Для чего используются ножницы по металлу?
Спектр эксплуатации оборудования широк. Ножницы для резки листового металла – один из видов использования. Другие случаи применения:
- В машиностроении. Включает в себя производство плоских прямоугольных заготовок, фигурных деталей с криволинейными сторонами и с высечными отверстиями.
- В строительстве. Изготовление деталей для кровли и резка металлических закладных при производстве бетонных работ.
- На металлобазах для раскроя металлопроката под нужды потребителей.
- В службах МЧС. Резка арматуры круглого и прямоугольного сечения при разборе завалов.
- При демонтаже и утилизации старого оборудования и разделке металлолома.
- В быту. Использование ножниц для металла обеспечивает удовлетворение нужд в мелком ремонте металлических конструкций и дачном строительстве.
Каким диском резать металл болгаркой
Не менее важно купить диски для болгарки по металлу, подходящие по характеристикам. При выборе учитывают диаметр и толщину изделий — эти параметры определяют максимальную глубину разреза
Для работы с металлическими заготовками подойдут отрезные круги малой толщины (1–1,2 мм). Они позволяют делать ровные срезы без приложения значительных усилий. Для фигурной обработки тонкого проката используют круги для болгарки по металлу самого малого диаметра.

Фотография № 5: круги для болгарки по металлу (125 мм)
Далее, выбирая приспособление для болгарки для резки листового металла, ориентируются на материал, который требуется обработать. Для чугуна, стали, алюминия и латуни нужны разные диски. Информацию о назначении конкретного изделия вы узнаете из маркировки на этикетке.
Для нержавеющей стали. В отличие от других расходников, диски, предназначенные для нержавейки, не повреждают защитную пленку на металле, которая оберегает материал от коррозии.

Фотография № 6: отрезной круг для болгарки по нержавеющей стали
Для цветных металлов. Есть отдельные разновидности для нарезания чугуна, алюминия, меди, латуни. В состав кругов, которые работают с мягкими материалами, добавляют присадки против засаливания. Изделия для обработки чугуна, напротив, имеют твердые включения алмазов.

Фотография № 7: отрезной круг для болгарки по алюминию
- Для тонкого профиля и труб. Резать листовой металл болгаркой следует с применением кругов, подходящих по диаметру. Профилированные листы и жесть обрабатывают изделиями с малыми зубьями. Уголки и арматуру — дисками большей толщины.
- Обдирочные. Используют для зачистки заусенцев и сварных швов. Толщина кругов составляет 5–10 мм. Обработку проводят с наклоном машины под углом 30–40 градусов к поверхности.

Фотография № 8: обдирочный круг для болгарки
Щеточные. Изготовленные из жесткой проволоки изделия эффективно удаляют ржавчину при поворотах болгарки в разные стороны.

Фотография № 9: щеточный круг по металлу
Лепестковые и абразивные. Первые используют для окончательной шлифовки гладких поверхностей. Вторые — для удаления достаточно больших выступов и наростов. Качественная шлифовка предполагает чередование кругов двух видов.











Фотография № 10: лепестковый круг для болгарки
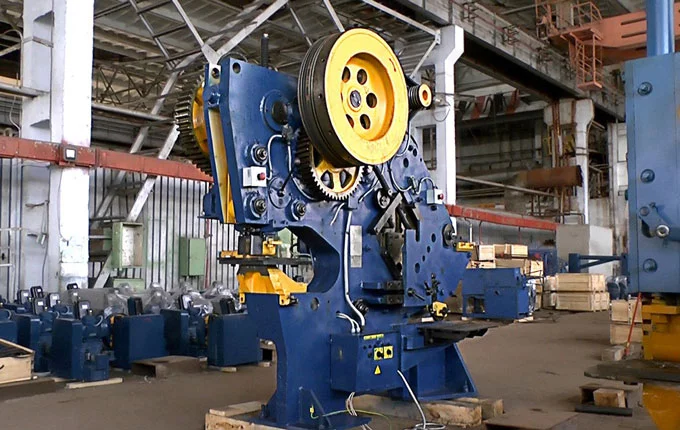
Принцип работы КПН
КПН-установки имеют более-менее типовую конструкцию, которая незначительно отличаются от модели к модели. Простейшие пресс-ножницы состоят из двух гильотинных ножей или дисков, которые располагаются друг на другом. Установка оборудована прессом, который создает необходимое давление для резки металлических объектов. КПН-станки оборудуются также вспомогательным прессом и насадками, которые позволяют делать отверстия, насечки в металле. Принцип работы пресса — гидравлический или механический. Помимо этого режущая установка оснащается вспомогательными деталями, которые выполняют множество вспомогательных, но важных функций — передача давления на активную зону, фиксация обрабатываемой детали, упор, регуляция давления.
КПН-установки получили широкое распространение в области серийного производства (ими пользуются как небольшие фабрики, так и крупные металлургические заводы). Их используют в машиностроительной сфере, на металлобазах, на линиях штамповки, в заготовительных цехах, в ремонтных мастерских. Большинство установок-ножниц можно без труда встроить в автоматическую производственную линию.
Преимущества пресс-ножниц для металла:
- Надежность. В случае соблюдения правил использования установки комбинированные пресс ножницы для металла прослужат долгую службу, а риск образования поломок минимален. К тому же использование КПН безопасно для рабочих, что также является плюсом.
- Простота использования, отсутствие вибрации. Пользоваться промышленными ножницами просто, поэтому рабочему не понадобится осваивать сложные навыки и умения для работы с оборудованием. К тому же отсутствие вибрации помогает увеличить качество работы + минимизирует риск возникновения травмоопасных ситуаций.
- Универсальность КПН. Ножницы выполняют множество операций. Это резка металлических объектов всех базовых типов, рубка металлопроката, прессование, вырубка пазов, раскройка, изготовление отверстий различной формы.
- Высокое качество работ, экономичность. Обработка металла осуществляется с большой точностью, а риск образования промышленного мусора минимален. Это благоприятно сказывается на экономии, что поможет снизить смежные производственные траты в цеху.
- Низкая цена. В продаже есть как дорогие, так и дешевые системы. Хозяин производства сможет подобрать ножницы для мастерской, промышленного цеха, сложной фабричной линии.

Электрические ножницы для быстрой и аккуратной резки листового материала
Точность и аккуратность реза ручными ножницами обеспечивается только при правильном выборе инструмента. Кроме ручных, производители выпускают также электрические ножницы. Электроинструмент не требует приложения физических усилий для раскроя листового материала, так как за это действие отвечает электрический мотор. Электроножницы по металлу бывают двух типов:
- Вырубные или высечные — конструктивно они не имеют никакого сходства с ручными
- Ножевые — похожи на ручной инструмент, а их работа обеспечивается за счет подвижности одного лезвия
Вырубные получили такое название за счет своего принципа действия. Их применяют для отрезания листов профнастила и металлочерепицы. Достоинством таковых устройств является их простота применения и эффективность работы. При прорезывании стального листа не возникают искры, а также не происходит деформация кровельного покрытия. Именно поэтому рекомендуется отказаться от применения болгарки при резке тонколистового материала, заменив ее на ручные или электрические ножницы, а еще лучше, купить насадку на дрель для резки металла.

Электрическими вырубными ножницами можно резать не только по прямой, но и вырезать различные фигурные узоры. Если планируется вырезать форму в центре листа, то для начала нужно просверлить отверстие, а затем установить в него режущую кромку ножниц. Работают они по принципу дырокола, и за пробивание стали отвечает подвижный механизм — пуансон. При пробивании стали нож движется очень быстро, поэтому вероятность деформации и загибов листа исключена.
Кроме вырубных (или врубных), различают также ножевые ножницы. Их еще называют листовыми ли шлицевыми. Они имеют большое сходство с ручными, только состоят они из подвижных, и неподвижных ножей. Подвижное лезвие перемещается за счет электропривода, совершая возвратно-поступательные движения. Подходят они не только для проделывания прямого реза, но и для криволинейного.
При работе такие ножницы не создают отходов, но имеется у них недостаток — это замятие профнастильных листов. Использовать их рекомендуется исключительно для резки гладкого листового материала, как лист оцинковки, жесть и т.п. При эксплуатации происходит притупление лишь подвижного режущего ножа, который необходимо затачивать и менять при износе.

Листовые ножницы имеют один неподвижный нож, а второй подвижный. Шлицевые же отличаются от них тем, что имеют два неподвижных ножа в нижней части, и один подвижный сверху. При использовании шлицевых инструментов образуется стружка, размер которой не превышает нескольких миллиметров. Стружка закругляется при работе ножницами, и уходит в сторону. Работать шлицевым инструментом можно не только по гладкой поверхности листовых материалов, но и по профнастилу и металлочерепице.
Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
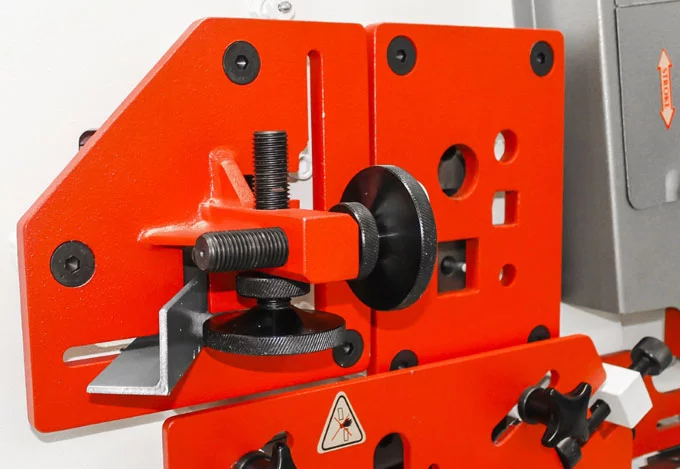
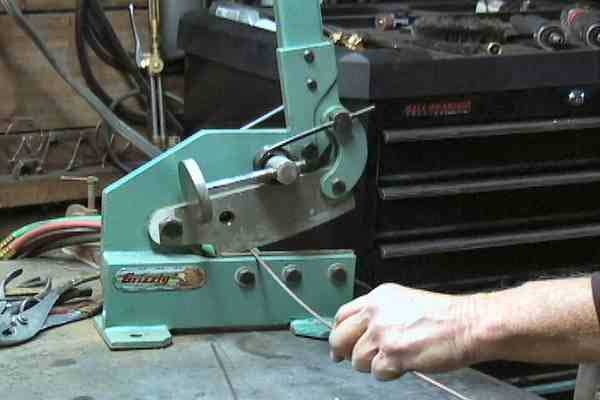
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:
- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.
Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.









Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.
КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.
Зубр ЗНЛ-500
Основные характеристики:
- Тип инструмента – листовые (вырезные)
- Мощность – 500 Вт
- Число ходов на холостом ходу – 1800 ход/мин
- Минимальный радиус резания – 40 мм
- Вес – 2.5 кг
Тип ножниц и конструкция. Листовые электрические ножницы отечественного бренда. У них прочный корпус из металла и качественного пластика. Модель оснащена неплохим двигателем мощностью 500 Вт, поэтому весит 2,5 кг. Узел резки оборудован двумя четырехгранными ножами, изготовленными из твердого сплава. Настроить и заменить их можно с помощью набора шестигранных ключей, имеющихся в комплекте.
Рабочая головка Зубр ЗНЛ-500.
Функционал и назначение. Инструмент дает качественный прямой рез по листовому металлу толщиной до 2,5 мм и может идти по дуге с радиусом не менее 40 мм. Частота движений верхнего ножа 1800 колебаний в минуту обеспечивает получение ровной кромки при высокой скорости прохода. Эффективная система охлаждения двигателя не допускает его перегрева даже при интенсивном применении.
Удобство пользования. Модель имеет узкий корпус, который удобно держать одной или двумя руками. Пусковой выключатель находится в нише, что исключает вероятность случайного нажатия. Металлический козырек защищает оператора от пореза об острые кромки среза. Производитель позаботился о запасном комплекте щеток электродвигателя, которые можно заменить самостоятельно. Весь комплект продается в пластмассовом кейсе, приспособленном для аккуратного хранения и переноски инструмента.
Плюсы Зубр ЗНЛ-500
- Простая и надежная конструкция.
- Долговечные ножи.
- Высокая скорость резки.
- Хороший обзор.
- Приемлемая цена.
Минусы Зубр ЗНЛ-500
- Греется редуктор.
- Сомнительная эргономика положения пусковой кнопки.
Гидравлические ножницы для резки металла MSH-6050

Гидравлические ножницы для резки металла MSH-6050 отличаются высокой производительностью и точностью реза широкого спектра материалов с различным сопротивлением на разрыв. Этот станок прост в эксплуатации.
Его конструкция обладает высокой степенью жесткости, за счет этого уменьшает деформации во время обработки и увеличивает стойкость ножей. Точный контроль во время процесса резания обеспечивает установка угла наклона ножей.
Мощные гидроцилиндры и надежная гидравлическая система позволяют производить операции по резу с высокой скоростью.
Варианты использования:
рез широкой гаммы материалов с различным сопротивлением на разрыв.
Резание выполняется посредством давления гидравлики, а возврат осуществляется при помощи азотного аккумуляторного тактового цилиндра, который позволяет защитить станок от перегрузок.
По желанию заказчика ножницы для резки металла MSH-6050 могут быть оснащены цифровым дисплеем и устройством числового программного управления. Гильотины могут применять практически в любых масштабах производства.









Гидравлические гильотины используются в большинстве сфер промышленного производства: авторемонтных, слесарных и кузнечных мастерских и т.д.
Особенности станка:
- каждое лезвие ножниц имеет 4 режущих кромки и может быть перевернуто 3 раза до переточки;
- возможность регулировки времени паузы нахождения верхнего ножа в нижней мертвой точке;
- возможность выполнения высококачественной резки тонколистового металла без заусенцев;
- после шлифовки лезвия устанавливаются без дополнительной регулировки;
- невысокая стоимость.
Для повышения эффективности работы при разрезании узких пластин станок может быть оснащен центрирующим приспособлением, оснащенным подсветкой с приводом рабочего хода. Станок MSH-6050 оборудован передними опорами и датчиком положения задних упоров. Задние упоры могут быть перемещены оператором с пульта управления, при этом его положение выводится на дисплей, отображаемую позицию можно откорректировать на УЦИ. Для уменьшения сопротивления трения рабочий стол станка оснащен роликовыми прокатными направляющими. Станок оснащен защитными устройствами, что делает работу оператора безопасной.
https://youtube.com/watch?v=72UibYbDwY4
Резка гидравлическими гильотинными ножницами выигрывает перед другими способами резки, поскольку режущие ножки и привод гильотины обеспечивают статичность и чистоту реза. Также четкости реза способствует тяжелая станина.
Технические характеристики гидравлических ножниц MSH-6050:
| Макс. толщина реза, мм | 6 |
| Макс ширина реза, мм | 5000 |
| Предел прочности материала, Н/мм2 | 450 |
| Угол наклона ножей, град | 1° 30ʺ |
| Ход задних упоров, мм | 750 |
| Кол-во резов в минуту, 1/мин | 8 |
| Глубина зева, мм | 130 |
| Длина ножа, мм | 5050 |
| Мощность главного двигателя, кВт | 11 |
| Вес нетто, кг | 10500 |
| Габариты (Д х Ш х В), мм | 5700х2150х1900 |
Варианты комплектации станка:
| Пульт управления Estun E10-S |
| Гидравлические клапана производства First (Америка) |
| Уплотнительные кольца производства NOK (Япония) |
| Инструкция по эксплуатации и обслуживанию станка на русском языке |
| Компоненты электрошкафа, производство Schnider electric (Германия); |
| Моторизированные задние упоры |
| нижние лезвия с 4-мя режущими кромками |
| Передние поддерживающие упоры длиной 1 метр |
Конструкция и типоразмеры
Поскольку данное оборудование может работать от основной гидравлической системы спецтехники, то наибольшей популярностью пользуются гидроножницы под экскаваторы. Наличие подобного оборудования на предприятиях Вторчермета расширяет перечень предлагаемых услуг, поскольку в этом случае возможна первичная разделка лома непосредственно на местах его нахождения, в частности, на стройплощадках или свалках.
Навесные гидроножницы состоят из следующих узлов:
Корпуса, который изготавливается из высококачественных конструкционных сталей и предназначен для эффективной защиты гидропривода и рабочих ножей от посторонних внешних нагрузок;
Гидравлической системы привода, которая, в свою очередь включает в себя гидромотор, силовой цилиндр и ротатор кольцевого вращения, который позволяет ножницам работу с рабочим сектором охвата 3600;
Рабочих ножей, конструируемых обычно по аллигаторной (открытой) схеме и обеспечивающих разрезание фрагментов металлолома на фрагменты требующейся длины;
Механизм ножниц
Механизма фиксации лома в зеве ножниц, который предотвращает выскальзывание металла из зева ножниц с момент начала реза. Конструкция устройства выполняется таким образом, чтобы разрезаемая часть лома сдвигалась внутрь челюстей, где прилагаемое усилие является максимальным;
Переходной плиты, размеры и конфигурация которой обеспечивает присоединение переносных ножниц к соответствующему посадочному месту экскаватора. Чаще используется зубчатое зацепление, при этом переходная плита по периметру защищается стальным бандажом.
Навесные гидроножницы агрегатируются не только с экскаваторами (масса агрегата должна быть не менее 7…10 т), но и с перегружателями лома. Их основными техническими характеристиками являются:
Рабочее усилие реза — от 2,5 до 16 МН;
Рабочее давление в системе гидроуправления – от 300 до 400 бар;
Масса – от 1100 до 12500 кг.
Сам механизм «кусачек» у гидроножниц может быть разным — каждый под свои цели
Правила эксплуатации
Для продления срока службы инструмента важно соблюдать основные правила эксплуатации:
- инструмент, режущую часть нужно содержать в чистоте,
- замена масла проводится не реже, чем раза за полгода,
- перед хранением ножницы следует очистить, а также смазать антикоррозионным составом,
- при работе толщина разрезаемого металла не должна превышать норм, заявленных производителем.
Возможные неисправности
Основными неисправностями гидравлических инструментов по металлу являются:
- шток не возвращается в нейтральное положение — необходимо заменить возвратную пружину,
- отсутствует или недостаточное давление масла — требуется замена масла, закрытие рычага для сброса избыточного давления или очистка гидравлического привода,
- снаружи появились масляные подтёки — нужна замена уплотнительных сальников.
Чтобы избежать различных поломок нужно соблюдать правила эксплуатации инструмента, описанные в техническом паспорте. Перед использованием инструмент нужно проверить на отсутствие дефектов.










Сравнение гильотин
| Вид | Толщина металла, мм | Вид металла | Предел прочности металла | Ширина листа, м | Производительность, ходов/мин | ЧПУ |
| Гидравлическая | 0,4 – 40 | Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь | До 500 МПа | 1 — 3 | 8 — 20 | + |
| Электромеханическая | 0,25 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 3 | 1 – 60 | + |
| Пневматическая | 0,2 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 2,5 | 1 – 60 | + |
| Ручная | 0,2 – 1,5 | Листовая сталь, профнастил, оцинковка, арматура | До 400 Мпа | 0,1 – 2,5 | 2 – 5 | — |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.
Общие сведения о гидравлических ножницах
Достоинства гидравлических гильотинных ножниц по металлу
- Сила натиска на металл составляет около тонны, при весе инструмента не более 4 кг. Это достигается благодаря значительному показателю преобразования.
- Автономная работа ножниц и их мобильность не требуют наличия электропривода.
- Отличное качество нарезки и одинарной длины разреза материала.
- Безопасность в работе намного выше, по сравнению с обычными ножницами с рычажной системой.
Примечание. Лезвие гидравлических ножниц двигается медленно, что позволяет взять под контроль процесс работы с металлом. В случае нехватки усилия для разреза, оператор сможет понять это по растущему отпору привода гидравлики.
Данный нюанс в работе имеет преимущество, поскольку инструмент способен нарабатывать большую силу давления на металл. Такая особенность дает возможность без труда разрезать арматуру и листы металла, предельно аккуратно за короткое время.
Конструкция инструмента предусматривает принцип нарастающего усилия при помощи помпы или цилиндра гидравлического. Мастер применяет к рычажку цилиндра, который нагнетает силу от 10 до 15 кг, в то время как шток рабочий, соединенный с двигающимся лезвием, выдает до 4 — 5 т в моделях ручного типа, и 50 -60 т в гидравлических.
Виды гидравлических ножниц для резки
Ручные гидравлические ножницы режут металл, трос, арматуру. К ним относится инструмент, использующийся в аварийно-спасательных службах, а также ножницы для нарезания прутов и проволоки.
Примечание. Гидравлические ножницы производят двух видов – кромочные открытые и гильотинные.
Открытые гильотинные ножницы для резки металла напоминают обычные канцелярские инструменты, которые имеют 2 лезвия, соединенные посередине, и во время работы по нарезке под влиянием штоков толкающих одновременно вертятся насупротив друг другу, разрезая материал.
Ножницы гильотинные гидравлические имеет простую конструкцию. Одно лезвие закреплено в раме из стали в неподвижном состоянии. Второе лезвие двигается по прямой под натиском толкателя на основе гидравлики. Когда лезвия встречаются, осуществляется процесс нарезки металла.
Гидравлические ножницы с усилителем
Гидравлические ручные ножницы пользуются наибольшей популярностью, ведь с их помощью можно нарезать любой материал. Их конструкция позволяет равномерно распределять прилагаемую силу воздействия на металл, и характеризуются мощью и небольшими размерами одновременно. Гильотинные ножницы подходят для нарезки прутов и проволоки. На производстве зачастую применяют ножницы.
Инструмент открытого типа, для нарезания арматуры, металлопроката, труб из металлопрофиля. Они имеют больший размер и вес, нежели гильотинные инструменты. Прилагаемое усилие резки меньше, но из-за возможности размыкать лезвия, появляется способность резать любой материал. Гидравлические ножницы НГО 100 могут разрезать профиль с сечением около 100 мм.
Гидравлические ножницы пожарные и гидравлические ножницы спасателей используют соответственные службы. Инструмент не требует специальных навыков в обращении и с ним. Его попросту подключают к гидравлической помпе и захватывают профиль.
Инструмент с размещением ножей по типу гильотины. Такие инструменты в основном применяют для нарезки проволоки, троса, кабеля. Используются для резки кабеля, тросов и проволоки. Качество среза дают высокое, особенно это касается толстых тросов. В процессе среза, проволоки при натиске лезвий сплавляются воедино.
Примечание. Отличаются данные типы оформлением привода гидравлики и схемой смыкания лезвий.
Гидропривод гидравлических ножниц ручного типа производят в 3-х видах
- Встроенный цилиндр на каркасе инструмента с штоком, который качается. Применяют для нарезки троса.
- Выносной гидроцилиндр напольного типа с приводом рычага рукой или ногой.
- Гидравлический насос, оснащенный ДВС. Инструмент подключают к шлангу с высоким давлением. Кнопки управления расположены прямо на корпусе инструмента. Для того, чтобы снять давление и возвратить ножницы в начальное состояние, нужно повернуть ручку в пол оборота круг собственной оси.
Что такое гидравлические ножницы?
Одним из видов навесного механизированного инструмента для проведения демонтажных работ являются гидравлические ножницы. ГОСТ Р 50982-2009 даёт им такое определение – «Инструмент, в котором два ножа, взаимодействующих между собой через шарнир, приводится в работу гидроцилиндром и разрезают металл или дробят камень». Под камнем понимают камень как естественный, так и искусственный, т. е. кирпичную, газобетонную или бутовую кладку, монолитный бетон армированный или сборный. экскаватор с гидроножницами
Гидроножницы предназначены и для резки металла – балок, труб, профилей – уголков, швеллеров, тавров и двутавров и пр. При резке железобетонных конструкций оборудование легко расправляется и с арматурой любой толщины.










Для навески гидроножниц используется быстросъемная монтажная рама или установочный механизм, обычно поворотный. Угол поворота 180 или 360 градусов. Он снабжен монтажной плоскостью с установленным на ней гидравлическим разъемом. Привод для большинства навесных инструментов используется гидравлический. Управляет механизмом оператор из кабины базового экскаватора.
В отличие от гидромолотов, разрушающих железобетон одиночными ударами или их серией, действие ножниц основано на сжатии разрушаемой строительной конструкции – балки, колонны, ригеля, панели, плиты и пр. Если сжатие «челюстей» не довести до разрушения, например, обломка стены или балки, то гидравлические ножницы позволяют, зажав этот кусок, поднять и перенести его, например, к дробилке или на место складирования строительного лома.
Гидроножницы используются на разных стадиях демонтажа – на разборке, например, 9-ти этажного жилого дома ими «откусывают» куски стеновых плит вместе с арматурой, разрезают на части армированные плиты перекрытий, лифтовые шахты, лестничные площадки и марши. Отделенные от плиты куски зажимаются в «челюстях» ножниц и спускают на землю.





