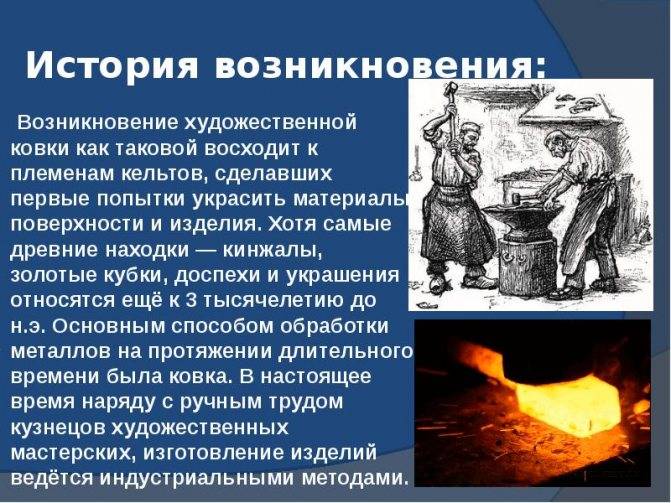
Ковка, гибка и штамповка
Чем отличается холодная ковка металла от, например, штампования? В штамповке материал не растекается совсем или делает это крайне слабо. Для примера следует осмотреть банку для пива – она выбита единственным ударом оголовья пресса для штампа.
Если это сложное изделие типа чайника, то пуансон будет раздвижной формы.
 Пуансон для пресса
Пуансон для пресса
Естественно, что в домашних условиях очень тяжело орудовать этими прессами и ими тяжело делать кованные детали.
Если сравнивать холодную ковку с горячей – отличия видны сразу. При холодном варианте исходный материал не требуется нагревать. По сути, ковка такого вида – это наклепывание заготовки множеством ударов с применением необходимой силы. При этом изменяется структура материала: наружная часть становится более твердой, а внутренняя – способствует повышенной стойкости и вязкость детали.
Наклепывание производится с помощью механического молота. Его можно смастерить и самому, в чем-то это даже проще, чем изготовление некоторых станков для художественной ковки.
Холодная художественная техника – это гнутье или гибка металлической заготовки. Сама структура детали серьезно не изменяется, а переработанные физические и механические параметры не оказывают серьезного влияния.
Недостатки металлических элементов
Как бы хорошо ни отзывались о ковке, у всего обязательно найдется и плохое. Причем в этом случае минусы заставляют многих людей отказаться от кованых элементов и изделий.
Безусловно, главный и основной минус — это цена. Дело в том, что на большинство подобных работ уходит уйма времени и сил. Помимо этого, роль играют различные дорогостоящие станки и сама стоимость металла. К примеру, если сравнить обычный забор из профилированного листа и такой же забор с элементами ковки, цена может повышаться чуть ли не в два, а то и в три раза.
Следующий и последний минус ковки — это подверженность коррозии. Как бы хорошо ни обрабатывался материал, на металл всегда будет плохо воздействовать влажность и сырость.
Штамповка, ковка и гибка

Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
займемся ковкой, которая гнутье. Для краткости назовем ее просто художественной ковкой,
Хитрости мастеров
Использование проставок допускает мгновенное изменение формы итоговой конструкции или делать изгибы в обратную сторону, чего не допускает лемех по конструкционным причинам.
Не требует повышенной точности в изготовлении деталей.
Крепить заготовку проще простого – уложить в специальную выемку.
Допускает использование приема, которым пользуются в промышленности – небольшой загиб в обратную сторону в сердцевине завитка.

Такие изделия холодной ковки лучше выглядят и стоят дороже.
Дополнительно обладает хорошим и удобным достоинством – возможность изготовления плоских загибов с тонкой сердцевиной из заготовки, лежащей плашмя.
Рычажный станок допускает установку ролика для прижима на высоту толщины полосы и закраиной шире железнодорожного колеса. Такой способ требует кропотливости: рычаг необходимо двигать понемногу, в противном случае получится испорченный внутренний край. К сожалению, это единственный метод изготовления таких завитков в производстве своими руками.
Станок с рычагом часто создают без использования редких или дорогих материалов и не обладая точными схемами.
Предназначение кованых изделий
Художественная ковка, созданная своими руками, прочно заняла лидирующую позицию на современном рынке. Эти изделия можно встретить не только на заборах и воротах, но и на кроватях в обычных квартирах. Существует несколько видов изделий, где ковка используются чаще всего:










- Ворота.
- Заборы.
- Решетки.
- Лестницы.
- Беседки, мангалы.
- Мебель и ее принадлежности.

Из-за такого большого спроса на кованые изделия невольно стоит задуматься, почему людям так нравятся элементы художественной ковки. Ведь металл — материал холодный, тяжелый, подвергающийся коррозии в окружающей среде. В противовес этим негативным факторам есть множество благоприятных:
- Долговечность.
- Изысканная красота.
- Повышенные защитные функции.
- Возможность изготовления по любым габаритам и размерам.
- Полная возможность фантазии при изготовлении.
- Кованые изделия прекрасно сочетаются с другими материалами.
И это далеко не весь список достоинств кованых элементов. Если объединить все вышесказанные выражения, то предметы из металла — это долговечные, прочные и весьма красивые изделия.
Оборудование для холодной ковки металла своими руками
Виды ковки.
Если раньше для холодной обработки металла использовался ограниченный список инструментов и оборудования, то со временем опыт работы и новые технологии позволили изобрести и создать довольно приличный набор специализированных инструментов, которые существенно расширили горизонты мастерства кузнецов.
Благодаря этому даже малоопытный мастер может создавать красивые изделия из металлических прутов. Причем многое из необходимого оборудования могут создавать сами мастера холодной ковки, ничего сверхсложного в этом нет. Какое же оборудование необходимо заполучить для работы?
- Гнутик — это, наверное, основной инструмент для холодной ковки в любой мастерской по металлу. Его задача — согнуть металлический прут под нужным и заранее выставленным вами углом. Он же поможет вам делать из заготовок дуги необходимого вам радиуса.
- Улитка помогает создавать спираль из подходящих заготовок. Такой элемент, как спираль, достаточно часто можно встретить в изделиях мастеров по металлу. Улитки могут быть как покупными, так и самодельными. Радиус спирали выбирается мастером и может быть любым.
- Фонарик — это более сложное приспособление, которое делает не отдельные элементы из одиночных прутьев, а целый комплекс. Название говорит о том, что данная оснастка помогает делать из нескольких переплетенных прутьев металлический элемент фонарей. Фонарик подойдет и для создания такого изделия, как корзина из металлических прутьев. В качестве материала могут использоваться прутья различного диаметра и сечения.
- Волна помогает мастеру делать изогнутые элементы, о чем говорит и само название инструмента. Из прутьев любого профиля и размера вы можете делать плавные синусовидные элементы будущего декора.
- Твистер во многом напоминает «Фонарик». Он предназначен для сплетения различных прутьев вокруг продольной оси. То есть его используют для создания некоей оплетки или объемных элементов декора.
https://moyakovka.ru/youtu.be/JQ8usBkOYXs
Если холодная ковка своими руками для вас не просто временное хобби, а дело, которому вы хотите посвятить много сил и времени, то вам необходимо обзавестись данным оборудованием. А со временем, возможно, ваше мастерство потребует еще более сложной и профессиональной оснастки. Но перечисленный список оборудования — это необходимый минимум. Тем более что эти инструменты просты в изготовлении и использовании.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.









Коррозия металла
Коррозия металла — один из важных факторов воздействия на изделие. Элементы художественной ковки металла следует обрабатывать покрасочными маслами, чтобы коррозия не появлялась долгое время.
На более дорогих изделиях перед покраской используют специальный станок по очистке металла. Несмотря на стоимость такой работы, это одно из лучших средств по очистке металла от ржавчины и коррозии.
Если бюджет позволяет использовать дорогостоящую работу по отчистке металла, то можно позволить и дорогостоящую покраску. Обычно для такой работы используют цинксодержащие масла, которые могут проникать в верхний слой металла и не дают воздействовать влаге.
Роза из жести
Жесть — листовая сталь толщиной до 0,36 мм, имеющая защитное покрытие – отличается небольшим весом и легкостью в обработке. Она служит идеальным материалом не только для производства консервных банок, но часто используется при создании декоративных поделок, состоящих из большого количества мелких составляющих. В этом видеоуроке дается инструкция по созданию розы. Понадобиться нарисовать и вырезать шаблоны, по ним лепестки, края которых обрабатываются. Стебель формируется из прута. Ведущий продемонстрирует как обжать разогретую верхушку под место крепления бутона, создать текстуру на стебле, добавить листья, придать естественный изгиб лепесткам.
Твистеры
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.

Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
Что такое ковка?
Данный процесс представляет собой сложную обработку металлического основания, предание ему необычной формы и необходимого размера. Выделяют две разновидности ковки:
- Холодная;
- Горячая.

Перед тем как приступить к изготовлению металлического декора необходимо иметь четкое представление о каждом способе обработки. Как правило, они имеют преимущества и недостатки.

Горячая ковка представляет собой использование нагревательных элементов, в результате которых металл постепенно теряет свои свойства. Установится более пластичным. В результате этого ему можно придать определённую форму и необходимый размер.

Торсионные станки
Мастера рекомендуют закручивать пруты для художественной ковки, не пользуясь станками вовсе. Для предотвращения загиба детали у зажатого в тисках конца под дальний конец следует использовать подставку с небольшим вырезом сверху, куда следует закрепить прут.

Вращательные станки могут ускорить работу, повысить качество изготовляемых элементов. Так как нагрузка сильно влияет на опору, подставка должна быть повышенной прочности, например, сваренные вместе швеллеры от ста миллиметров.
Исходный материал удерживается оправой квадратного сечения. Из-за сокращения длины прута, следует тщательно проверять надежность крепления оправы. Для этого заднюю бабку делают скользящего вида. Подразумевает холодная ковка станков высокое качество, иначе изделие будет непрочным.
Любой инструмент для холодной ковки требует бережного ухода за собой, своевременного ремонта и наладки. А ручная художественная ковка и вовсе требует сноровки и дисциплины от мастера. Все схемы, кузнечные станки и даже самодельные станки требуют порядка и чистоты.
Видео по теме: Холодная ковка
http://stankiexpert.ru/stanki/kuznechnye-stanki/oborudovanie-dlya-kovki.htmlhttp://promzn.ru/kovka/holodnaya.htmlhttp://promzn.ru/kovka/holodnaya.html
Этапы ковки и приемы
Горячая ковка включает в себя большое количество приемов, использующихся в обработке металла. Однако сама технология состоит из основных этапов.
- Нагрев заготовки.
- Ковка.
- Стабилизация металла.
- Закалка (по надобности).
Каждый отдельно взятый этап имеет большое значение. Неправильно выдержанная температура нагрева заготовки приведет в дальнейшем к порче изделия, то же касается и слишком быстрого остывания.









При ковке также нужно соблюдать технологический процесс, иначе попросту заготовка будет испорчена. На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
Стабилизация металла подразумевает постепенное остывание готового изделия. Этот технологический этап способствует нормальной кристаллизации сильно разогретого материала. Главная задача — не допустить нарушение внутренней структуры, появления раковин и трещин.
 Закалка металла в масле
Закалка металла в масле
Закалка используется для придания готовому изделию твердости за счет изменения кристаллической решетки во время высокотемпературного нагрева. Чаще всего в кузнечном деле этот этап проводят, изготавливая инструменты, которые во время использования будут испытывать большие нагрузки. Основное требование к закалке — не сделать металл слишком хрупким (перекалить) или, наоборот, очень мягким.
Итак, как происходит ковка металла своими руками и какие приемы применяют на каждом из этапов работ?
Коррозия металла
Коррозия металла — один из важных факторов воздействия на изделие. Элементы художественной ковки металла следует обрабатывать покрасочными маслами, чтобы коррозия не появлялась долгое время.
На более дорогих изделиях перед покраской используют специальный станок по очистке металла. Несмотря на стоимость такой работы, это одно из лучших средств по очистке металла от ржавчины и коррозии.
Если бюджет позволяет использовать дорогостоящую работу по отчистке металла, то можно позволить и дорогостоящую покраску. Обычно для такой работы используют цинксодержащие масла, которые могут проникать в верхний слой металла и не дают воздействовать влаге.
Волна и зигзаг
Теперь у нас на очереди инструмент и оснастка для волновой и загзагообразной гибки длинномерных заготовок. Упомянутые вначале гнутик и протяжно-нажимной гибочный станок своими руками не воспроизводимы. Кроме того, первый позволяет настраивать шаг и профиль в относительно небольших пределах, а второй дорог. Однако универсальный волногибочный станок все-таки можно сделать своими руками по образцу того, что слева на рис. Заказать придется только вальцы, они должны быть из хромоникелевой или инструментальной стали; остальное – из простой конструкционной, на скобы и дугу нужен лист (полоса) от 8 мм. В дуге устанавливаются ограничители, позволяющие точно выдерживать профиль волны, но рабочие нагрузки на нее передаются в значительной степени; собственно, дуга обеспечивает поперечную жесткость конструкции.
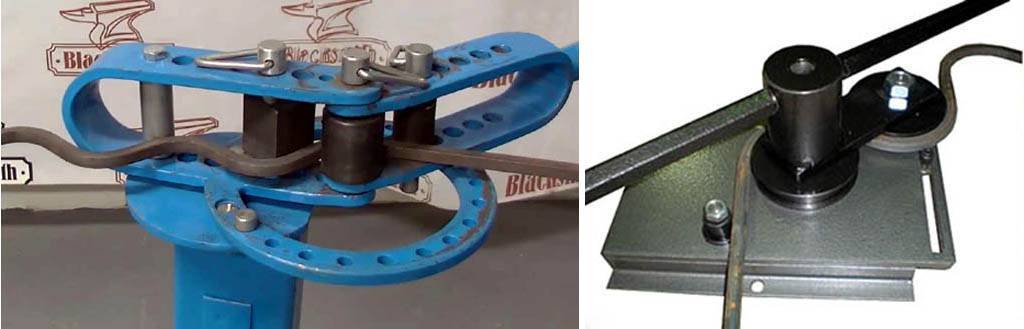
Оснастка для гибки волн при холодной ковке
Гнуть только плавные, но весьма разнообразные, волны можно, добавив к станку-улитке с поворотным лемехом ворот для волн, справа на рис. Рукояти используются прежние, т.к. они вворачиваются в резьбовые гнезда на головке ворота. Коренной (центральный) ролик желательно делать отдельным и крепить к станине болтами с головками впотай. В таком случае, ставя ролики разного диаметра (диаметров), возможно формировать волны переменного и несимметричного профиля. А если обводной ролик выполнить переставным (для чего в его водиле проверливается ряд отверстий), то можно в довольно широких пределах менять и шаг волны.
О соединении элементов и покраске
Кованые детали нужно собрать в единую композицию. Простейший способ – сварка и последующее заглаживание швов болгаркой с зачистным кругом: он толще отрезного (6,5 мм) и выдерживает изгибающие усилия. Но гораздо эффектнее смотрятся соединения фасонными хомутами, их штампуют из полосы от 1,5 мм на инерционном штампе; можно также достаточно быстро и без опыта отковать по-горячему, см. ниже. Заготовку хомута делают в виде П-образной скобы на оправке в размер соединяемых деталей и загибают ее крылья с тыла на месте большим слесарным молотком или кувалдой 1,5-2 кг по-холодному. Красят готовое изделие, как правило, кузнечными эмалями или акриловыми красками по металлу. Эмали с пигментом из кузнечной патины дороже, но лучше: высохшие, они цвета благородного несколько под старину, не отслаиваются, не выгорают, износо- и термостойки
Как обойти камень
Т.е. камень преткновения во всем вышеописанном: фасонные наконечники прутьев; без них забор не забор, ворота не ворота и калитка не калитка. Инерционный штамповочный пресс (поз. 3 на рис. с видами станков) дорог, но эффективен. Он работает по принципу маховика: вначале, плавно вращая коромысло (штангу с грузами), отводят винтовой боек назад до упора. Затем вкладываютт в гнездо сменный штамп, ставят заготовку. Далее быстро раскручивают коромысло в обратную сторону (это момент травмоопасный!) и оставляют его свободно вращаться – пошел рабочий ход. В конце него боек очень сильно бьет по хвостовику штампа; за счет инерции грузов развивается усилие, достаточное для штамповки.
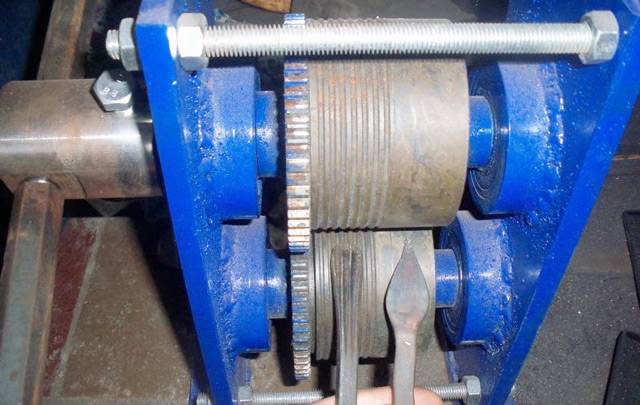
Станок для холодной ковки концов прутьев
Нагрузки, особенно ударные, в инерционном штамповочном станке велики, приходятся на малые площади, а точность изготовления его деталей нужна высокая, поэтому делать его своими силами лучше и не пытаться. Самостоятельно возможно сделать ручной прокатный стан, см. рис. справа, но лишь частично: валки из спецстали, валы и подшипниковые втулки придется заказывать, а шестерни покупать или искать б/у. Получать же на таком стане можно только наконечники гусиная лапка и лист (копье), причем по их шейкам сразу будет видно, что это машинная работа.
Между тем такие же, и некоторые другие, наконечники прутьев можно отковать горячим способом, не будучи опытным кузнецом. Хороший, явно ручной работы наконечник-лист куется просто кувалдой и молотком, а ковочный штамп (штемпель) для лапок делается из негодного напильника, в котором болгаркой выбираются канавки. Кузня для этого нужна? Для эпизодической мелкой работы совсем не обязательно; главное – разогреть металл. Пропановая горелка не годится, нагрев должен быть равномерным со всех сторон и без пережога. Итак, приходим к выводу, что холодная и горячая ковка не исключают друг друга: чтобы с помощью простых станков для холодной ковки или вовсе подручными средствами получать качественные изделия, очень даже не помешает вдобавок к ним небольшой кузнечный горн из подручных материалов.
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Ручная ковка
Чтобы заготовка приобрела нужную форму, мастер должен применять в своей работе разные приемы и методы. Понадобится приобрести различные инструменты и овладеть разными технологиями.










Холодный способ ковки не требует от мастера приложения особых усилий. В работе выделяются следующие этапы:

- создание чертежа или выполнение эскиза декоративного элемента;
- закупка заготовок;
- процесс ковки.










Сегодня чертеж можно сделать с помощью компьютерной программы самостоятельно или заказать профессионалам. Проект позволит до начала работы вычислить, сколько нужно приобрести металлических заготовок.

Основные кованые элементы представлены следующими группами:
- Лапки. Концу металлического прута придается определенная форма.
- Завитки. Концы прута могут быть загнуты в одну или две стороны.
- Кольца. Элементы декора изготавливаются из прутьев с квадратным или круглым сечением.
- Торсион. Для него характерно винтовое скручивание по оси.








Используются 3 общепринятые технологии: вытяжка, гибка и закручивание.

- Вытяжка позволяет увеличивать длину металлической заготовки, уменьшая значение ее сечения.
- Гибка дает возможность загибать любую часть заготовки под углом.
- Закручивание – технология, при которой заготовку скручивают по оси. Для закручивания используется станок «Твистер».

Все элементы собираются вместе и закрепляются с помощью сварки. Эти операции выполняются на специальном столе. Самодельная ковка холодным способом не требует особых навыков.

Вспомогательные приспособления
Кроме активных станков, в которых для приведения в движение рабочего инструмента используют электромоторы, в домашней мастерской используют механизмы с ручным приводом. Интересные или полезные самоделки, столярные приспособления и инструмент, сделанные своими руками, помогут мастеру при изготовлении деталей, сборке узлов, ремонте различных механизмов.
https://youtube.com/watch?v=ckulUixg2w4
К сведению!
В Интернете можно найти много схем и чертежей самодельных аппаратов для обработки металла, дерева и других отделочных материалов.
Мини-пресс
Гидравлический пресс редко применяют в домашнем хозяйстве, но в гаражной мастерской ему найдётся применение. При ремонте автомобиля возникает необходимость силового воздействия для сборки/разборки узлов и механизмов. При разовой работе можно воспользоваться тисками или молотком, но эти методы малоэффективны, а качество соединения будет низким. Если часто приходится работать с плотными посадками, без мини-пресса в мастерской не обойтись.
Приспособление состоит из силовой рамы и гидроцилиндра с маслонасосом. В качестве последнего применяют гидравлический домкрат, рассчитанный на вес грузового автомобиля. Силовую раму собирают из металлических профилей. Её делают цельной, сваривая детали между собой, либо разборной, скрепляя компоненты болтовыми соединениями. В раме предусматривают подвижный стол для изменения расстояния между домкратом и опорной поверхностью, чтобы можно было работать с узлами разных размеров.
Верстак
Чем бы ни планировал мастер заниматься в гараже или подсобном помещении, без рабочего стола ему не обойтись. Его функционал будет зависеть от вида деятельности. В столярной мастерской нужен деревянный верстак, собранный из досок толщиной 40-60 мм и большой рабочей поверхностью. Для сварочных работ изготавливают металлический стол, желательно с поворотной поверхностью. Верхнюю плиту делают из листового проката.
В общем случае мастеру понадобится устойчивый верстак, на котором будут закреплены тиски, предусмотрены места под установку струбцин. Как правило, каркас стола делают из металла. Для этого используют стальные уголки с шириной полки не менее 5 см или квадратные профильные трубы размером 50 х 50 или 60 х 60 мм. Остов делают сварным, исключив резьбовые соединения, которые могут раскрутиться при вибрации. Столешницу собирают из досок толщиной 50 мм. Поверхность шлифуют и красят, если необходимо покрывают тонким листовым железом.
К сведению!
В столе целесообразно предусмотреть выдвижные ящики, в которых можно хранить ручной инструмент и всякую полезную мелочь.
Трубогиб
При работе с металлом иногда нужно придать заготовке изогнутую форму. Фасонные изделия понадобятся при изготовлении теплиц, навесов, заборов и калиток. Гнуть детали вручную невозможно – придать заготовке правильную форму не получится. Требуемый радиус изгиба получают при помощи трехвалкового механизма, основу конструкции которого составляют два опорных и один центральный ролик. Последний осуществляет давление на трубу, положение которого и определяет радиус её изгиба.









Для изготовления трубогиба понадобятся металлические пластины из толстого листа, круглый стальной прокат подшипники, ролики, нажимной механизм. Процесс изготовления:
- Металлические пластины размещают параллельно на расстоянии 10 см друг от друга. Между собой их скрепляют резьбовыми шпильками или сваркой.
- К пластинам крепят неподвижные подшипниковые узлы, в которые вставляют круглые оси.
- В основании конструкции устанавливают нажимной механизм. Он может быть винтового или гидравлического действия.
- К нажимному механизму крепят подшипники с подвижной осью. На край последней надевают вороток.
- На осях размещают фасонные ролики.
В мастерскую своими руками можно сделать много станков и приспособлений. Дополнив рабочее место системой удаления пыли и стружки, ярким освещением мастер сохранит своё здоровье и обезопасит процесс
Неважно, какой вариант выбран для обустройства, стоит предусмотреть полочки для инструментов или ящики для оборудования. Главное, чтобы пользоваться механизмами, сделанными своими руками, было удобно, легко и безопасно
Недостатки металлических элементов
Как бы хорошо ни отзывались о ковке, у всего обязательно найдется и плохое. Причем в этом случае минусы заставляют многих людей отказаться от кованых элементов и изделий.
Безусловно, главный и основной минус — это цена. Дело в том, что на большинство подобных работ уходит уйма времени и сил. Помимо этого, роль играют различные дорогостоящие станки и сама стоимость металла. К примеру, если сравнить обычный забор из профилированного листа и такой же забор с элементами ковки, цена может повышаться чуть ли не в два, а то и в три раза.
Следующий и последний минус ковки — это подверженность коррозии. Как бы хорошо ни обрабатывался материал, на металл всегда будет плохо воздействовать влажность и сырость.
Ковка, гибка и штамповка
Чем отличается холодная ковка металла от, например, штампования? В штамповке материал не растекается совсем или делает это крайне слабо. Для примера следует осмотреть банку для пива – она выбита единственным ударом оголовья пресса для штампа.
Если это сложное изделие типа чайника, то пуансон будет раздвижной формы.
Естественно, что в домашних условиях очень тяжело орудовать этими прессами и ими тяжело делать кованные детали.
Если сравнивать холодную ковку с горячей – отличия видны сразу. При холодном варианте исходный материал не требуется нагревать. По сути, ковка такого вида – это наклепывание заготовки множеством ударов с применением необходимой силы. При этом изменяется структура материала: наружная часть становится более твердой, а внутренняя – способствует повышенной стойкости и вязкость детали.
Наклепывание производится с помощью механического молота. Его можно смастерить и самому, в чем-то это даже проще, чем изготовление некоторых станков для художественной ковки.
Холодная художественная техника – это гнутье или гибка металлической заготовки. Сама структура детали серьезно не изменяется, а переработанные физические и механические параметры не оказывают серьезного влияния.





