Специфика пайки труб из полипропилена
Нагревание полипропилена способствует его размягчению. При этом его частицы попадают в смежные элементы. После остывания материал становится твердым и стойким к повреждениям. Как же сварить трубы из полипропилена с помочью работы паяльником? Чтобы запаять такие изделия, нужно учитывать следующие особенности:
- нагревать материал до состояния вязкой текучести;
- паять изделия из одинаковых материалов;
- плотно стыковать торцы и фитинги;
- выравнивать материал в течение нескольких секунд, поскольку полипропилен быстро застывает.
Сварка полипропилена обладает определенными особенностями
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Области соединений:
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
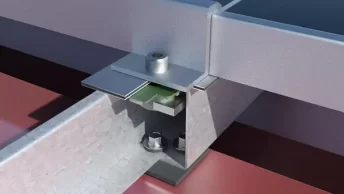
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.
Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
Особенности спайки водопроводных труб
Разъемная полипропиленовая муфта
Перед тем как начать работу, нужно выбрать подходящую технологию. Для соединения применяют три способа пайки:
- Муфтовый. В этом случае используются муфты, вводимые между стыкуемыми деталями. Особенность процесса – нагреваются лишь сами элементы соединения. Обычно метод применяется для труб с небольшим и средним сечением.
- Раструбный. Используются насадки различных диаметров. Торцы деталей обрезаются под углом 90 градусов и зачищаются, а затем вставляются в насадку соответствующего сечения. В ходе спайки торцы двух элементов нагреваются, плавятся и соединяются. После стыковки детали нельзя проворачивать.
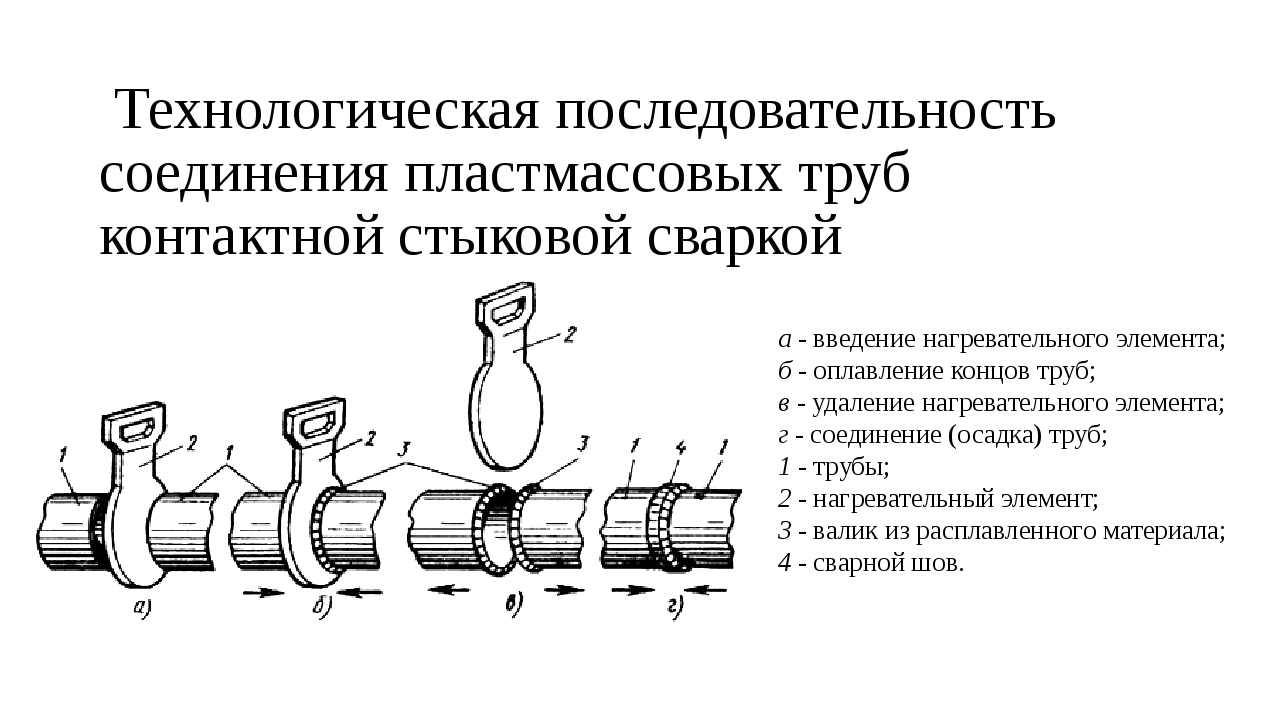
- Стыковой. Одновременно провариваются торцы двух сегментов по всей плоскости. Применяется для соединения труб большого размера — диаметром более 5 см и толщиной стенки от 0,4 см.
Если необходимо спаять армированные трубы, потребуется специальный инструмент — шейвер. Он нужен для очистки трубы от алюминия, который спрятан под верхним полимерным покрытием. Далее сварка труб осуществляется по стандартному способу.
Последовательность сварочного процесса
Вначале нужно подготовить сами трубы. Их делят на отрезки необходимого размера, выравнивают и шлифуют торцы, протирают места стыков обезжиривающей жидкостью.
Паяльник устанавливают на ровной поверхности, закрепляют на нем насадки с полимерными деталями: одну или несколько. Стандартные аппараты позволяют выставить насадки для двух труб и двух муфт одновременно, что ускоряет процесс сборки конструкции.
Используя терморегулятор, подбирают нужный нагрев, учитывая разницу этого показателя для полимеров. Уточнить, какие конкретно трубы вы паяете, можно по маркировке на самом изделии. Для полипропиленовых и поливинилхлоридных труб (ПП и ПВХ) нагрев ведут до 260 градусов, для полиэтиленовых (ПНД) – до 220 градусов. Разогретые элементы соединяют друг с другом, вставляя трубу в раструб, муфту либо состыковав торцы отрезков.
Продолжительность плавления после доведения до требующегося температурного режима определяется в зависимости от сечения:
| Диаметр изделия (мм) | Время нагревания до необходимой температуры (сек) | Период спайки (сек) | Время охлаждения (мин) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Пайка в труднодоступных местах и углах
Запаивание проблемных мест промышленным феном — временная мера
При необходимости трубы можно спаять под углом. Для этого используются специальные угловые муфты. Угольником контролируют градус сгиба. Приобретайте изделия одного производителя, это позволит обеспечить высокую адгезию соединяемых элементов.
Сварка в труднодоступных местах для непрофессионала сложна. При работах под потолком паяльный аппарат придется вешать на крюк. Иногда требуется заменить деталь в уже действующем водопроводе: при повреждении, через которое капает вода, либо сильном засоре. Проще всего припаять резьбовые фитинги в тех местах, где это сделать удобно, и уже на них посадить участок трубы.
Можно запаять полипропиленовую трубу, если через мелкую трещину капает вода, способом кустарной сварки. Разрыв закрывается материалом, из которого сделана труба. К дефектному месту прикладывается раскаленный гвоздь или отвертка. Расплавленным полимером замазывается пробоина. Но это временный вариант, поврежденный участок все равно потребуется заменять.
Особенности монтажа труб из полипропилена
Устройство водопроводной системы на основе полипропиленовых труб, как правило, сопровождается приобретением специального инструмента и набора элементов – фитингов, обеспечивающих полноценный монтаж. Специальный инструмент – паяльник полипропиленовых труб – можно купить или разумнее арендовать.
Устройство водопровода из ПП труб требует соблюдения ряда технических и технологических нюансов:
Из набора необходимых инструментов потребуется резак по трубам (специальные ножницы). Впрочем, обрезку полипропиленовых рукавов вполне допустимо выполнять ножовкой по металлу. Для измерений понадобится строительная рулетка, а также маркер (карандаш) или нечто подобное.
Не станет лишней в монтажном деле угловая линейка или транспортир. Для полного комплекта нужны также гаечные ключи либо разводной ключ.

Один из главных инструментов, необходимых для производства работ по монтажу полипропиленовых труб. Труборез полипропилена позволяет быстро и точно выполнять резку. Однако этот инструмент можно заменить обычной ножовкой по металлу
Каких-то особых технологических действий от сантехника процесс сборки полипропиленовых труб не требует. Но, какой-никакой опыт работы с пайкой полипропилена всё равно необходим. Полное отсутствие навыков грозит обернуться неприятными последствиями эксплуатации водопровода в будущем.
А последовательность работы, примерно, следующая:
- Отрезается по размеру труба линии водопровода.
- Место реза и соединения зачищается от заусенцев.
- Подбирается и подгоняется нужный фитинг-элемент.
- Паяльник полипропилена оснащается соответствующими насадками.
- Включают нагрев на паяльной станции – предел нагрева 260ºС).
- Стыкуемые элементы (фитинг и конец трубы) вводят в контакт с насадками.
- Нагревают их несколько секунд (4-10), в зависимости от толщины стенки.
- Снимают с насадок и вручную быстро соединяют, вставив конец трубы в тело фитинга до упора.
Особенность последнего действия заключается в том, что его нужно выполнять достаточно быстро с чёткой фиксацией трубы и фитинга в одном положении. После соединения элементов следует выждать не менее 30 секунд. Этого времени достаточно для отвердения нагретых участков и плотного соединения их друг с другом.
Грамотно выполняемым считается монтаж любого типа водопровода из полипропиленовых труб, когда протяжка линий осуществляется от сантехнических приборов к основному источнику воды. Монтаж труб следует по возможности вести прямолинейно, параллельно полу или стенам здания.
Если магистрали ГВС и ХВС располагаются в непосредственной близости одна от другой, рекомендуется линию ХВС монтировать выше линии ГВС.
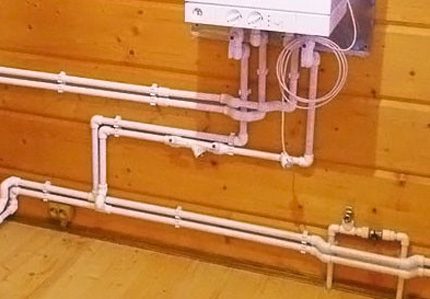
Пример удачного монтажа водопровода на основе полипропиленовых рукавов. Подобные решения характерны для частных дачных строений. В условиях городских квартир нередко стараются делать скрытые системы (спрятанные в стенах)
Полипропиленовые трубы, если их сравнивать с металлической трубой, обладают значительно меньшей жёсткостью
Поэтому, выполняя монтаж полипропилена, следует уделять внимание надёжному креплению трубопроводов к основанию. Крепёжные опорные кронштейны нужно размещать через каждые 1,5-2 м линии трубопровода. Магистрали водопровода желательно строить с учётом минимальных нагрузок на трубопроводы
Не рекомендуется изгибать тело полипропиленовой трубы, нагревая место сгиба, чтобы выполнить таким способом обход препятствия. Для решения подобных задач следует использовать специальные фитинги – угловые или обходные
Магистрали водопровода желательно строить с учётом минимальных нагрузок на трубопроводы. Не рекомендуется изгибать тело полипропиленовой трубы, нагревая место сгиба, чтобы выполнить таким способом обход препятствия. Для решения подобных задач следует использовать специальные фитинги – угловые или обходные.









Раструбное соединение частей полипропиленового трубопровода производят методом сварки:
Особенности ПВХ изделий
Производство и сфера использования
ПВХ продукция широко применяется для прокладки систем горячего и холодного водоснабжения, а также является незаменимой для организации монтажа как внутренней, так и внешней системы канализации. Пригодны такие трубы и для транспортировки агрессивной рабочей среды и газообразных веществ.
Трубы ПВХ производятся из поливинилхлорида (непластифицированного) в виде однослойных или трехслойных трубопроводных изделий. Вся трубопроводная продукция ПВХ классифицируется по классу жесткости и выпускается разного диаметра для решения максимального количества задач, связанных с прокладкой трубопровода. Поставляются трубы в виде стандартных отрезков длиной 50, 100, 200, 300 и 600 см.
Положительные качества ПВХ изделий
Положительные качества труб из поливинилхлорида определяют спектр их использования. Спрос на эту продукцию обусловлен:
- длительным сроком их эксплуатации;
- неподверженностью влияния ультрафиолета;
- устойчивостью против химической агрессивной среды и коррозии;
- полным соответствием современным требованиям, которые предъявляются для трубопроводных систем;
- очень низким коэффициентом линейного расширения;
- рабочей температурой транспортируемой среды до 55ºС;
- сравнительно низкой стоимостью;
- небольшим весом труб;
- устойчивостью против заведения бактерий и грибков;
- отсутствием отложений на внутренних поверхностях трубных изделий;
- хорошей пропускной способностью;
- антитоксичностью и взрывобезопасностью;
- противопожарной безопасностью.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Мне нравитсяНе нравится
Как спаять полипропиленовые трубы в труднодоступных местах своими руками – практические советы
К местам затрудненного доступа можно отнести помещения ограниченной площади с высокой плотностью коммуникаций, а также углы и зоны под потолком.
Работу выполняют вдвоем. Пока один стыкует детали, другой устанавливает элемент на насадку или возвращает паяльник на платформу. Иногда может потребоваться еще одна пара рук.
Если трубы расположены близко к стене, сварку выполняют путем поочередного нагревания частей. Пока нагревается второй участок, первый не должен остыть. При необходимости его расплавляют повторно. Действуют быстро, но без суеты. Место для сварочного аппарата готовят заранее.
Как пользоваться паяльником
Чтобы понять, как спаивать полипропиленовые трубы, нужно разобраться с технологией работы паяльника. Итак, начнем.
- Паяльник нужно установить на ровную поверхность. Устанавливаются необходимого диаметра насадки, затягиваются специальными ключами. Поближе к краю должна устанавливаться насадка, которая потребуется для того, чтобы спаивать непосредственно на стене. Все раздельно расположенные части трубопровода удобнее будет собирать на стационарно расположенном паяльнике, по силам самому. А вот собирать части в цепь на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после прогрева инструмента до рабочей температуры, примерно по истечении 10-15 минут после его включения. Помните про номинальную рабочую температуру для того, чтобы качественно проводит спайку.
- Паяльник нельзя выключать из сети на протяжении всей работы, т.е. пока вы все будете спаивать.
- Две детали нужно нагревать одновременно.
- Остающийся на насадках пластик нужно удалять брезентовой ветошью после монтажа каждого фрагмента. Не допускается чистить остывшие насадки.

Технология пайки полипропиленовых труб
Далее будут рассматриваться правила пайки полипропиленовых труб .
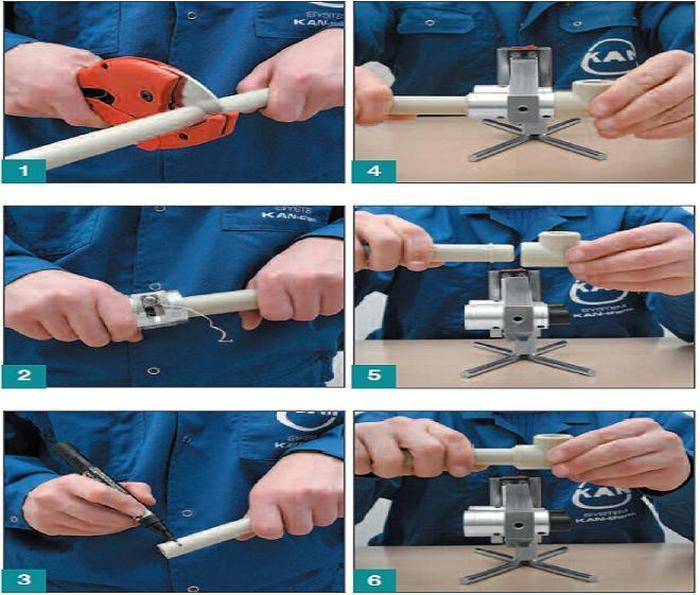
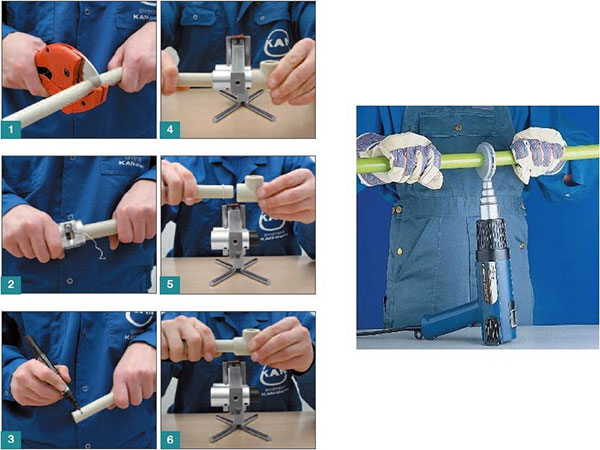
1. Специальными ножницами обрезаете нужный кусок перпендикулярно оси.
2. Выбираете нужного размера фитинг
Здесь обращаем внимание, что не нагретый фитинг должен обладать внутренним диаметром, который будет чуть-чуть меньше, чем наружный диаметр трубопровода
3. Конец трубы и раструб фитинга очищаете от загрязнений, обезжириваете спиртом или мыльной водой и просушиваете.
4. Соединяемые детали устанавливаете на соответствующую насадку на паяльнике. Изделие нужно вставлять на полную глубину сварки в гильзу, а на дорн должен одеваться раструб фитинга.
5. После помещения деталей в насадки необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными нижеприведенной таблицы. Поясним, что в таблице указывается время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20°С. Если вы работаете во время более низкой температуры, то нагревать детали нужно дольше, а если во время более высокой, то сокращать. Далее приведена таблица время пайки полипропиленовых труб.

6. После разогрева детали снимаете с паяльника и соединяете вместе
Здесь обращаем внимание, что соединение должно осуществляться без поворота по своей оси и на всю глубину раструба фитинга. Операцию нужно выполнять быстро с соблюдением соосности
7. Если вы сделали все правильно, то после соединения по краю раструба должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаете время на охлаждение деталей. В этот период недопустимы различного рода деформации (изгибы или повороты по оси)
Здесь обращаем внимание, что если произошло соединение и смещена соосность или угол взаиморасположения, то деталь должна вырезаться и устанавливаться заново. Спаивать тройники, уголки и краны нужно с особым вниманием
Так, например, ручка крана должна легко перемещаться.

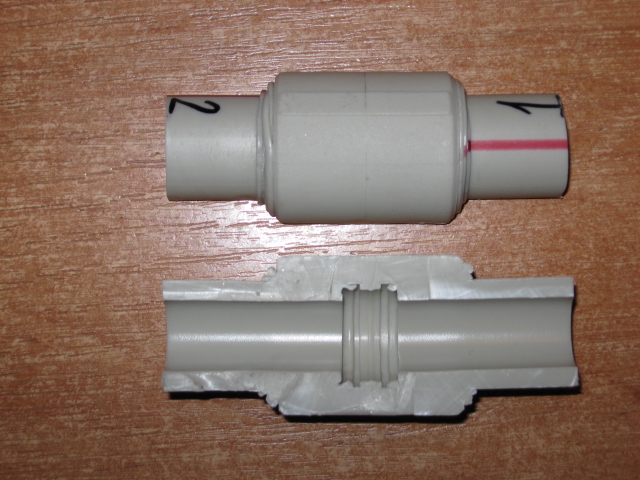
Если вы не знаете, как правильно паять полипропиленовые трубы, то желательно выполнить пробные спайки. Чтобы проконтролировать качество спайки, можно разрезать опытный образец вдоль своей оси. Должна получиться монолитная конструкция.
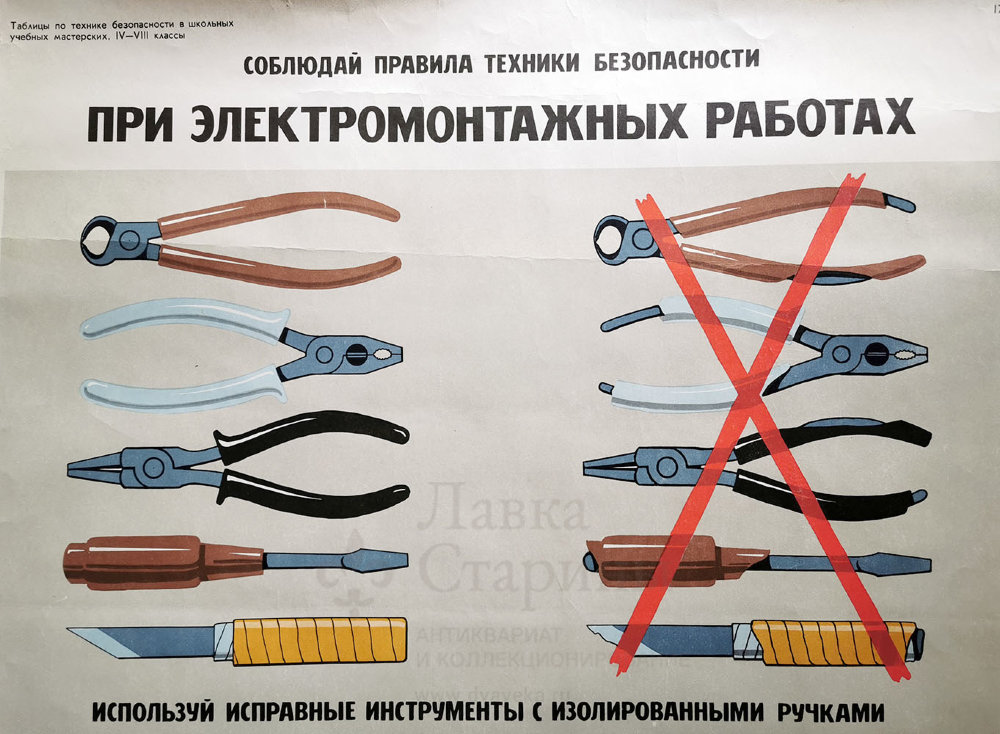
Не стоит забывать, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. проводить ее вы будете с применением высоких температур, электроинструмента и пластика, который будет во время нагревания выделять вредные пары.
Советуем почитать:
- Способы соединения пластиковых труб между собой и с металлическими
- Как выбрать паяльник для пластиковых труб









Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Диффузионная сварка при помощи электропаяльника

Электропаяльник
При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок, размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь.
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
Недостатки:
неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
Нельзя:
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).
Вот так выглядит соединение перегретой полипропиленовой трубы после “пайки”
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проверка качества стыков
Перед эксплуатацией водопровод проверяют на герметичность, подвергнув его давлению, в 1,5 раза превышающему номинальное, но не ниже 0.15Мпа. При этом систему заполняют водой и повышают давление до требуемого при помощи автомобильного насоса. Показатели контролируют манометром с делением 0.01Мпа. Во время испытаний проверяют стыки и соединения на предмет утечки. В случае необходимости проблемный стык вырезают и устанавливают новые элементы, после чего процесс контроля повторяют сначала. Если размера новых элементов будет недостаточно, то трубопровод удлиняют при помощи отрезка трубы необходимой величины и пары соединительных муфт.
Необходимые инструменты и материалы для пайки
Когда планируется выполнять ремонт или замену сетей водоснабжения, понадобится аппарат для работы с пластиком.
Дополнительно подготавливают вспомогательные инструменты:
- строительный уровень;
- труборез или ножницы для нарезки;
- набор насадок (вход в комплект сварочного аппарата для полимеров);
- рулетку;
- шейвер, позволяющий удалять армировку коммуникаций;
- фаскосниматель;
- инструмент для удаления заусенец;
- припой;
- флюс.
Паяльник для пайки пластиковых труб.
Элементы наименьшего диаметра в быту соединяют по стыковому методу намного реже. Предпочтение отдают фитингам.
Припой для пайки
Это расходный материал, применяемый для соединения медных участков трубопровода. Он выполнен в виде проволоки, прутьев. Также встречается фольгированный припой. Отличаются материалы этой группы по составу. Они могут производиться на основе олова, цинка, свинца, сурьмы, серебра. От того, какие металлы входят в состав, зависит качество шовного соединения. Кроме того, припой делится на виды с учетом подверженности воздействию высоких температур: легкоплавкие, средне- и тугоплавкие.
Флюсы и фитинги
Фитинги для пластиковых труб под пайку.
Флюс необходим для сварки металлических деталей. Если планируется пользоваться аппаратом для пайки пластиковых элементов, этот материал не используют. Флюс позволяет защитить металлические поверхности в процессе окисления. Еще одним свойством таких материалов является улучшение текучести припоя. Флюс представлен разными вариантами, отличными по составу. Необходимые материалы для работы с медью: хлорид цинка, борная и соляная кислоты.
Фитингами называют соединительные элементы для трубопроводов: тройники, муфты, крестовины и т. д. Их внутренний размер должен быть равен наружному диаметру элементов. Благодаря этому создается надежное соединение. Однако если выполняется сварка ПВХ-трубопровода или других видов полимерных конструкций, то шовное соединение посредством фитингов в данном случае будет неразъемным.
Ножницы для резки
Назначение инструмента — выполнение среза на полимерных изделиях. Если использовать труборез, то кромка коммуникаций будет более аккуратной, заусеницы не появляются. Благодаря этому облегчается дальнейшая работа.







Такой инструмент представлен разными видами, среди которых:
- автоматический;
- резак-гильотина;
- роликовые ножницы;
- труборез с механизмом-трещоткой (подходит для работы с коммуникациями до 75 мм в диаметре).
Виды и особенности полипропилена для водопровода
Чтобы качественно провести пайку пластиковых труб при ремонте или строительстве водопроводной/отопительной системы, необходимо знать их разновидности. Они различаются сферой использования и правилами эксплуатации. Всего выделяют 4 вида пластиковых полипропиленовых труб с такими маркировками:
- PN-10: тонкостенный поливинилхлорид, применяемый при температуре до 45 градусов. Трубы с малым диаметром используются для систем холодного водоснабжения и создания теплого пола;
- PN-16: трубы могут эксплуатироваться при высоком рабочем давлении с холодной водой или при низком давлении, но с горячей водой;
- PN-20: трубы этой категории используются в магистралях с водой до 80 градусов;
- PN-25: металлопластиковые трубы, армированные алюминием, применяются при монтировании системы ГВС с температурой до 95 градусов.
Для уменьшения стоимости ремонтных работ используют, в основном, пластиковые ПВХ трубы.
Ваш водопровод
Полиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.
Для паяния полиэтиленовых соединений понадобиться:
- Паяльник.
- Труборез
- Торцеватель для резки труб и срезания кромки отрезанных концов.
- Мелконаждачная бумага для зачистки краев
- Муфта соединительная (если муфтовая сборка)
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.
Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
- Отмеряем рулеткой нужную длину.
- Отрезаем труборезом отмеренную длину.
- Заторцовываем отрезанные концы. Это важный этап при паянии. Срезы должны быть гладко отшлифованы и зачищены. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Спаиваем концы. Если при установке сетей жизнеобеспечения используется муфтовое соединение, тогда на один конец строения устанавливаем муфту/фитинг и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева концы незамедлительно соединяем и дожидаемся полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Внимание! При монтаже тепло- и водоснабжения спайным швом категорически не допускается падание воды или влаги в полость или на поверхность. При нагреве вода, превращаясь в пар, деформирует пластиковую структуру, в результате чего она теряет свою прочность
Как избежать ошибок во время пайки?
За время работы, мастера выявили самые распространенные ошибки, способные «запороть» всю работу и привести конструкцию к краху. На ранних этапах ошибки могут быть и незаметны, но все это вскроется в дальнейшем. Потому, внимательно изучите список моментов, в которых уже были допущены ошибки другими людьми. Это позволит вам избежать неприятных сюрпризов в своей работе.
- ошибочное сведение соединяющих элементов;
- чрезмерное усилие, вложенное в процесс стыковки труб;
- малый прогрев места стыка;
- чрезмерный прогрев;
- несоответствие нагревательного элемента диаметру изделия.
Остановимся на каждом случае чуть подробнее.
Если в момент совмещения труба не была введена до упора, возникает зазор. Внешне этот момент не виден, что затрудняет его выявление в процессе пайки. Здесь ошибка возникает в результате малого приложения силы.
Однако когда вы прикладываете большую, чем требуется силу, это так же несет негативные последствия. Результатом чрезмерных усилий становится деформация трубы и возникновение препятствий для тока воды.
Малый разогрев изделия несет в себе дефекты в области стыка. Особенно учитывайте тот момент, что процедура стыка должны быть четкой и быстрой, только в этом случае соединение будет надежным.
Оптимальная температура – 260 градусов, возможный разброс 10. Такая температура будет идеальной вне зависимости от диаметра продукта. Именно этот уровень прогрева запускает все необходимые процессы. И оттого превышать нельзя, даже если у паяльника предусмотрена такая возможность.