которая используется для склейки дерева, то будет заметно, что этот параметр вырос в несколько раз. При соблюдении всех параметров, указанных на упаковке, вы сможете получить тот самый результат, который и ожидали.
Виды сваривания
Термин «холодная» означает, что подогрев деталей в печи перед электродной сваркой не производится и сварка чугуна проходит по специальной технологии, имеющей свои особенности. Шов ложится на холодный металл.
Способов холодной сварки на практике два:
- специальными медными электродами;
- полимерными клеящими составами.
Оба способа имеют один недостаток. Применять их можно для создания швов с малой нагрузкой. Прочные соединения, выдерживающие вибрации, удары, изгибы, делаются только горячим способом.
Сваривание электродами (Фото: Instagram / mdfkl.belarus)
Электродами
Для холодной сварки применяют электроды с медным стержнем. Пластичный металл легко образует соединение с чугуном. Шов получается мягче, чем сами соединяемые детали, он выдерживает статические нагрузки на изгиб.
На производстве при сваривании деталей более 20 мм толщиной применяются комбинированные электроды из стали и меди. Они имеют разные варианты:
- медный стержень покрыть стальной фольгой;
- трубка из цветного металла заполнена стальным порошком.
Заварка широких швов, наплавка, производятся пучком электродов. Для холодной сварки используют связки из стальных и медных электродов с обмазкой.
Во всех электродах для холодной сварки используется медь. Цветной металл проникает между кристаллами чугуна и создает с ним прочное соединения без напряжений переходной зоны. Условием создания плотного материала шва является проковка. Сразу после отведения электрода в сторону, горячий сплав следует уплотнить, проковав его молотком. Попавшие внутрь газы выйдут. Слои металла плотно улягутся, образуя однородный сплав.







Технологический процесс сложный. Требует точного соблюдения всех пунктов, от подготовки до проковки.
Полимерные составы
Холодной сваркой называется термостойкая полимерная паста на основе эпоксидной смолы. Она содержит чугунный порошок и применяется в основном для заделки раковин. Готовят двухкомпонентный состав непосредственно перед применением. Плотно заполняют клеем пустоту в металле или разделанный шов.
Полимерные средства по сварке отличаются допустимой температурой нагрева и твердостью после застывания. После механической обработки детали клей отличается более светлым тоном. Переход размытый, четкой границы нет.
Холодную сварку применяют для ремонта небольших дефектов чугунных деталей автомобилей. В машиностроении используют для исправления литейных дефектов крупных отливок, восстановления направляющих станин, стоек.
Нанесение полимерного состава (Фото: Instagram / vyhlop)
Время засыхания и правила применения
В инструкции по применения указано три временных промежутка, каждый из которых нужно точно соблюдать время:
- выдержки смазанных составом поверхностей;
- сжатия деталей;
- полного высыхания состава до начала эксплуатации изделия.
При нарушении продолжительности выдержки, если не начать сжимать детали сразу после нанесения, растворитель не успевает размягчить приповерхностный слой, контакт между деталями возникнет не по всей поверхности. Если же, наоборот, передержать смазанные поверхности, состав успевает высохнуть и при сжатии не произойдет смешивания слоев. Засохлый слой клея придется удалять
Если недостаточно временить при сжатии деталей, то не происходит взаимопроникновения размягченных слоев, и соединение будет непрочным.
Состав средства
Обычно состав состоит из двух компонентов, которые необходимо смешать непосредственно перед применением. После этого смесь наносится на склеиваемые поверхности, которые затем с силой прижимаются друг к другу на определённое время.
Адгезивным компонентом чаще всего выступает эпоксидная смола, а наполнителем может быть, к примеру, металлический порошок, который придаст прочность и термостойкость шву. Также некоторые производители добавляют в состав различные присадки, тем или иным способом улучшающие эффективность клея.
Несмотря на то что процесс не требует ни нагрева, ни воздействия электричеством, соединение получается достаточно прочным, чтобы выдерживать как довольно большие нагрузки, так и вибрацию.
Общие рекомендации
- удалить старые латки;
- прочистить места протечек металлической щеткой;
- обработать трещины и пробоины болгаркой с чистящим кругом;
- устранить дефект методом пайки либо сварки.
Далее следует окрасить батарею (о краске для батарей отопления можно прочитать здесь ) и установить ее на место
При этом важно соблюдать правила монтажа – использовать паклю, ФУМ ленту, качественную запорную арматуру и особое внимание уделять местам соединений
Установив батарею в контур, стоит наполнить систему водой и проверить герметичность отопительного прибора
Важно осуществлять данный этап при работающем котле, поскольку циркуляция теплоносителя под давлением может выявить протечки и слабые места в соединениях. Если в режиме интенсивного использования системы отопления на протяжении суток течь не обнаружена, то проблему можно считать решенной
- Как залить воду в открытую и закрытую систему отопления?
- Популярный напольный газовый котел российского производства
- Как грамотно спустить воздух из радиатора отопления?
- Расширительный бачок для отопления закрытого типа: устройство и принцип действия
- Газовый двухконтурный настенный котёл Навьен: коды ошибок при неисправности
Рекомендуем к прочтению
Как грамотно слить воду из батареи отопления? Эффективная промывка системы отопления: методы и рекомендации Опрессовка системы отопления воздухом по нормам СНиП Что это такое — опрессовка системы отопления и когда она нужна?
2016–2017 — Ведущий портал по отоплению. Все права защищены и охраняются законом
Копирование материалов сайта запрещено. Любое нарушение авторских прав влечет за собой юридическую ответственность. Контакты







Советы и рекомендации
Чугун имеет высокую жидкотекучесть и удержать его в ванне трудно. Специалисты рекомендуют располагать детали на плите таким образом, чтобы разделка располагалась горизонтально, внизу.
Сделав прихватки, следует накладывать короткие швы длиной до 25 мм сразу их проковывать легкими ударами молотка. Располагаться они должны на расстоянии 150–200 мм. Если соединение короткое, следует ждать охлаждения заготовок. Проверить готовность материала к свариванию можно рукой. Она будет чувствовать приятное, не обжигающее тепло.
Любители ремонтировать самостоятельно могут использовать холодную сварку дома, ремонтируя автомобиль, бытовую технику. Небольшие швы на мелких деталях не перегреют чугун и будут хорошо держать.
Характеристики и состав холодной сварки
Холодная сварка — это клеевая масса, которая, содержащая в своем составе один или два компонента. В рецепт входят следующие компоненты:
- Основа – эпоксидная смола, она призвана обеспечить его пластичной и однородность.
- Наполнитель – металлическая составляющая.
- Дополнительные вещества – сера и многие другие элементы.
Если выполнять такое соединение в лаборатории, то полученный шов может показать лучшие характеристики, чем соединение полученной традиционной сваркой. Но практика показывает, что эти прочностные параметры будут существенно хуже и поэтому холодную сварку применяют для проведения мелкого ремонта.
Если внимательно посмотреть на состав клея, то можно понять, для каких температурных режимов он предназначен.
Большинство представленных на рынке составов имеет предельную температуру 260 градусов. Но есть составы, не теряющие характеристики при температурах порядка 1300 градусов.
У каждой марки клея свое время затвердевания. И его можно разделить на две части – первичное и окончательное высыхание. Первичным можно назвать то, после которого состав теряет гибкость и становиться невозможным внесение изменений в нанесенную массу. В зависимости от марки и состава первичное время составляет 5 – 20 минут. Полное застывание происходит через 12 – 24 часа.
Особенности
Состав может быть использован в любых сферах, где эффективна обычная сварка для металла, однако ряд объективных причин препятствуют работе последней. Такой метод соединения металлических поверхностей заключается в объединении элементов при помощи пластичности сварочной смеси, которая проникает в материал.
Особенностью холодной сварки также является тот факт, что для обеспечения продуктивной работы нет необходимости в покупке специализированного дорогостоящего оборудования. Этот способ можно отнести к сварке давлением, однако спайка получается за счет глубокого пластического деформирования, которое разрушает оксидный слой материала, что делает расстояние между элементами аналогичным параметрам кристаллической решетки. Именно увеличение энергетического уровня веществ благоприятствует созданию прочной химической связи.
Свойства данного материала дают возможность работать с поверхностями и конструкциями из цветных и черных металлов. Главной особенностью такого способа скрепления является тот факт, что холодная сварка представляет собой идеальный вариант для ремонта металлических изделий, чувствительных к нагреву, и обеспечивает надежное соединение между собой различных металлов.


Метод обладает рядом преимуществ.
- Продукция доступна для потребителей, продается во многих супермаркетах.
- Проводить соединения элементов в большинстве случаев можно без их предварительного демонтажа.
- Работы не отнимают много времени.
- Склеиваемые поверхности не деформируются, поскольку не подвергаются воздействию высоких температур.
- Сварочный шов отвечает требованиям эстетической привлекательности.
- Часто данный метод выступает единственной возможностью соединить детали. Это касается сварки элементов из меди и алюминия, а также емкостей, которые содержат взрывоопасные вещества.

- Технология исключает образование отходов.
- Нет необходимости прилагать максимальные усилия для проведения процесса соединения деталей.
- Материал абсолютно безвреден.
- Для работы не нужны особые навыки и специальный инструмент.
- Существуют термостойкие разновидности состава, с которыми можно работать при температуре более +1000 С.


К недостаткам материала относят несколько особенностей.
- Прочность сварочного шва все же имеет меньший показатель в сравнении с обычной сваркой, поэтому продукция не всегда годится для применения в промышленных масштабах.
- Холодная сварка не позиционируется как материал для заделывания больших дефектов.
- Поверхности, которые нужно соединить, нуждаются в тщательном очищении перед нанесением состава. В противном случае качество сцепления резко уменьшается.

Недостатки
- Сварка для батарей рассчитана только на невысокие нагрузки, так что для серьезного ремонта она не пригодна и нужно использовать другие методы;
- Надежность шва во многом зависит от технологии проведения процесса, так как если не были соблюдены все правила, состав может не взяться должным образом;
- При нанесении сварки нужно подстраиваться под заданные температурные режимы;
- К очень долговечным полученные швы нельзя отнести.
Разновидности
Холодная сварка для стальных труб отопления является востребованным средством, которое изготавливает несколько компаний. На рынке имеются как отечественные, так и зарубежные производители, отличающиеся как ценой, так и качеством. Признанными лидерами в этой области являются HI-Gear и Abro. Среди отечественных производителей также имеется несколько специализированных марок, которые имеют пометку «для труб». Среди производителей популярностью пользуются Полимет и Алмаз.










Холодная сварка HI-Gear и Abro
Состав
В состав материала входят следующие элементы:
- Эпоксидная смола – основа для клея, которая придает всей субстанции однородность и пластичность;
- Добавочные компоненты – для улучшения свойство склеивания, такие как сера и прочее;
- Металлический компонент – отвечает за усиление прочности материала в застывшем состоянии и более длительный срок эксплуатации.
Технические характеристики
Характеристики используемого материала являются одними из главных факторов, на который следует обращать внимание. Данная разновидность обладает следующими показателями:
Характеристика | Значение |
| Минимальная температура использования, градусы Цельсия | -60 |
| Максимальная температура использования, градусы Цельсия | -150 |
| Время сохранения пластичности, мин | 5 |
| Через сколько времени можно подвергать нагрузке, часы | 2 |
| Масса упаковки, г | 50 |
Выбор
Холодная сварка для пластиковых и металлических труб может иметь сильные различия. Разница состоит в укрепляющем элементе, входящем в состав. Для металлических изделий желательно подбирать те варианты, которые совпадают материалом наполнителя с металлом труб. Соответственно, для пластиковых труб отопления не нужно выбирать слишком жесткие марки. В любом случае, для поверхности трубы не подходят жидкие марки.
Холодная сварка труб отопления под давлением будет наиболее крепкой. Для нее используются самые стойкие материалы, у которых высокая прочность на разрыв.
Инструкция для холодной сварки труб отопления
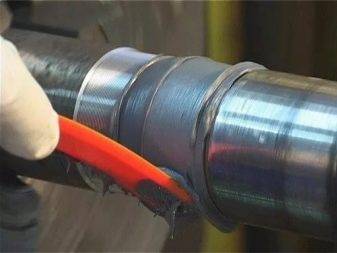
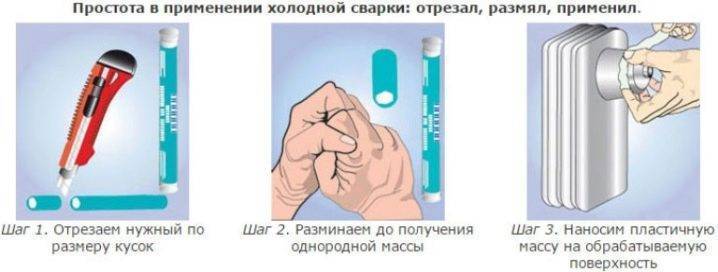
Первым делом подготавливается поверхность, на которую будет наноситься состав. Ее следует очистить от частиц грязи и пыли, чтобы она была максимально чистой. Затем ее нужно просушить. Грязная и мокрая поверхность склеивается в несколько десятков раз хуже. После этого можно отрезать часть стержня от клея, нужную по размеру, и разминать в течение 5 минут, пока она не станет максимально эластичной и мягкой.








Липкую однородную массу нужно нанести на место трещины, протека или другой неполадки, с которой вы имеете дело. Поверхность должна быть полностью покрыта составом. Чтобы разгладить клей, нужно использовать шпатель, или другой подобный предмет.
Меры безопасности
Холодная сварка для ПВЗХ и прочих материалов, как правило, является не безопасной при контакте с кожей и слизистыми оболочками. Не стоит допускать прямого соприкосновения. Работу нужно вести в защитных перчатках. Нож для разрезания затем не стоит применять для пищевых продуктов. При случайном контакте с массой, нужно промыть руки или глаза в проточной холодной воде. Если возникли осложнения, то лучше обратиться к врачу.
Особенности применения холодной сварки
Главной особенностью является большое внимание к подготовительному этапу. От тщательности его проведения зависит, насколько качественно все получится
Даже срок службы холодной сварки для труб отопления зависит от того, насколько хорошо схватится материал.
Методы холодной сварки алюминия
У многих людей возникает вопрос, можно ли холодной сваркой заварить алюминий и как это сделать. Все зависит от того, какую именно разновидность клея вы выберете. Существуют варианты, которые состоят из одного бруска. Его следует применять методом разминания, чтобы придать материалу пластичность. Необходимо выделить определенную часть материала, которая понадобится для ремонта, и начать разминать его, как пластилин. Вскоре состав превратиться в мягкую субстанцию, что хорошо поддается лепке и сможет принять любую нужную форму. Ее нужно нанести ровным слоем на поверхность, требующую ремонта и плотно прижать. Для труб желательно использовать стягивающие жгуты, чтобы увеличить надежность и герметичность. После того как все высохнет, жгут можно снимать.
Если клей холодная сварка для алюминия представлена в виде двухкомпонентной жидкости, то здесь следует применять несколько иной метод. Перед использованием компоненты, состоящие из клейкого вещества и металлического наполнителя, следует перемешать в отдельной неметаллической емкости. Все перемешивается до получения однородной пластичной массы. После этого ее наносят шпателем или другим подобным инструментом на то место, которое нужно заделать. Сохнет такой состав зачастую несколько дольше, так что стоит учитывать и этот факт.
Если нужно сделать восстановление утраченной поверхности, то состав наносится не весь сразу, а слоями не более 5 мм. В таком случае, всю процедуру может потребоваться проводить несколько раз, выдерживая полный цикл высыхания. В этом случае можно получить высокое качество соединения, крепость которого будет соответствовать, а иногда даже превышать, оригинальный материал.