Что такое пайка?
Пайка собственными руками в домашних условиях сводится к следующим инновационным операциям:
- Паяемые поверхности чистят от грязи, коррозионных корок и т.п.
- Зачищают до блеска, т.е. до отсутствия заметных следов окислов;
- Накрывают флюсом – веществом, удаляющим останки окисла и не позволяющим окисления поверхностей в последующем процессе. Для флюсовки под лужение желательно применять не жидкие или твёрдые флюсы, а флюс-пасты;
- Потом поверхности лудят – наносят на них расплавленный припой (только тот который предназначен для пайки сплав), он при этом растекается тонкой пленкой и химически совмещается с ключевым металлом;
- Детали заранее объединяют механически: скруткой, сжатием пинцетом, пассатижами, в тисках, струбциной и др.
- Наносят еще флюс, чтобы не позволить окисления припоя под нагревом;
- Наносят с прогревом еще припой (возможно, уже другой) до получения спая заданного качества;
- Если пайка велась паяльником с луженым жалом (см. ниже), по ее завершении его чистят и накрывают неактивным флюсом. Чтобы пайки были хорошими, традиционный паяльный аппарат должен сберегаться с зафлюсованным жалом!
Дальше мы будем рассматривать подробно операции основные, на которые необходимо обратить большое внимание, чтобы выучиться паять как следует
Очистка
Очистка после чистки – первая зловредная операция пайки. Применение для нее абразивов непозволительно! Их очень мелкие частицы, въевшиеся в металл, полноценно удалить невозможно. В последствии они становятся очагами процессов, разрушающих спай.
Зачищают поверхности под пайку надфилем, напильником, шаберным инструментом (различные виды скребков) или же просто ножиком. Но прекраснее всего, тем более если подготавливаются для пайки токоведущие провода, сразу покрывать их активированным флюсом (см. дальше), а после пайки тщательно удалить его останки. Это комфортно делать зубной щеточкой, намоченной спиртом.
Необходимые инструменты и материалы
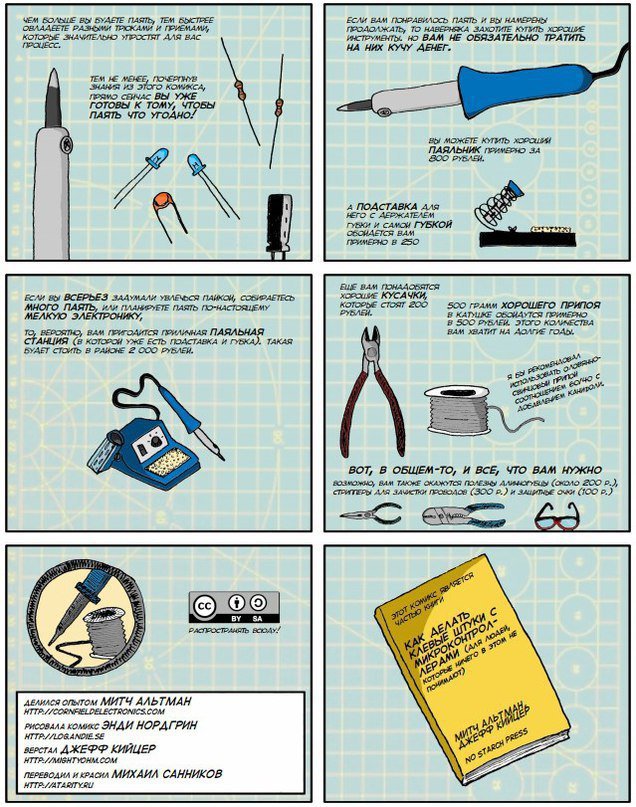
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
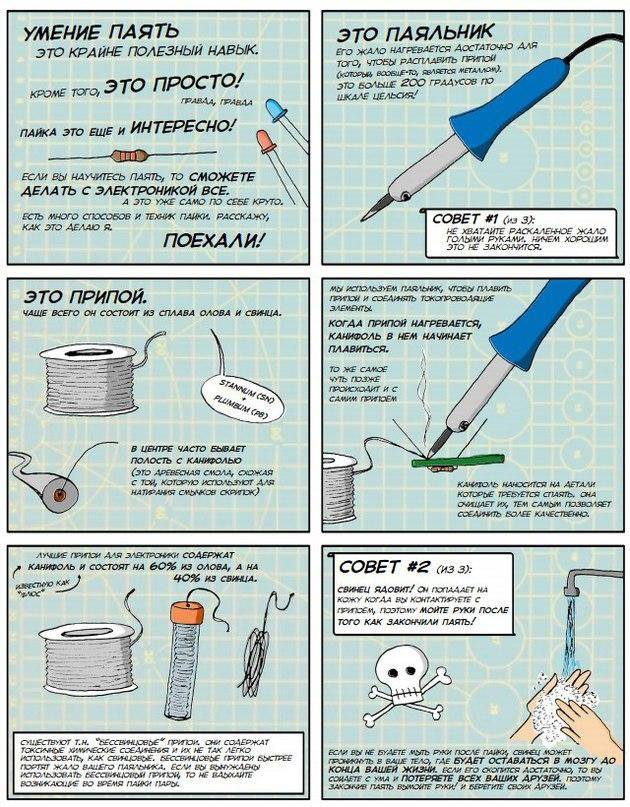
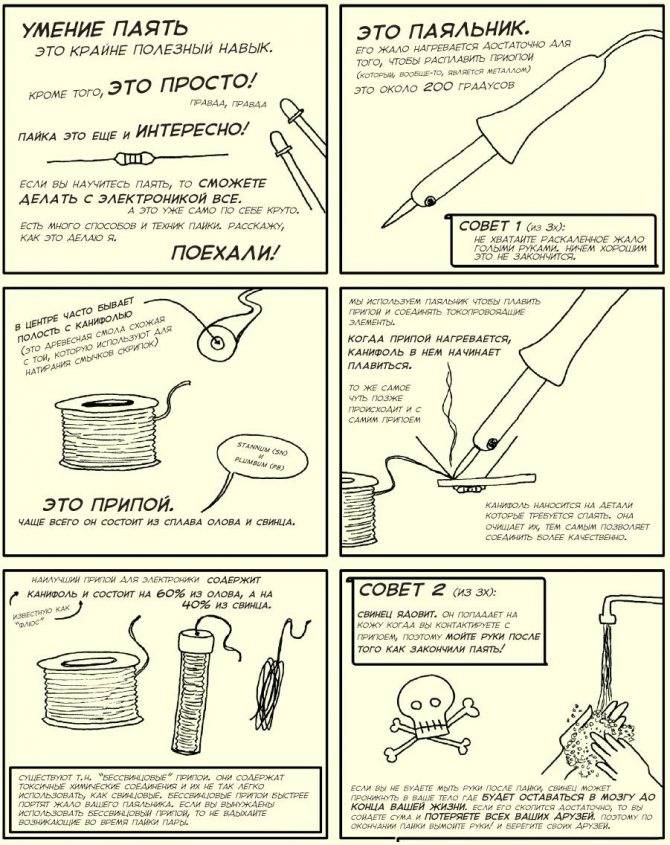
Паяльник
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву
Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами
Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Припои и флюсы
Теперь пришло время точно подобрать рабочий припой и флюс к нему, т.к. пайка, в отличие от полуды, должна не только крепко сцепляться с основным металлом, но и сама быть прочной. Сводка сведений о припоях и флюсах широкого применения из старого справочника дана на рис. Применительно к нынешнему времени к ней остается добавить не так уж много.
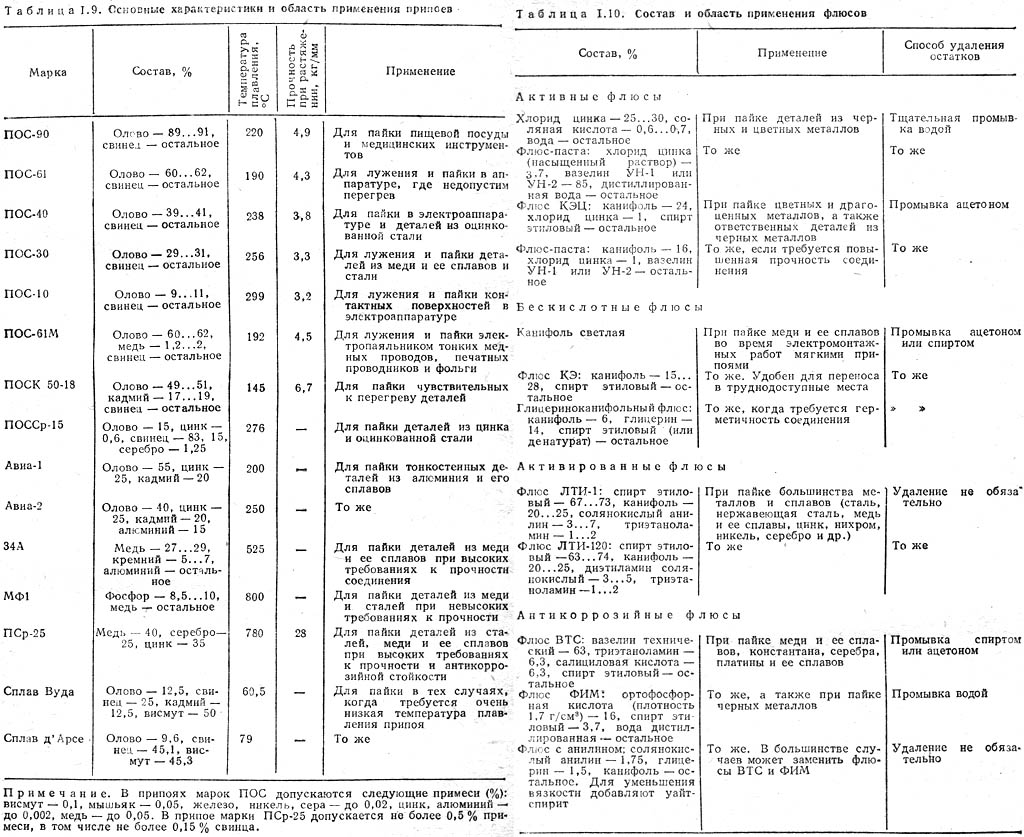
Характеристики припоев и флюсов широкого применения
Припои
Припои от ПОС-90 до Авиа-2 – мягкие для низкотемпературной пайки. Гарантированно обеспечивают только электрический контакт. ПОС-30 и ПОС-40 паяют медь, латунь, бронзу с неактивными флюсами, а их же со сталью и сталь со сталью – с активными. ПОССр-15 можно паять оцинковку с неактивными флюсами; другие припои при этом разъедают цинк до стали и пайка скоро отваливается.
34А, МФ-1 и ПСр-25 припои твердые, для высокотемпературной пайки. Припоем 34А можно паять алюминий в пламени (см. далее, о пайке алюминия) со специальными флюсами, см. там же. Припоем МФ1 припаивают медь к стали с активированным флюсом. «Невысокие требования к прочности» в данном случае значит, что прочность спая ближе к прочности меди, чем стали. ПСр-25 при пайке сухим паяльником (см. далее) пригоден для пайки ювелирных изделий, витражей тиффани и т.п.
Флюсы

Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически с основным металлом не взаимодействующие или взаимодействующие в ничтожной степени, активированные, химически действующие на основной металл при нагреве, и активные (кислотные), действующие на него и холодными. В отношении флюсов наш век принес больше всего нововведений; большей частью все же хороших, но начнем с неприятных.






Первое – технически чистого ацетона для промывки паек в широкой продаже больше нет вследствие того, что он используется в подпольном производстве наркотиков и сам обладает наркотическим действием. Заменители технического ацетона – растворители 646 и 647.
Второе – хлористый цинк в активированных флюс-пастах часто заменяют тераборнокислым натрием – бурой. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; хлорид цинка также токсичен, а при нагреве сублимирует, т.е. улетучивается не плавясь. Бура безопасна, но при нагреве выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Хорошая новость – теперь в продаже есть широчайший ассортимент флюсов на все случаи паяльной жизни. Для обычных спаечных работ вам понадобятся (см. рис.) недорогие СКФ (спиртоканифольный, бывший КЭ, второй в списке бескислотных флюсов в табл. I.10 на рис. выше) и паяльная (травленая) кислота, это первый в списке кислотный флюс. СКФ пригоден для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайки от СКФ нужно обязательно промывать: в состав канифоли входит янтарная кислота, при длительном контакте разрушающая металл. Кроме того, случайно пролитый СКФ мгновенно растекается по большой площади и превращается в очень долго сохнущую чрезвычайно липкую гадость, пятна от которой ничем не сводятся ни с одежды, ни с мебели, ни с пола со стенами. В общем СКФ для пайки хороший флюс, но не для ротозеев с растяпами.
Полноценный заменитель СКФ, но не такой противный при небрежном обращении – флюс ТАГС. Стальные детали более массивные, чем допустимо для пайки паяльной кислотой, и более прочно, паяют флюсом Ф38. Универсальным флюсом можно паять практически любые металлы в любых сочетаниях, в т.ч. алюминий, но прочность спая с ним не нормируется. К пайке алюминия мы еще вернемся.
Разновидности паяльников по разным признакам
Кроме того, что паяльники для проводов и плат классифицируются на виды по мощности и напряжению, есть и другие критерии их разделения. Знать, какие виды паяльников бывают, и по каким признакам они подразделяются, необходимо для того, чтобы выбрать подходящий прибор в зависимости от возлагаемых на него задач.
По конструктивным особенностям паяльники бывают следующих видов:
- Стержневые — это самые распространенные варианты инструментов для пайки. Их устройство и принцип работы описан в материале выше. Такой вид лучше всего подходит для выполнения спаечных работ по дому — когда необходимо отремонтировать бытовую технику или соединить два электрических провода, исключив уменьшение сопротивления в месте соединения
- Пистолетные — они так называются по причине сходства по внешней форме с огнестрельным оружием. Рабочая часть инструмента располагается непосредственно под углом 90 градусов от рукоятки, что повышает удобство проведения соответствующих работ. Применяются такие паяльники при проведении ремонтных работ
- Паяльные станции — их еще называют стационарными паяльниками. Такое название приборы получили по причине комплектации блоками управления, посредством которых регулируется напряжение, мощность, сила тока, температура
Стержневые приборы еще называют бытовыми, так как они нашли свое применение среди домашних умельцев. Однако ими пользуются не только домашние мастера, но и профессионалы. При проведении более сложных спаечных манипуляций, применяются паяльные станции, которые подразделяются на три основных вида:
- Инфракрасные — процесс пайки реализуется посредством инфракрасного излучения. Длина волны инфракрасного излучения составляет от 2 до 10 мкм, а зона прогрева колеблется от 10 до 60 мм
- Термовоздушные — плавление припоя осуществляется посредством воздействия на него потоком горячего воздуха (подобно работе фена). Температура прогретого воздуха, выходящего из сопла инструмента, составляет от 100 до 500 градусов. Фокусирование потока воздуха осуществляется посредством сопла. Создание потока реализуется за счет применения компрессора или турбины. Турбинные модели имеют встроенный электромотор внутри прибора, который соединен с крыльчаткой. Вращение двигателя приводит в действие крыльчатку, что в итоге способствует созданию воздушного потока. Компрессорные модели паяльников создают давление воздуха посредством диафрагменных компрессоров, расположенных в конструкции станции
- Цифровые — это современные профессиональные паяльники, принцип работы которых идентичен со стержневыми приборами. Отличительная их особенность в том, что специалист в зависимости от спайки соответствующих деталей, задает соответствующие параметры напряжения, тока и мощности
Еще одним немаловажным признаком, по которому классифицируются паяльники, является принцип их нагрева.
Как паять алюминий

Благодаря современным флюсам паять алюминий стало в общем не сложнее, чем медь. Для низкотемпературной его пайки предназначен флюс Ф-61А, см. рис. Припой – любой аналог припоев Авиа; в продаже есть разные. Единственно что – стержень в паяльник лучше вставить бронзовый луженый с насечками на жале примерно как у напильника. Он под слоем флюса легко соскоблит прочную пленку окисла, которая и не дает алюминию паяться просто так.
Для высокотемпературной пайки алюминия припоем 34А предназначен флюс Ф-34А
Однако греть зону пайки пламенем нужно очень осторожно: температура плавления самого алюминия всего 660 Цельсия. Поэтому высокотемпературную пайку алюминия лучше применять беспламенную камерную (пайка с печным подогревом), но оборудование для нее стоит дорого
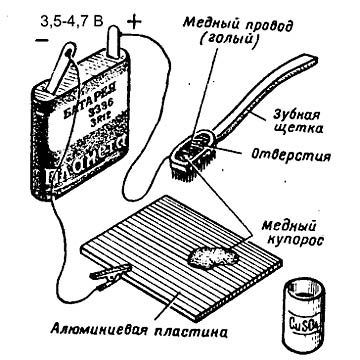
Есть еще «пионерский» способ пайки алюминия с предварительным омеднением. Он пригоден, когда требуется только электрический контакт, а механические напряжения в зоне пайки исключены, напр., если нужно соединить алюминиевый кожух с общей шиной печатной платы. «По-пионерски» пайка алюминия осуществляется на установке, показанной на рис. слева. Порошок медного купороса насыпают горкой в зону пайки. Зубную щетку пожестче, обмотанную голым медным проводом, окунают в дистиллированную воду и растирают ею с нажимом купорос. Когда на алюминии появится медное пятно, его лудят и паяют как обычно.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
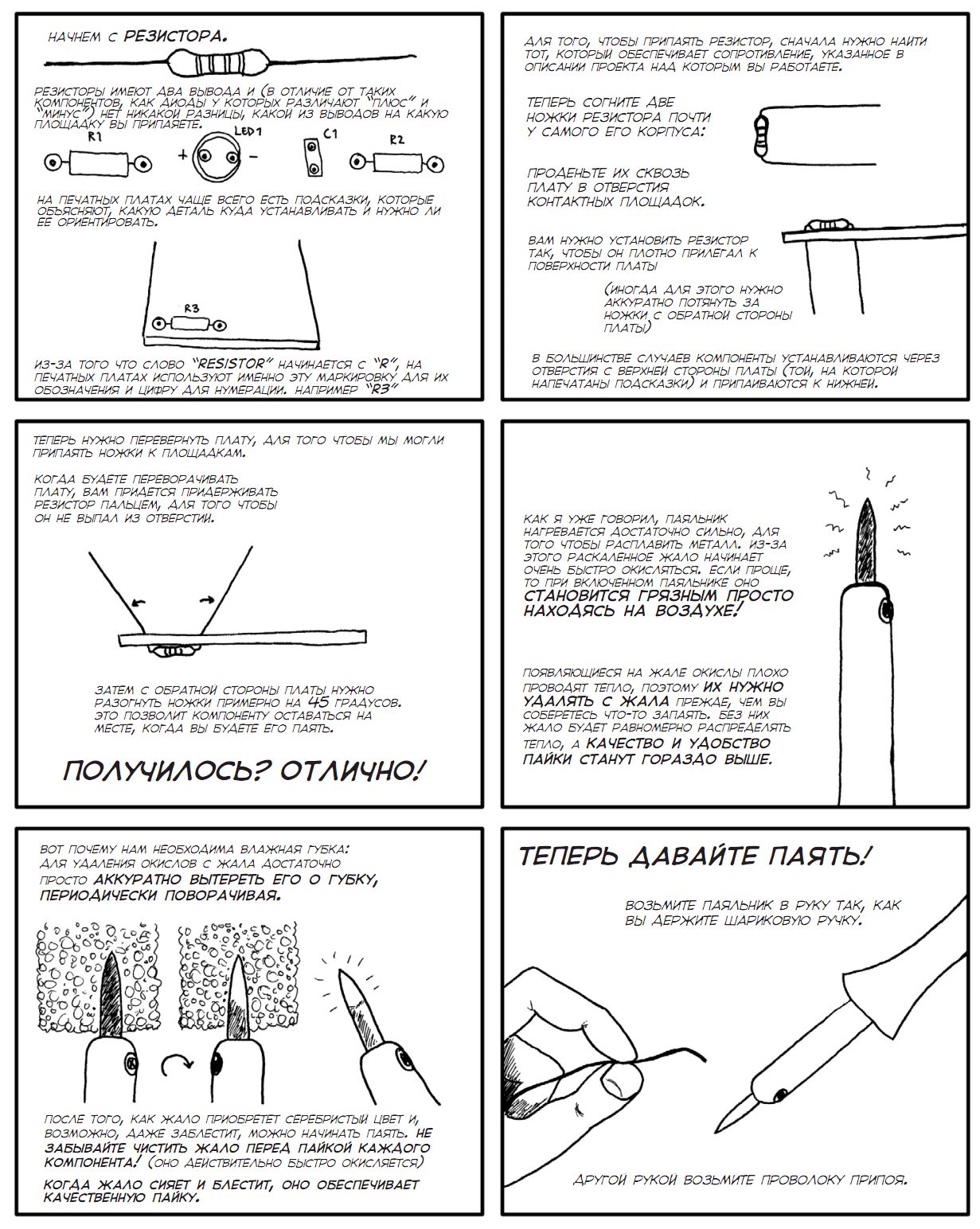
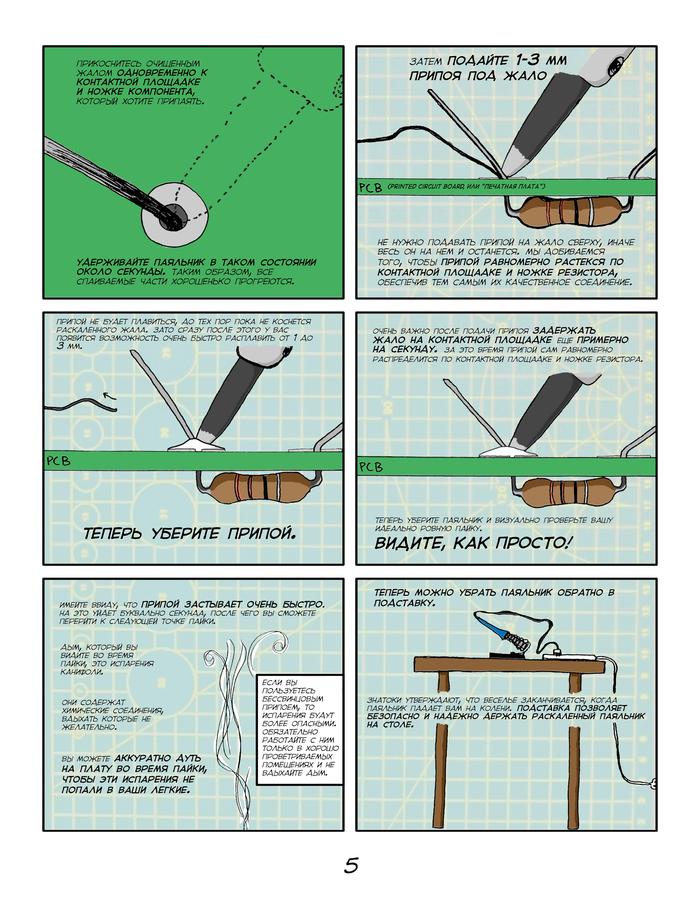
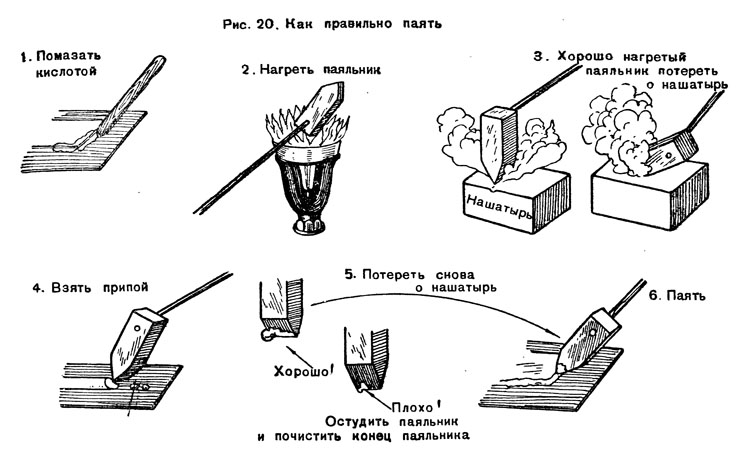
Пошаговый процесс пайки
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.
Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
ОТСОС ОЛОВА
 Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Если пайка проводится на чистых (не разу не паяных) дорожках электронной платы, все точки пайки требуется также подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.
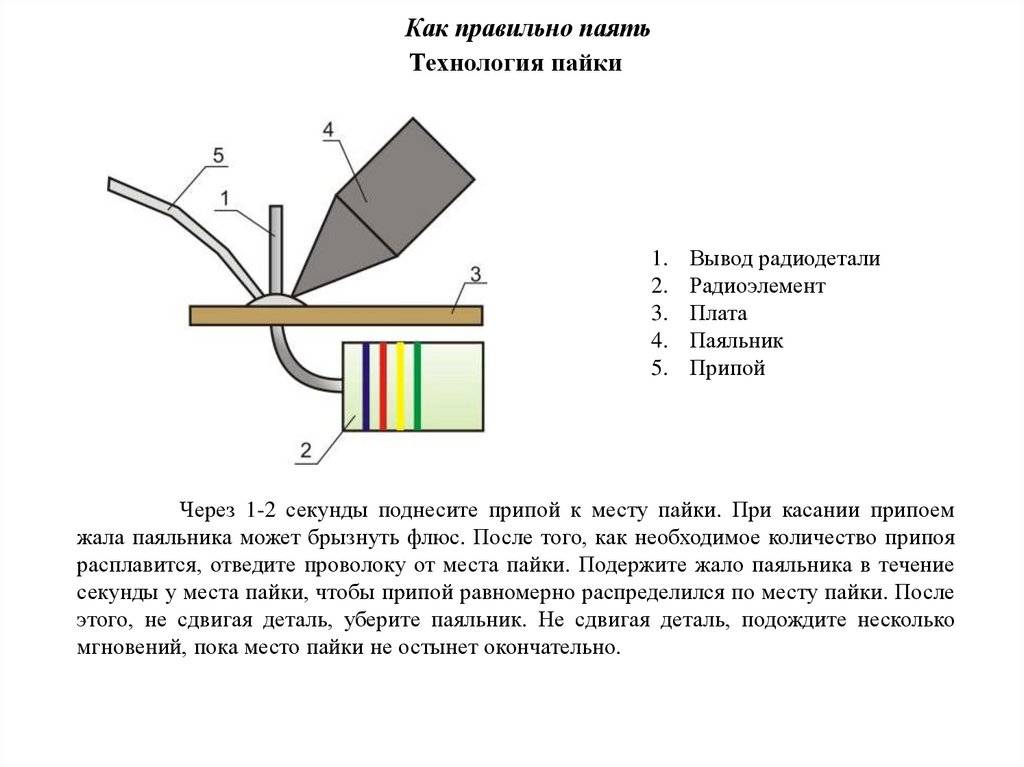
Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента. Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке. Таким способом осуществляется пайка любых других точек на электронной плате.
Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
- паяльная паста;
- оплетка для удаления припоя.
Инструменты и расходные материалы для пайки
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
- кабель питания;
- рукоять;
- нагревательный элемент;
- жало.
Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.







Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.
Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.
Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.
Паяльная паста Mechanic XGSP-50
Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.
Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта. Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.

Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Выбор паяльника
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.

Мощность того или иного паяльника выбирается исходя из выполняемых работ:
- Пайка электронных деталей и компонентов – 40-60 Вт.
- Детали, толщиной до 1 мм – 80-100 Вт.
- Элементам, толщиной 2 мм требуется мощность 100 Вт и более.
Как правило, у домашних мастеров имеется два паяльника – малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
Другие виды пайки
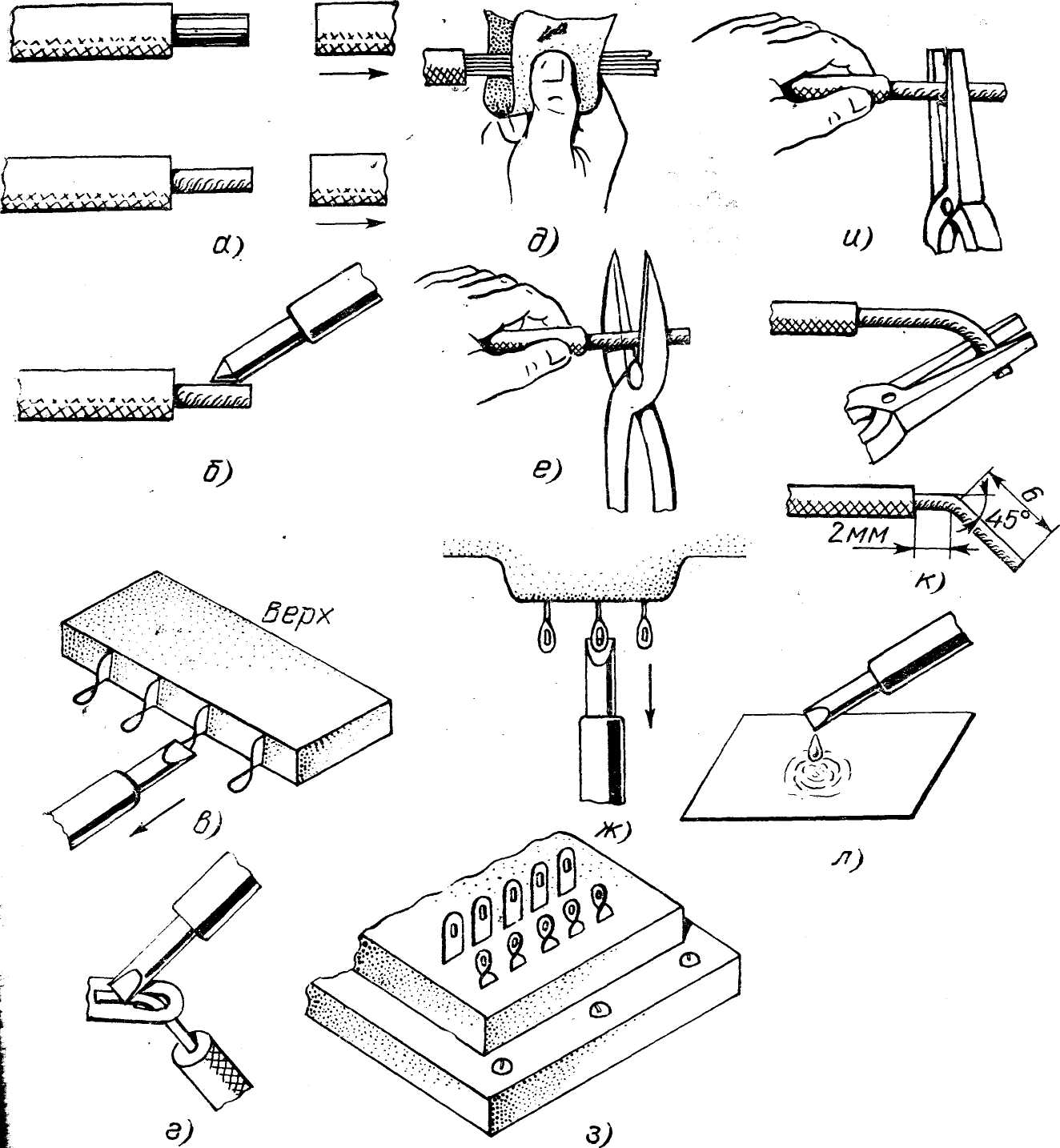
Любители мастерить также часто паяют сухим паяльником с бронзовым нелуженым жалом, т. наз. паяльным карандашом, поз. 1 на рис. Он хорош там, где недопустимо растекание припоя вне зоны пайки: в ювелирных изделиях, витражах, паяных предметах прикладного искусства. Иногда всухую паяют и микрочипы, монтируемые на поверхность, с шагом расположения выводов 1,25 или 0,625 мм, но это дело рискованное и для опытных специалистов: плохой тепловой контакт требует избыточной мощности паяльника и длительного нагрева, а обеспечить стабильность прогрева при ручной пайке невозможно. Для сухой пайки применяют гарпиус из ПОСК-40, 45 или 50 и флюс-пасты, не требующие удаления остатков.

Тупиковые скрутки толстых проводов (см. выше) паяют погружением в футорку – ванночку с расплавленным припоем. Когда-то футорку грели паяльной лампой (поз. 2а), но ныне это дикость первобытная: электрофуторка, или паяльная ванна (поз. 2) дешевле, безопаснее и дает лучшее качество пайки. Скрутку в футорку вводят сквозь слой кипящего флюса, подаваемого на припой после его расплавления и прогрева до рабочей температуры. Простейший флюс в данном случае – порошок канифоли, но она скоро выкипает и еще быстрее пригорает. Лучше флюсовать футорку бурой, а если паяльная ванна используется для оцинковки мелких деталей, то это единственно возможный вариант. В таком случае максимальная температура футорки должна быть не ниже 500 градусов Цельсия, т.к. цинк плавится при 440.








Наконец, массивную медь в изделиях, напр. трубы, паяют высокотемпературной пайкой в пламени. В нем всегда есть несгоревшие частицы, жадно поглощающие кислород, поэтому пламя обладает, как говорят химики, восстановительными свойствами: снимает остаточный окисел и не дает образоваться новому. На поз. 3 видно, как пламя специальной паяльной горелки буквально выдувает все ненужное из зоны пайки.

Высокотемпературную пайку ведут, см. рис. справа, равномерно потирая с нажимом зону пайки 1 палочкой твердого припоя 2. Пламя горелки 3 должно следовать за припоем, чтобы горячее пятно не оказалось на воздухе. Предварительно зону пайки греют, пока не пойдут цвета побежалости. К луженой твердым припоем поверхности можно припаять что-то еще припоем мягким как обычно. Подробнее о пайке в пламени см. далее, когда дело дойдет до труб.
Курьезно, но в некоторых источниках паяльную горелку обзывают паяльной станцией. Ну, рерайт есть рерайт, что с него возьмешь. На самом деле настольная паяльная станция (см. след. рис.) – оборудование для тонких паяльных работ: с микрочипами и др., где недопустим перегрев, растекание припоя куда не надо и пр. огрехи. Паяльная станция точно поддерживает заданную температуру в зоне пайки, и, если станция газовая, то контролирует подачу туда газа. В таком случае горелка входит в ее комплект, но сама по себе паяльная горелка паяльная станция не более, чем каменоломня – собор Василия Блаженного.

Чем и как лудить/паять?
Для следующих операций потребуется уже специализированный электронагревательный инструмент: паяльный аппарат, футорка или паяльная горелка. Паять в домашних условиях очень часто приходится электропаяльником с медным луженым жалом. Его приспособление показано на поз. 1 рис. «Для полнейшего счастья» спайщика-любителя необходимы стержневые паяльники на 16-20 Вт для микросхем и монтажных плат, поз. 2а, 40-50 Вт (поз. 2б), для электрических проводов и навесного монтажного процесса элемент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки маленьких конструкций из металла пайкой.

Приспособление и разновидности электропаяльников с медным луженым жалом
Если не планируется работ с микрочипами (телефоны, планшетные компьютеры, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Ни с того ни с сего появится надобность паять металлические профили с толщиной стенок до 3-4 мм и/или толстый лист стали, понадобится радиаторный паяльный аппарат-«топор» на 300-400 Вт, поз. 4.
Жала паяльников небольшой мощности (поз. 2а, 2б, 3а, 3б) с самого начала не прокованы и потому очень быстро окисляются (подгорают). Чтобы увеличить их устойчивость, а еще и отформовать необходимым образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после чего нет необходимости, да и не нужно, чтобы не стереть внешний уплотненный слой меди. После проковки жало тут же накрывают активированным флюсом.
Сейчас потребуется жесткая канифоль и мягкий, достаточно тугоплавкий припой (см. дальше): ПОС-10, ПОС-30 или ПОС-40. Стержень паяльника вставляют на место, фиксируют, если есть винт-фиксатор, и включают паяльный аппарат в сеть. По мере выкипания флюса при прогреве жало опускают в канифоль, чтобы не оголялось. Когда канифоль вокруг жала начнет пузыриться, его натирают палочкой припоя до получения на всей поверхности жала ровной плотной полуды. Нитевидный припой на катушке в этом случае не очень прекрасен, он для пайки небольших деталей.
Пока мы готовили паяльный аппарат, флюс на паечных поверхностях сделал собственное дело: под его слоем они чистые, можно лудить. Тут критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 такой же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – необходимо, очень часто опираясь на своем опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником мощнее.
В первом варианте на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и потом с другой стороны, пока припой не растечется. Провод держат концом вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают иную каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая эластичная трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса кладут к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – аналогичные, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не появляется большая капля, которая стечет куда не нужно.
Особенности пайки-сварки
У пайки как таковой немало схожих черт с традиционными технологиями сварки. Также используется нагрев заготовок и сторонний материал, оказывающий влияние на формирование шва. Но, по сравнению с техниками сварки, пайка не предусматривает внутреннего расплава структуры заготовки. Края деталей, как правило, остаются твердыми, хоть и подвергаются нагреву. И все же полный расплав заготовки дает более крепкое соединение. Другое дело, что для достижения такого результата может требоваться более мощное оборудование. При использовании жидкого припоя для меди вполне реализуема некапилярная пайка с плотным заполнением шва. Данный способ соединения частично относится к сварке, так как при нем повышается сцепляемость структур двух и более заготовок. Производить некапиллярную пайку рекомендуется электродуговыми аппаратами или кислородно-ацетиленовой горелкой.