Все о штангенциркуле и микрометре
Строительные, отделочные, ремонтные работы производятся с применением всевозможных предметов и приспособлений, объединяемых общим названием «профессиональный инструмент». Однако какими бы совершенными ни были отвёртки, гаечные ключи, дрель, лобзик, перед их использованием необходимо знать определённые размеры: винтов, гаек, отверстий в стене или другой конструкции, длину планок, плинтусов, паркетной доски и т.п. И если для работы с крупными изделиями достаточно рулетки или линейки, то при определении точных размеров небольших деталей потребуется специальный измерительный инструмент, а именно — штангенциркуль и микрометр.
Штангенциркуль
Штангенциркуль используется для измерения деталей, причём, как их внутренних частей, так и внешних. Для этого инструмент имеет металлическую штангу с разметкой, верхние и нижние губки и рамку с нониусом.
Научиться пользоваться штангенциркулем под силу даже школьникам, а уж профессионалы, ежедневно берущие в руки этот нехитрый, но очень важный инструмент, проводят измерения в считанные секунды. Внешние размеры детали определяются с помощью нижних губок. Для этого они разводятся в стороны, а после помещения между ними детали сдвигаются до упора и фиксируются винтом. Внутренние измерения осуществляются с помощью верхних губок, которые вводятся в отверстие и раскрываются. Результаты определяются по двум измерительным составляющим – шкале, расположенной на штанге, и нониусу на рамке
Цена деления шкалы составляет 0,5 мм, нониуса – 0,02 мм, Таким образом, возможно получение точных данных, что очень важно при изготовлении мелких деталей
Помимо нониусных штангенциркулей существуют модели, снабженные циферблатом, и модели с цифровой индикацией. Они сводят время измерения к минимуму и позволяют легко получить нужные размеры деталей и изделий.
Для того, чтобы инструмент служил долго, необходимо соблюдать правила его эксплуатации. В процессе работы штангенциркуль следует протирать водно-щелочным раствором СОЖ – смазочно-охлаждающей жидкости, а по окончании замеров все поверхности покрывать тонким слоем технического масла. Хранить инструмент нужно в специальном чехле, предотвращающем повреждения измерительных составляющих и шкал.
Микрометр
Микрометр – профессиональный инструмент, предназначенный для измерения изделий малого размера. Как и штангенциркули, они бывают разные: ручные и настольные, гладкие, рычажные, листовые, трубные, проволочные, призматические, канавочные, резьбомерные, зубомерные, универсальные. Но наиболее популярным является гладкий микрометр, состоящий из скобы с пяткой, подвижного винта с точной резьбой, трещотки и втулки-стебля, оборудованной двумя шкалами. На верхней размер указан в миллиметрах, на нижней – в половинах миллиметра. На конической части барабана нанесены деления, служащие для отсчёта сотых долей миллиметра.
Измеряемая деталь помещается между пяткой и винтом, а затем фиксируется в неподвижном состоянии. Осевое усилие обеспечивает фрикционное устройство трещотка. Показания снимаются сначала по шкале стебля, а затем по шкале барабана, после чего полученные значения складывают и получают результат.
Сложности изготовления винта с точным шагом на большой длине привели к тому, что микрометры выпускаются в нескольких размерах. Одни измеряют длины от 0 до 25 мм, другие — от 25 до 50 мм, третьи — от 50 до 75 мм и т.д., до 500-600 мм. Все микрометры, рассчитанные на измерение изделий от 25 мм и больше, снабжены установочными концевыми мерами, позволяющими выставить прибор «на ноль». Для более быстрого измерения существуют инструменты с цифровой индикацией, в которых конечное значение выводится на отдельное табло.
Продлить срок эксплуатации микрометра можно при соблюдении правил использования и хранения прибора. Грубо обработанные поверхности и детали, покрытые металлической пылью или окалиной, измерять нельзя. Также не рекомендуется работать с нагретыми предметами – от этого показания будут неточными. Вращение барабана трещотки следует осуществлять медленно и очень аккуратно, во избежание преждевременного износа винта. Хранить микрометр нужно в деревянном футляре, предварительно смазав инструмент техническим маслом и ослабив стопоры.
Точные измерения – залог успеха при изготовлении мелких деталей или их составляющих. Именно поэтому для работ необходимо использовать только качественный измерительный инструмент от надёжного производителя
Это особенно важно для профессионалов, использующих штангенциркули и микрометры ежедневно. профессиональный инструмент штангенциркуль микрометр
Фото использования штангенциркуля
Также рекомендуем просмотреть:
- Как выбрать лучшие токовые клещи
- Для чего нужен газоанализатор
- Разновидности измерительных инструментов
- Инструкция, как пользоваться теодолитом
- Что такое анемометр
- ТОП лучших толщинометров
- Как выбрать шумомер
- Хороший дозиметр радиационного фона
- Обзор лучших лазерных уровней
- Как пользоваться индикатором напряжения
- Обзор лучших мультиметров
- Лазерный дальномер
- Лучший влагомер для древесины
- Как выбрать лазерную рулетку
- Цифровой вольтметр
- Измерители температуры воздуха
- Электронный динамометр
- Как пользоваться гидроуровнем
- Что такое нивелир
- Как выбрать пузырьковый уровень
- Что такое микрометр
- Лучшие измерительные рулетки
Помогите сайту, поделитесь в соцсетях
Обучение по применению штангенциркуля учимся читать показания
На начальном этапе перед измерительными манипуляциями необходимо уточнить класс точности прибора. Позволяет убедиться, что указанная величина погрешности является допустимой. Чем выше значение погрешности, тем ниже класс точности инструмента.
Для измерения наружного диаметра детали надо развести губки, а затем плотно совместить их со стенками измеряемой заготовки. Это может быть любая деталь, например, сверло или поршень. Когда губки плотно соприкоснутся со стенками детали, надо воспользоваться зажимным винтом, чтобы зафиксировать подвижную планку в неподвижном положении. Далее можно извлечь деталь, и приступать к подсчету значений.
- Шкала на неподвижной планке показывает целое значение в миллиметрах
- Чтобы узнать размер детали в миллиметрах, следует смотреть на подвижную шкалу. Первая риска на подвижной шкале совместится с определенным значением на неподвижной. Это и есть соответствующее значение в мм, например, получается 15 мм
- Зачастую таких показаний достаточно, например, когда надо узнать диаметр сверла. Если же надо узнать десятые или даже сотые доли миллиметров, тогда приступаем к дальнейшим исчислениям
- Для этого смотрим на нониусную шкалу подвижной рамки. Надо найти риску на нониусе, которая точно совпадает с отметкой на неподвижной планке. Причем здесь требуется выяснить точное совпадение рисок
- Если попадает на значение 5 (нониусной шкалы), тогда получается, что десятое значение составляет 0,5 мм, и получаем размер детали 15,5 мм. Может совпасть значение 5,5 на нониусной шкале, что означает величину 15,55 мм. Все зависит от класса точности используемого прибора для измерений

Опираясь на описанную инструкцию, можно понять, для чего нужны цифры на нониусной шкале. С их помощью можно выявить десятые и даже сотые доли миллиметров размера детали. Аналогичным образом выполняются исчисления при снятии замеров внутренних диаметров заготовок, а также глубины пазов.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
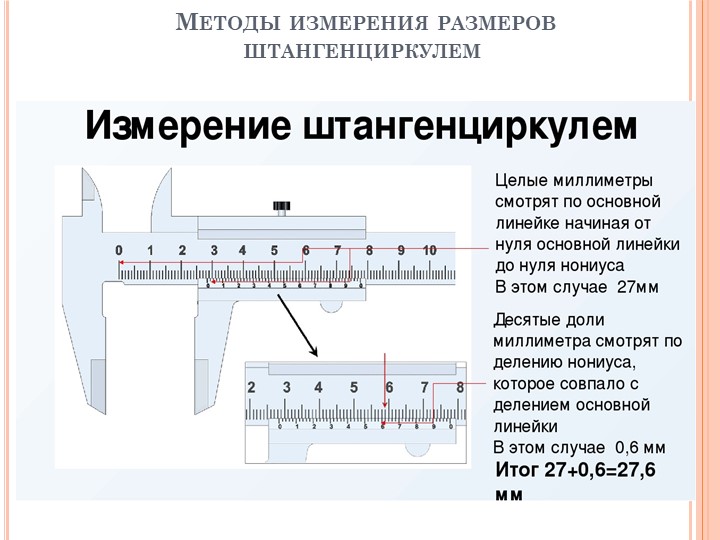
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Измеряем штангенциркулем правильно
Для точных работ по металлу, при проектировании различного рода самодельных конструкций не обойтись без точных измерений. Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.

Измерение штангенциркулем
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.

Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.









Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Проведение разметочных операций
У штангенциркуля присутствует множество функций, поэтому его можно использовать и для разметки. Этот процесс зависит от типа устройства прибора. Дело в том, что нижние губки (которыми и проводят разметку) могут быть не только прямоугольными с внутренними изгибами, но и круглыми. В любом случае внутренняя кромка вырезана специально таким образом, чтобы нижней губкой можно было делать отметки.
Для этого сделайте замер и немного придавите нижней губкой на материал, где вы будете делать отметку. Благодаря тому, что кромка немного подточена, она будет своеобразно царапать и отмечать. Также можно не прибегать к методу поцарапывания, а просто оставить штангенциркуль на месте и сделать отметку с помощью маркера, карандаша или других предметов.
Если вы делаете разметку по плану детали, то не забывайте про масштаб, ведь он не всегда 1 к 1.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
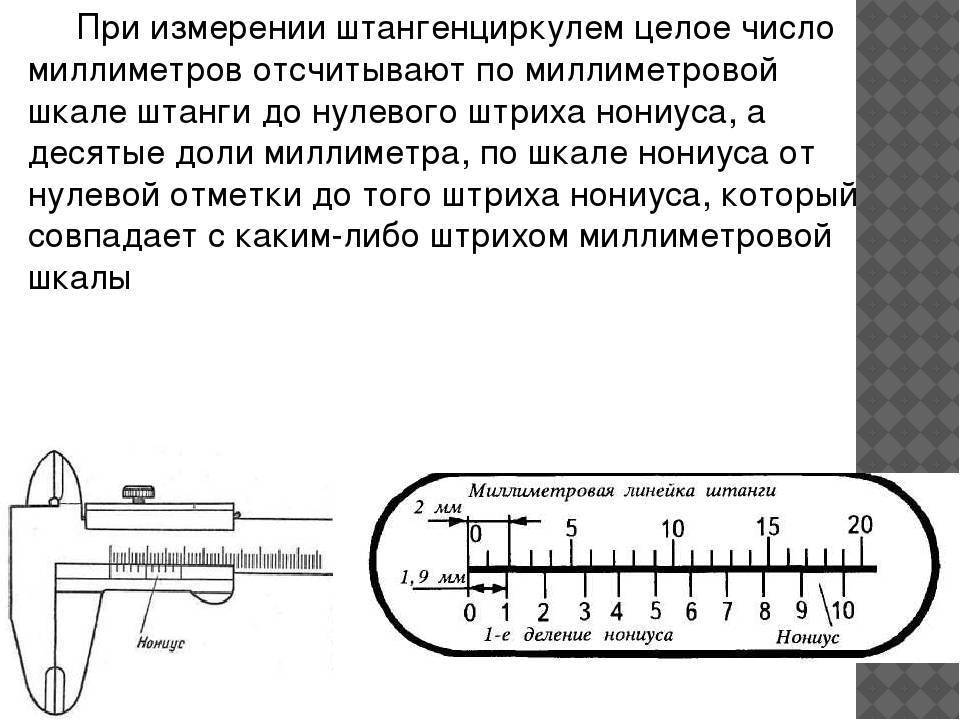
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
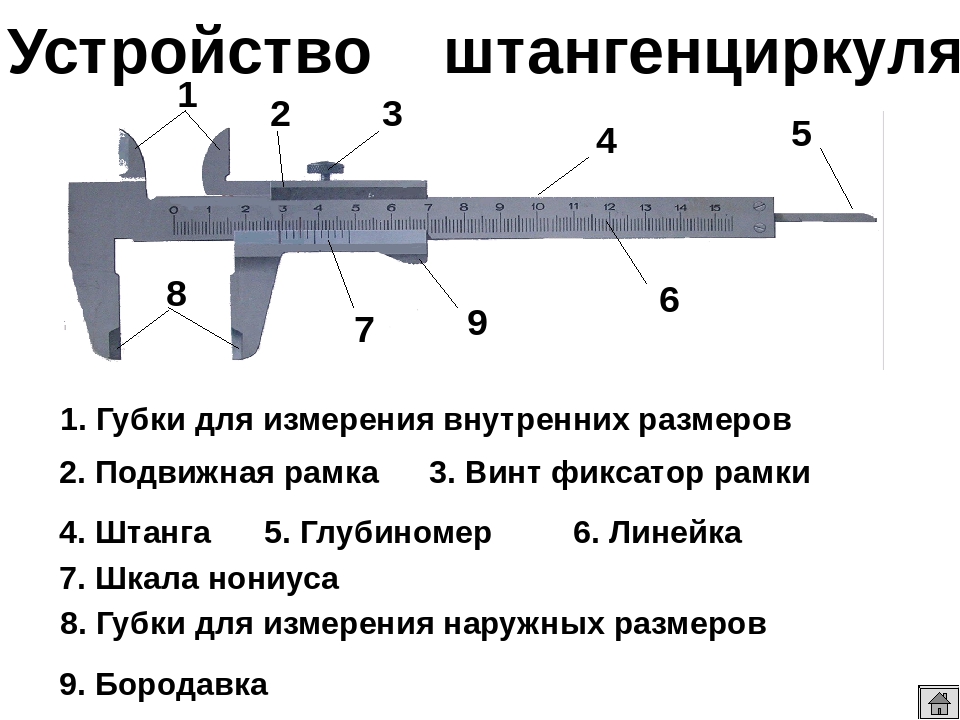
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут терять свою точность из-за плохой настройки, механических повреждений и износа.
Прямолинейность инструмента со стороны боковых поверхностей и ребер проверяют изогнутой линейкой на отсутствие зазора.
Между соединяемыми губками штангенциркуля не должно быть зазора, а крайняя левая отметка на нониусной шкале должна строго совпадать с нулевой отметкой на линейной шкале. Падение хомута даже с небольшой высоты может привести к его изгибу относительно стержня.

Проверка прямолинейности инструмента
Даже малейший изгиб создает недопустимый зазор между губками, что приводит к ошибкам измерения. Такие изгибы можно обнаружить, проверив кривым угольником класса точности не менее одной секунды.

Проверка здоровья губок на свету
Между угольником, прижатым к стержню, и измерительными поверхностями губок не должно быть небольшого зазора, но, как видно на фото, он есть.
Выявленные кривые можно исправить, слегка постукивая в правильном направлении латунным инструментом. После каждого попадания следует проверка квадратиком на свободное место. И так до полного восстановления перпендикулярности губки к планке.

Пространство между уменьшенными губами видно на свету
Когда измерительные губки стянуты вместе, крайняя левая насечка на нониусной шкале должна совпадать с нулем на шкале стержня.
Механически закрепленный нониус позволяет регулировать посредством регулировки. Проверку износа цилиндрических губок в приборах типа ШЦ-2 и ШЦ-3 можно проводить микрометром.







Проверка люфта кулачков по внутренним измерениям в штангенциркуле ШЦ-1 не приведет к объективной оценке, в связи с тем, что эти кулачки могут идти друг за другом.
Их можно проверить, измерив отверстия, которые можно использовать в качестве отверстий в новых подшипниках.
Ограничитель глубины со сплющенными губками должен находиться строго на одном уровне с концом штанги. Точность глубиномера проверяют измерением плоскостности, при которой результат измерения должен быть равен нулю.
С чего начинать эксплуатацию прибора
Для получения точных данных о проведенных измерениях сначала потребуется убедиться в точности и исправности прибора. Для проверки точности используют специальные эталонные образцы, но чтобы узнать с их помощью точность прибора, надо уметь читать по шкале штангенциркуля
Перед использованием глюкометра важно убедиться, что он находится в хорошем состоянии, что позволит получать результаты с низкой погрешностью. Для этого необходимо провести визуальный осмотр губок и чешуи инструмента
Наличие дефектов челюсти недопустимо, так как это приведет к тому, что инструмент будет показывать неточные результаты.
Для того чтобы правильно пользоваться средством, необходимо соблюдать следующую последовательность действий:
- Достаньте инструмент из специальной коробки, в которой он должен храниться. Большинство пинцетов поставляются с этими чехлами
- Сплющите губки инструмента, затем найдите между ними зазор. Это свободное пространство должно быть минимальным, что указывает на исправность устройства
- С закрытыми губами следует смотреть на шкалу. Первая метка на подвижной рамке должна точно совпадать с нулевой меткой на неподвижной рамке
- Если эти отметки не совпадают, о точности итоговых данных говорить не приходится. В этом случае можно предположить, что устройство неисправно и нуждается в замене или ремонте
- Обычно, если отметки на шкалах не совпадают, причиной является заедание зажима или грязь, налипшая на губки. Поверхность губок проверяется и очищается, а фиксация зажима ослабляется
- Удалите мусор со шкалы прибора, так как он будет мешать считыванию результатов
Как только выяснилось, что устройство готово к использованию, можно приступать к его использованию. В зависимости от того, что вы хотите измерить, используются соответствующие элементы инструмента:
- Внешние губки для измерения внутреннего диаметра детали
- Внутренний: для измерения внешнего размера детали
- Измеритель глубины зонда — для определения глубины канавки или борозды
Это интересно! Прибор следует использовать только чистыми руками. Если руки в масле и других загрязнениях, то их следует вымыть и только после этого приступать к измерительным манипуляциям.
Когда все готово к работе, можно приступать к измерениям. Далее рассмотрим пошагово, как правильно пользоваться штангенциркулем.
Разновидности
Штангель классифицируется по целому ряду признаков, поэтому выделю лишь самые главные из них:
- Протяженности измеряемой части и, следовательно, длине инструмента. Величина колеблется в рамках – 125-4000 мм.
- Пределу замера. Большая часть моделей дает ошибку не более 0,1, 0,02, 0,05 и 0,01 мм.
- Набору рабочих функций. Как правило, приборы бывают простые и с глубиномером.
- Величине и форме измерительных губок.
- Типу рабочего элемента. По данному свойству инструменты подразделяются на нониусные, циферблатные и цифровые.
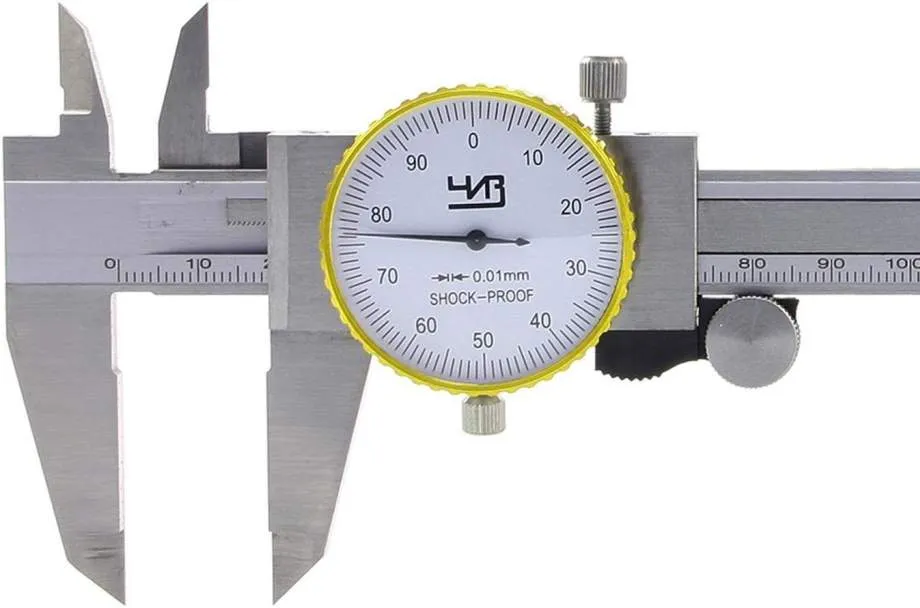 Модель штангеля с циферблатом
Модель штангеля с циферблатом
Совет!
Если вам требуется штангенциркуль, способный точнее и быстрее снимать замеры, или с какими-либо иными заданными характеристиками, загляните в раздел ГОСТа № 166-89. Здесь отображена маркировка различных видов инструмента в зависимости от специфики его применения. Например, ШЦЦ – это электронная модель с цифровым дисплеем.
Штангенциркуль — Википедия. Что такое Штангенциркуль
| Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения. Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Устройство

Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний

Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
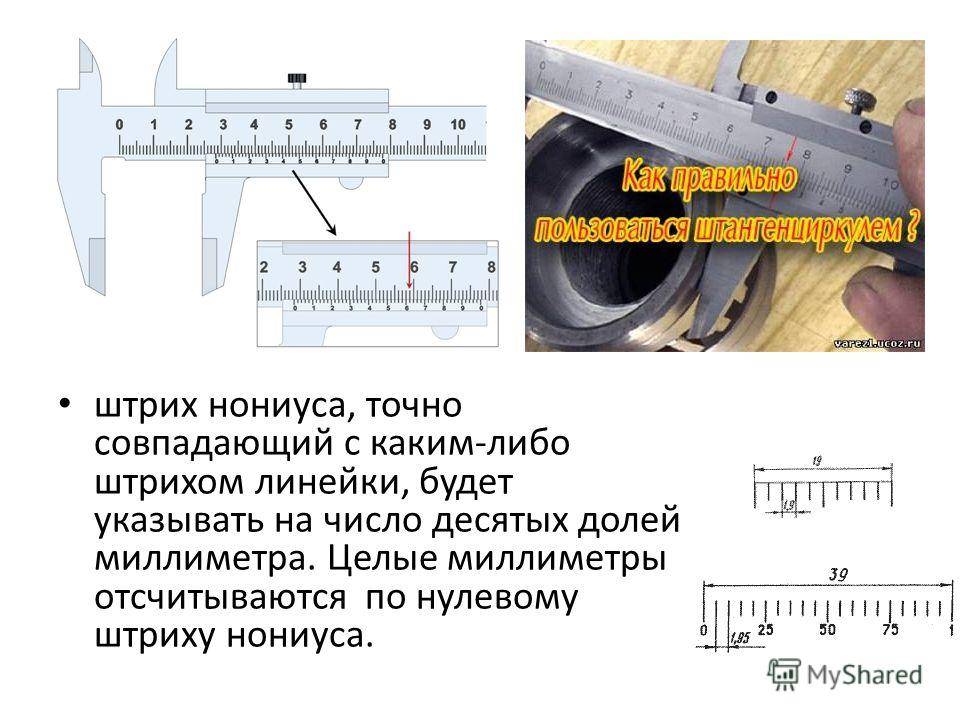
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и плюсуют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей шц-1 цена деления нониуса 0.1мм .
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей
Штангенциркули по ГОСТ 166-89:
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85.
Как пользоваться электронным штангенциркулем
При измерениях данным типом штангенциркуля применяется цифровой вид нониуса. Принцип работы основан на конденсаторах, включающихся друг за другом. Верхний выполняет функцию главного, именно с его помощью происходит получение показателей. Роторную функцию выполняет ползунок. В линейке из металла расположена статорная часть. Получение массива емкости происходит благодаря взаимодействию пластин.

Электронный штангенциркуль не отличается в использовании от других типов инструмента: также необходимо установить нулевой показатель перед применением, разжать губки и зафиксировать измеряемый прибор.
Как пользоваться измерительным прибором – простое руководство
Научиться пользоваться штангенциркулем несложно. Далее мы опишем, как производить замеры линейных параметров любых деталей, и дадим несколько важных рекомендаций мастерам-самоучкам, которые впервые держат рассматриваемый прибор в своих руках. Первый шаг перед измерениями – удаление смазки со штангенциркуля, очистка его от пыли.
Затем выполняем проверку инструмента. Нам нужно свести губки на штангенциркуле и удостовериться в том, что между ними нет просвета. Если таковой имеется, прибором пользоваться нельзя. Он не обеспечит требуемую точностью измерений. Также нежелательно использовать инструмент с забоинами, крупными царапинами на шкале, обширными участками коррозии. Аналогичным образом проверяются циферблатные и электронные устройства. О том, что прибор готов к эксплуатации, в таких случаях свидетельствуют:
- ноль на дисплее электронного инструмента;
- стрелка на нуле циферблата.
 Первым делом необходимо выполнить проверку инструмента на точность измерений
Первым делом необходимо выполнить проверку инструмента на точность измерений
После проверки можно приступать к измерениям. Смотрим, как узнать внешние линейные параметры детали. Берем штангенциркуль в правую руку, а измеряемое изделие в левую. Устанавливаем деталь между губками. Будьте осторожны! Губки имеют острые края. Есть риск пораниться. Зажимаем губки. Они должны плотно прижать деталь. Если производится замер изделия из мягкого материала, сдавливать губки слишком сильно нельзя. Это может стать причиной получения неточных показаний.









Установленную деталь фиксируем в инструменте винтом. Закручивать его нужно двумя пальцами (большим и указательным)
Очень важно при выполнении замеров следить за ходом рамки. Она обязана двигаться плавно, без рывков при приложении умеренного усилия, сидеть на штанге без покачиваний. Совет: усилие перемещения рамки задавайте фиксирующим винтом
Затем откладываем в сторону деталь и снимаем результаты замера. Здесь тоже есть свои нюансы. Разбираемся на примере. Ниже даны показания на простом нониусном инструменте ШЦ-1
Совет: усилие перемещения рамки задавайте фиксирующим винтом. Затем откладываем в сторону деталь и снимаем результаты замера. Здесь тоже есть свои нюансы. Разбираемся на примере. Ниже даны показания на простом нониусном инструменте ШЦ-1.
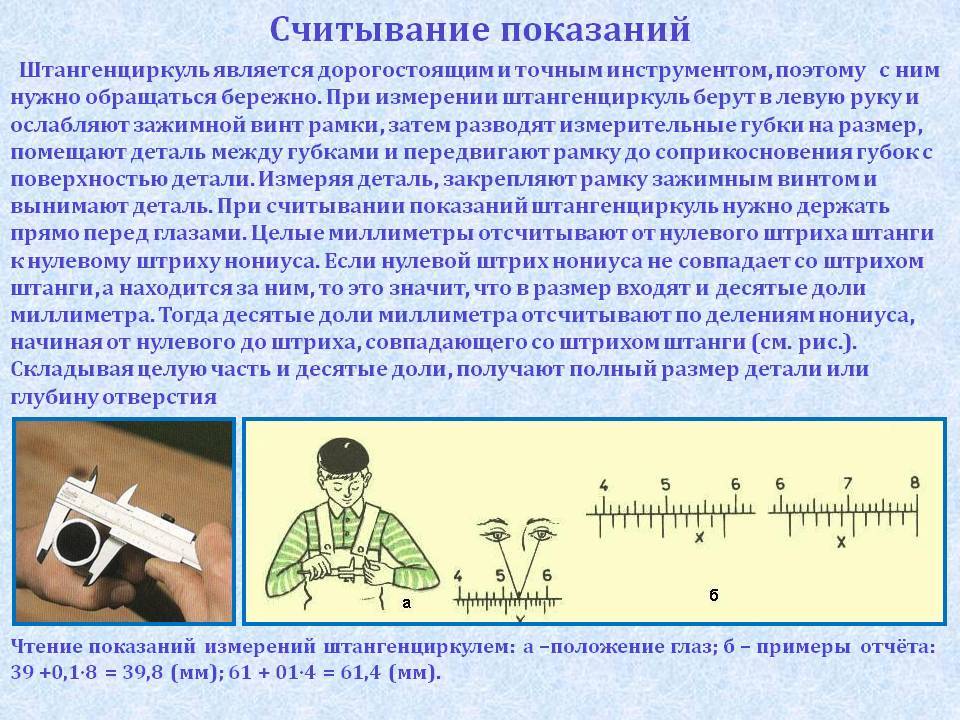
Устанавливаем штангенциркуль прямо перед глазами. Снимаем показания на основной шкале, отсчитывая целые миллиметры слева направо, ориентируясь на нулевой штрих нониуса. Затем определяем доли миллиметра. Нам требуется найти на нониусе штрих, который максимально точно совпадает с каким-либо штрихом главной шкалы. Далее сложнее. Снятое показание мы умножаем на цену деления шакалы нониуса (она указывается в паспорте к конкретному штангенциркулю). Осталось лишь сложить два полученных числа, чтобы получить максимально точные размеры предмета.
В верхней части рисунка показания основной шкалы равняются 3 см, а дополнительной – 0,3 (третий штрих умножили на цену деления 0,1 мм). В итоге получаем линейные размеры 3,3 мм. На нижней части целые миллиметры – 36, снятые с нониуса – 0,8. В итоге – 36,8. В случаях, когда один из штрихов главной шкалы совпадает с нулем дополнительной, размер детали будет описываться целым (без долей) числом.
По такому же принципу измеряем внутренние размеры изделия, используя соответствующие губки. Глубину детали определяем аналогично. Вставляем глубиномер в исследуемое изделие, раздвигаем губки (они должны упереться в поверхность), считываем результаты замера. После завершения измерений обязательно разбираем штангенциркуль, обезжириваем его, ослабляем зажим губок и раздвигаем их. Если в ближайшие несколько месяцев прибором пользоваться не планируем, обрабатываем его поверхность любым антикоррозионным составом. Так мы исключим вероятность появления ржавчины на штангенциркуле.
Виды штангенциркулей
Прежде чем выяснять, как правильно нужно измерять штангенциркулем, следует разобраться с видами этого измерительного инструмента. Производители выпускают рассматриваемые устройства следующих видов:
- Нониусные — они обозначаются буквами ШЦ, и представляют собой механический измерительный инструмент, который имеет основную шкалу на неподвижной линейке, а также дополнительную на подвижной рамке (в зависимости от модели, на подвижной рамке может быть одна или две шкалы). Нониусными их называют за счет шкалы на подвижной рамке, которая имеет градацию в долях миллиметров. Практически у каждого мастера имеются универсальные нониусные штангенциркули, которыми пользоваться легко при наличии знаний, однако они имеют недостаток — большая погрешность
- С циферблатом или стрелочный — обозначаются как ШЦК, а отличаются они от нониусных наличием круглой формы циферблата, который находится на подвижной штанге. Специальный зубчатый механизм передачи усилия позволяет получать точные результаты измерений. По основной разметке происходит определение миллиметров, а доли исчисляются по круговой шкале
Цифровые или ШЦЦ — на измерительной рамке вместо циферблата расположен цифровой дисплей, отображающий результаты измерений. Если в нониусных и циферблатных устройствах измерения нужно снимать самостоятельно, то в цифровых штангенциркулях соответствующие показатели выводятся на дисплей. Это самые высокоточные и дорогие измерительные инструменты, которые применяются в сферах, где важная высокая точность
Это интересно!Нониусные штангенциркули являются разборными, что делает их ремонтопригодными в случае заклинивания механизма перемещения. Чтобы не пришлось ремонтировать штангенциркуль, при его эксплуатации необходимо периодически вносить смазочное вещество в конструкцию подвижной части. Нониусные штангенциркули по конструкции и назначению классифицируются на такие виды:
- ШЦ-1 — рабочие или измерительные губки присутствуют с двух сторон, а предназначены они для того, чтобы выполнять измерительные действия внутреннего и наружного диаметра
- ШЦ-2 — губки, которые предназначены для измерений внутренних и наружных диаметров, совмещены, а также имеют одинаковые размеры. Плоские поверхности измерителей расположены внутри, а цилиндрические размещены наружу. С обратной стороны от штанги расположились кромки, которые предназначены для проведения разметочных работ. Эти кромки имеют хорошую заточку. В устройстве приборов типа ШЦ-2 имеется микрометрическая рамка, позволяющая повысить точность проводимых измерений
- ШЦ-3 — имеют одностороннее размещение измерительных губок, а предназначены такие инструменты для проведения измерений при работе с большими деталями и заготовками

Рассматриваемые типы инструментов предназначены для выявления размеров разных деталей — трубы, болты, гайки, провода, арматура и прочие виды заготовок. Самыми практичными считаются нониусные модели, а самыми точными — цифровые устройства. Разница в цене между нониусными и цифровыми существенная, поэтому для хозяйства вполне хватает механического штангенциркуля, которым перед применением, нужно научится правильно пользоваться.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Читать также: Съемники для подшипников внутренние
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.





