Как правильно выбрать оборудование
 Перед тем, как подбирать точильный станок для свёрл, нужно определить фронт будущей его работы. Ведь когда вы будете покупать его, нужно будет руководствоваться эксплуатационными параметрами.
Перед тем, как подбирать точильный станок для свёрл, нужно определить фронт будущей его работы. Ведь когда вы будете покупать его, нужно будет руководствоваться эксплуатационными параметрами.
Если вы планируете применять точило в домашних условиях (дом, гараж), то можно купить недорогую, маломощную модель. Ведь вы не будете постоянно эксплуатировать прибор. В связи с этим прибор с большой мощностью просто ни к чему.
Помимо этого, промышленные станки предназначаются для заточки свёрл с большим диаметром, и электроэнергии они потребляют намного больше бытовых приспособлений.
Когда будете приобретать станок, то обратите своё внимание на присутствие специального регулятора, который предназначен для настройки вращения шпинделя. Эта функция позволит работу сделать максимально безопасной и эффективной
Немаловажным параметром является и размер свёрл, которые вы собираетесь оттачивать на этом приспособлении. Бытовое точило должно иметь довольно низкий уровень производимого шума, а особенно тогда, когда вы планируете разместить его в жилом помещении.
Особое внимание необходимо уделить и конструкции той модели, которая вам приглянулась. Если она будет максимально простой — это очень хорошо
Если вдруг прибор поломается, то особых хлопот не будет. Вы сможете без проблем подыскать новую нужную деталь и заменить ею старую, которая вышла из строя.
Стоит отметить и тот фактор, что многие зарубежные модели довольно дорогие в плане их технического обслуживания, а необходимую деталь порой достать совсем непросто.
Точило для домашних работ лучше всего подбирать в торговых специализированных точках, где вам будет выдан технический паспорт и гарантийный талон.
Оттачивание свёрл на заводе
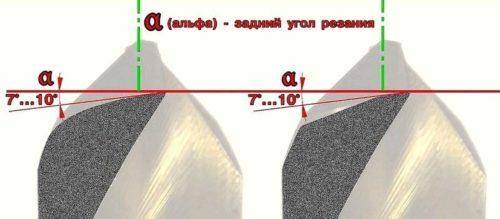
 В некоторых случаях на предприятиях сверловщик вручную затачивает свёрла на заточных обычных станках, которые для этой цели оборудованы специальным приспособлением. Для того, чтобы это сделать, вначале необходимо пройти подготовительные специальные курсы и выучить все правила оттачивания.
В некоторых случаях на предприятиях сверловщик вручную затачивает свёрла на заточных обычных станках, которые для этой цели оборудованы специальным приспособлением. Для того, чтобы это сделать, вначале необходимо пройти подготовительные специальные курсы и выучить все правила оттачивания.
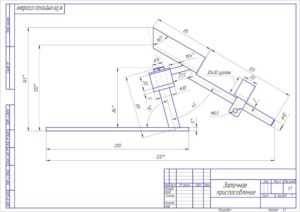
Приспособление, используемое для этих целей, представляет стальную конструкцию, которая оснащена подвижным зажимом для сверла с углом наклона, который регулируется относительно шлифовального вращающегося круга, а также имеет крепление на корпусе для фиксации заточного станка.
Очень часто на производстве при ручной заточке на станке не применяют никаких приспособлений. Сверло при этом правой рукой держится за хвостик, а левой — близко к режущей части, насколько это возможно.
Режущую кромку прижимают к боковой поверхности круга абразивного, а правой рукой, одновременно, плавно покачивают элемент, стараясь добиться того, чтобы его задняя поверхность приобрела нужный наклон и приняла нужную форму. Металл нужно снимать небольшими слоями, слегка прижимая его к кругу.
Следите за тем, чтобы режущие кромки инструмента имели одинаковые углы заточки и были одинаковой длины. Если вы совершите при ручной заточке ошибку, то она может привести к таким последствиям:
- Односторонняя выточка у поперечного лезвия.
- Разные углы, которые образуются осью инструмента и его режущими кромками.
- Неодинаковая длина режущих кромок.
Из-за таких дефектов инструмент будет сверлить отверстия большего размера, чем сам инструмент; неправильно и односторонне нагружаться на режущих кромках, в итоге просто сломается; бить. После того, как заточите инструмент, нужно для поперечной кромки проверять такие параметры:
- ширина;
- длина;
- правильность положения относительно режущих кромок;
- угол наклона.
На предприятиях для проверки всех этих параметров имеются шаблоны. При помощи оптического прибора выясняется правильность расположения перемычки. Также в некоторых случаях проверяют биение инструмента.
Свёрла по металлу, которые сделаны из быстрорежущей стали, оттачивают на шлифовальных кругах из нормального и белого электрокорунда на керамической связке с зернистостью от 16 до 40 и твёрдостью СМ, а также на эльборовых кругах.
Для оттачивания инструмента, оснащённого твёрдосплавными пластинами, используют шлифовочные круги из синтетических алмазов и зелёного карбида кремния зернистостью от 16 до 40.
Особенности заточки сверла
Основными правилами, обеспечивающим качественную заточку являются:
- за один проход необходимо снимать незначительный слой металла;
- в процессе выполнения работы выполняется неоднократное охлаждение сверла в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть минимально возможной;
- сверло, во время заточки, не должно перегреваться;
- в процессе выполнения работы сверло направляется против движения абразивного круга.
Объем и характер выполняемой работы зависят от вида его износа режущего инструмента. Износ можно квалифицировать по:
- задней поверхности;
- перемычки;
- уголкам;
- фаске;
- передней поверхности.
В зависимости от вида заточки сверла, его технических характеристик, а также назначения, рекомендуются следующие виды их обработки, как-то:
| Вид заточки | Диаметр | Назначение и характеристики угла заточки |
|---|---|---|
| Одинарная нормальная – «Н» | до 12,0 мм | Для универсального применения. Угол– в соответствии с обрабатываемым материалом. |
| Одинарная с подточкой перемычки – «НП» | до 12,0 мм | Для обработки стального литья. Угол– 115-120°. |
| Одинарная с подточкой перемычки и ленточки – «НПЛ» | свыше 12,0 мм | Для стали и стального литья, а также чугуна. Угол– 115-120°. |
| Двойная с подточкой перемычки – «ДП» | свыше 12,0 мм | Для стали и чугуна с неснятой коркой. Заточка выполняется под двумя углами: 116-118° и 70-75°. |
| Двойная с подточкой перемычки и ленточки – «ДПЛ» | свыше 12,0 мм | Для универсального использования. Угол– в соответствии с обрабатываемым материалом. |
| По методу Жирова | свыше 12,0 мм | Используется при обработке хрупких материалов. Основной угол заточки – 118*, дополнительные – 70° и 55°. |
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.









- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.

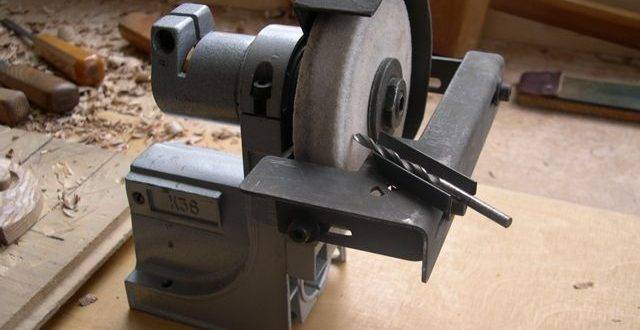
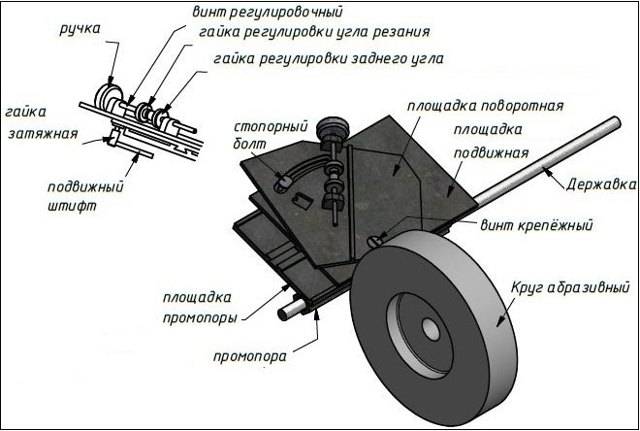
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.

Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
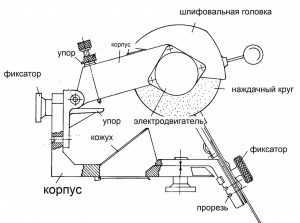
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.

Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.

Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Какие сверла и когда затачивают

Перьевые и другие типы сверл по дереву не затачивают самостоятельно, по причине того, что режущая часть имеет отличие по форме от конической. Победитовые наконечники для сверления бетона затупляются редко, а при необходимости заточки их лучше нести профессионалу. Спиралевидные буры по металлу, более распространены как инструмент, часто их используют не по прямому назначению – для пластмасс и дерева.









Режущая часть спиральных сверл небольшого размера, поэтому при сверлении отверстий в плотном материале идет значительный нагрев. От температуры прочность материала падает и инструмент затупляется. Часто причина заключена в неправильном использовании дрели – отклонения от начального угла приводят к увеличению трения на одной из сторон, что повреждает режущую кромку. Определить, когда режущая часть уже затупилась, можно по ряду признаков:
- нагрев инструмента без продвижения вглубь материала;
- стружка выходит только односторонней;
- вместо стружки из каналов вылетает металлическая пыль;
- при сверлении раздается скрип.
Продолжать работать таким инструментом нельзя, так как затупление режущей части будет только прогрессировать. Чтобы кромка не была испорчена при заточке сверла своими руками, определяют исходный угол. Для этого применяют угломер, а при его отсутствии используют тот инструмент, который под рукой, например, транспортир и угольник. Результат выявляют в пределах от 90° (хрупкие металлы – магний, силумин, электрон) до 140° (алюминий, дерево и пластмассы).
Внимание!
Изменять угол не рекомендуют, так как есть различия по особенностям строения спирали при разном назначении.
Станок для заточки сверл своими руками
При наличии в мастерской электрического точила нет необходимости конструировать отдельный станок для заточки сверл, достаточно своими руками изготовить хорошую заточную оснастку, которая может устанавливаться около шлифовального круга.
В Интернете можно найти довольно много видеороликов, в которых авторы представляют свои приспособления для заточки сверл, не всегда простые в изготовлении, а подчас и попросту неудачные.
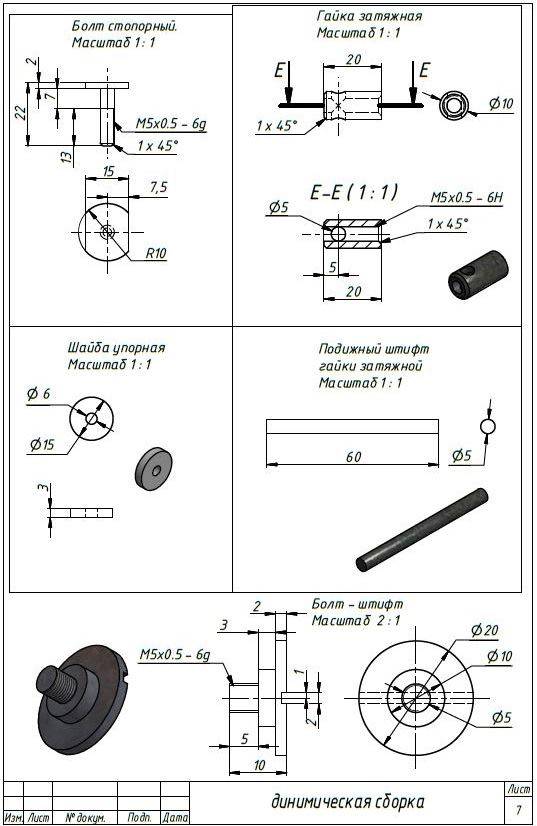
Из рисунка видно, что переход от режущей кромки к задней поверхности может быть сделан как по ломаной (справа), так и по дуге (слева). На практике режущую кромку часто затачивают в одну линию с задней поверхностью (так реализовано во многих самодельных приспособлениях). Это тоже работоспособный вариант, но в этом случае износ сверла будет происходить быстрее.
Отзывы о его работе в подавляющем большинстве положительные, кроме того, автор прикладывает к своему видеоролику чертеж этого приспособления, который теперь часто можно встретить на профильных сайтах.
В качестве недостатка, не относящегося к конструкции оснастки, можно отметить слишком большую зернистость заточного круга и отсутствие у него защитного кожуха.
Здесь заточка задней поверхности и режущей кромки сверла также выполняется по науке, но при этом реализуется их ломаное сочленение (правый рисунок вверху). Его приспособление выглядит грубовато и больше похоже на работающий макет (необработанные поверхности, зажим болтами вместо барашков и пр.), но со своей задачей справляется прекрасно.
В конце ролика автор сверлит только что заточенным сверлом шестимиллиметровый металл. Сверление идет быстро, крупная стружка вьется равномерно с обеих сторон, а отверстие получается ровным.
Первый автор выполняет заточку на периферийной (торцевой) части круга, что более правильно, т. к. эта часть круга при неравномерном износе легко правится. Второй точит сверла боковой поверхностью, что при больших объемах работ не рекомендуется.
Во всех встречавшихся нам заводских и самодельных приспособлениях для заточки сверл переход от одной затачиваемой поверхности к другой (с поворотом на 180º) производится вручную. То есть точное позиционирование второй поверхности целиком зависит от глазомера оператора.
Изготовление станка для заточки
Чтобы своими руками собрать станок, необходимо подготовить:
- электромотор;
- точильный диск;
- тумблер;
- подставку;
- электрокабель;
- заглушку.
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
- поместите электромотор в нужное место, на столе отметьте точки креплений;
- просверлите отверстия для крепежных болтов;
- верните электромотор на место и прикрутите его к верстаку, для крепления подойдут хомуты из тонких металлических полосок;
- установите защитный корпус;
- на шкив двигателя наденьте точильный круг.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Сверла по дереву
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.









Тип сверла
Технические характеристики и назначение
Спиральное
Может иметь диаметр 3–50 мм, при помощи буравчика на конце центруется отверстие и фиксируется сверло. Он имеет резьбу, что облегчает усилие подачи, часть нагрузки берет на себя буравчик. Боковые режущие кромки в виде спирали, за счет такой конструкции значительно улучшается процесс удаления деревянных опилок из глубоких отверстий.
Винтовые
Вне зависимости от особенностей заточки режущих плоскостей боковые грани имеют форму винта. Такие сверла внешне очень похожи со сверлами для металла. Разница только в качестве стали и наличии на конце острого наконечника.
Перьевые
Самые простые и дешевые, применяются для сверления отверстий в тонких пиломатериалах. Качество отверстий низкое. Стенки имеют очень большую шероховатость, а точность не отвечает современным жестким требованиям.
Сверло Форстнера
Сложная инженерная конструкция, используется для высверливания специальных точных крепежных отверстий. Главные преимущества – специальная конструкция минимизирует выделение тепловой энергии, сверло и материалы не перегреваются
Это очень важно на предприятиях с массовым промышленным производством. Для них производительность оборудования играет важную функцию.
Кольцевые
Могут называться коронками, высверливают отверстия большого диаметра. Рекомендуется применять на материалах небольшой толщины.
Зенкерные
Специальные сверла для сверления отверстий под метизы с потайными головками
Имеют возможность регулировки глубины отверстий.
Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Как выбрать сверло
Перед тем как решать вопрос, как заточить сверло правильно, хотелось бы немного остановиться на самом режущем инструменте.
Начнём с того, что сверла на рынке строительных инструментов представлены в достаточно широком ассортименте. Так как нас интересует только оснастка по металлу, то надо отметить, что и здесь выбор есть.
Во-первых, можно провести выбор по цвету инструмента:
- Чёрный – это оксидная плёнка, функции которой – защитить основу сверла от коррозии и высоких температур. Поэтому эта разновидность обладает высокой прочностью и износостойкостью.
- Серый – этот инструмент можно спокойно отнести к оснасткам невысокого качества.
- Ярко-золотистый. Такой цвет говорит лишь об одном – в составе стали, из которой инструмент изготовлен, есть титан.
- Темно-золотистый. То же самое, что и предыдущий вариант, только внутри стального стержня отсутствуют внутренние напряжения. Отсюда его высокие качества.

Виды свёрл по металлуИсточник rozetka.com.ua
Необходимо отметить, что большинство свёрл по металлу – это стержни, изготовленные из инструментальной стали. Но, чтобы увеличить их режущие характеристики, нужно усилить режущую кромку. Поэтому в продаже сегодня можно приобрести четыре разновидности оснастки с разными покрытиями:
- Все та же оксидная плёнка чёрного цвета.
- TiCN – это карбонитрид титана.
- TiAIN – это титано-алюминиевый нитрид.
- Сам нитрид титана.
- Керамика.
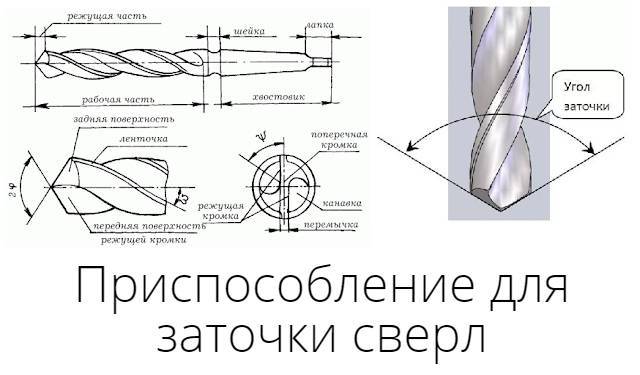
В основном в быту, да и многие мастера для сверления отверстий в металле используют спиральные сверла. Это стальной цилиндрический стержень, в котором нарезаны канавки в виде спирали. Отсюда, в принципе, и название.
Меньшую часть этого инструмента занимает хвостовик, который и зажимается в патроне оборудования по сверлению или в дрели, перфораторе. Основную часть занимает цилиндр с канавками. Канавки нарезаются с одной целью – создать пространство, по которому металлическая стружка будет покидать место сверления, не мешая основному процессу.
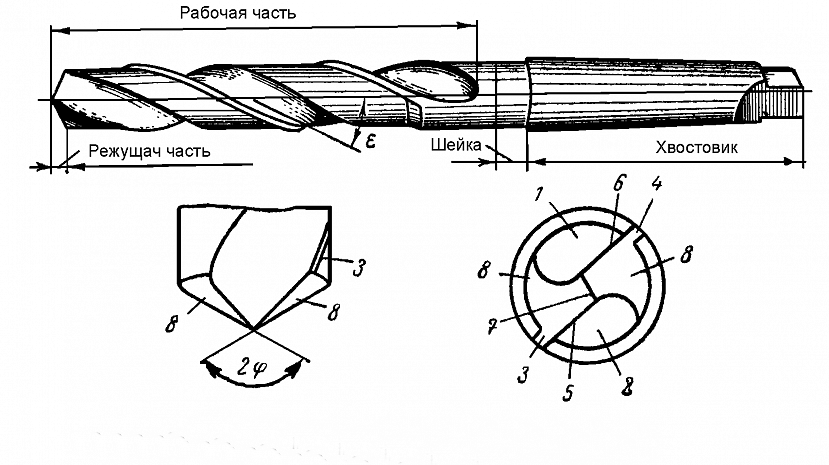
Спиральное сверло: его части и элементыИсточник studfile.net
Спиральная оснастка также имеет небольшую классификацию, где присутствует три позиции:
- Классическое сверло.
- Левостороннее. Его используют, когда надо высверлить из отверстия сломавшийся крепёжный элемент: болт, шуруп и прочее.
- Высокой точности. Если стоит задача высверлить отверстие с минимальными погрешностями, то используют именно его.
Итак, разобравшись в ассортименте оснастки, переходим непосредственно к главному вопросу – как заточить сверло по металлу.
Инструменты
Для заточки используется два типа приспособлений: насадки либо упоры универсального назначения и узкоспециализированные устройства.
К простейшим приспособлениям относят ручной держатель. Данный инструмент служит только для удержания предмета в конкретном положении. Контроль заточки осуществляется визуально. Для этого применяется произвольный ориентир. Следовательно, для работ с данным приспособлением требуется опыт. К его достоинствам относят простоту, компактность, низкую стоимость. Основные недостатки состоят в низкой точности обработки и повышенных требованиях к навыкам исполнителя.
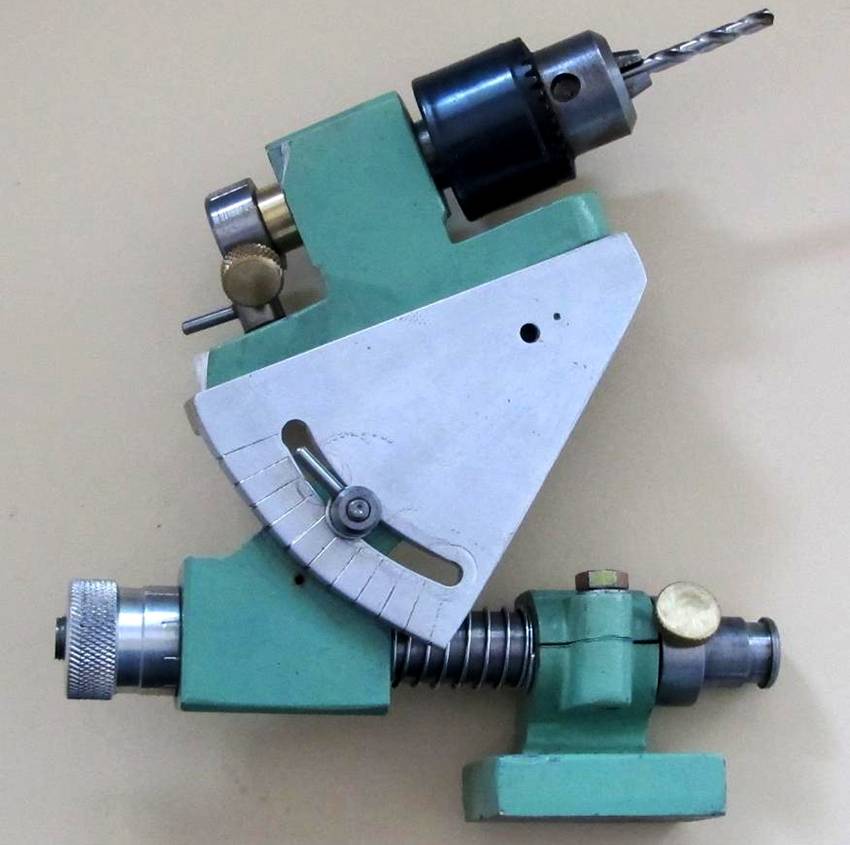
Упор для электрического точила представляет собой универсальное приспособление, служащее для фиксации инструментов и не рассчитанное конкретно на сверло. Многие модели имеют регулировку угла наклона и оснащены шкалой разметки. Это определяет лучшую точность работ, чем с ручным держателем, однако и в данном случае большое значение имеют навыки исполнителя. К тому же существуют более совершенные и универсальные варианты с дополнительной регулировкой высоты и рассчитанные на монтаж детали на верстак вместо корпуса наждака. Такие упоры совместимы с любыми электроточилами и позволяют обрабатывать фрезы, стамески, ножи, отвертки и др.

Полупрофессиональные направляющие для разных сверл представляют собой более совершенные инструменты в сравнении с рассмотренными выше. Они обеспечивают надежную фиксацию всех линейных параметров с выставлением значений по разметке и высокоточный контроль заточки (до мкм). Монтаж приспособления в желобе исключает его смещение или проворот. Предполагается линейное перемещение, контролируемое ограничительным упором либо исполнителем, и движение кромки по дуге. Данные приспособления обеспечивают хорошее качество заточки. Однако необходимы профессиональные навыки, т. к. для правильной обработки требуется учитывать тип сверла. Ввиду отсутствия автоматики направляющие относят к профессиональным приспособлениям. Однако существуют и полуавтоматические варианты направляющих, оснащенные точильной установкой. Они исключают необходимость установки упора на верстак и смены дисков.
Следует отметить, что все рассмотренные выше приспособления рассчитаны на стандартные электроточила. Ввиду этого предварительно следует установить наждачный диск.
Электро-машинки для заточки рассчитаны на восстановление спиральных сверл. То есть это узкоспециализированные приспособления. Основным их достоинством считают простоту применения, исключающую необходимость наличия специальных навыков и опыта пользователя. Это обусловлено автоматизацией устройства. Исполнителю нужно только поместить сверло в отверстие с учетом его диаметра. Это же исключает возможность ошибок, обеспечивая точность. Однако для большинства вариантов данных приспособлений отсутствуют настройки. Ввиду этого они более актуальны для бытового применения. Некоторые модели оснащены насадкой для ножниц и ножей. Существуют профессиональные варианты, предусматривающие возможность контроля оператором заточки. В рассматриваемых моделях сверло монтируется в индивидуальном картридже вместо общей обоймы. Они оснащены настройками угла заточки, глубины снятия материала, метода обработки кромки.
Еще один простой вариант для бытовых условий представлен насадками для заточки сверл. Насадка на дрель для заточки сверл включает кожух с наждаком внутри.
В промышленных условиях при интенсивном применении сверлильных станков приходится постоянно восстанавливать их рабочие элементы. Для этого служат стойки, представленные профессиональными стендами с заточными приспособлениями для различных вариантов. Они универсальны и высокопроизводительны, но весьма дороги.

Независимо от вида приспособления, которым пользуются для заточки сверла, контроль точности осуществляют с использованием шаблона. Он позволяет определить точность углов режущей части.








Обзор видов
Вне зависимости от того, какого типа приспособление вы будете изготавливать своими руками, обратите внимание, что в идеале оно должно быть механическим, ведь в противном случае заточить каждое отдельное сверло будет и долго, и сложно. Что касается существующих разновидностей подобных изделий, то надо признать, что объективно количество их вариантов не ограничено ничем, и никакой полной классификации нет и не может быть, потому что инженерная мысль человека безгранична


По этой причине мы выделим лишь несколько примеров станков и более простой оснастки, которые часто воспроизводятся в быту.
Насадка на дрель. Предсказуемо один из наиболее распространенных вариантов, потому что дрель есть в арсенале практически любого мастера, и она уже обеспечивает механический привод, а сделать на нее насадку весьма просто. Изделие представляет собой насадку из металлической трубы, в верхней части которой привинчен кондуктор – в нем проделаны отверстия как раз такого диаметра, чтобы сверло вошло и надежно встало на своем месте. Перед заточкой конструкцию крепят к шейке дрели при помощи втулки и винта.




Ошибки
К самым распространенным ошибкам самостоятельной заточки сверл относятся следующие:
- Углы сделаны симметрично и верно, а вот длины кромок для резания отличаются друг от друга. При этом центр сверления находится неровно относительно оси инструмента. В процессе использования этого инструмента будут появляться биения. В начале работы будет крайне трудно попасть в нанесенную разметку. При этом рабочий элемент, скорее всего, попросту сломается.
- Центровка произведена точно, но режущая кромка обладает несимметричными углами. Из этого последует, что при сверлении отверстия работать будет только одна рабочая поверхность. То есть процедура обработки будет проходить очень медленно, а рабочая деталь может перегреться и сломаться. Помимо этого, отверстие получится разбитым, то есть его размер будет больше размера используемого сверла.
Шаг 19: Закрепляем на бруске
Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
Как пользоваться самодельным устройством?
Принципы эксплуатации самодельных приспособлений для заточки сверл сильно зависят от того, какого именно вида устройство было произведено. Если не вдаваться в специфику каждого отдельного приспособления, а попробовать дать общие рекомендации, то инструкция получится сравнительно короткой – ее мы и рассмотрим.
Если заточка будет производиться на наждаке или зафиксированной болгарке, то есть, эти устройства уже имеют четко определенное положение в пространстве и не могут самостоятельно перемещаться относительно стола, задачей мастера является аналогичное закрепление самостоятельно изготовленной приспособы. Удобнее всего произвести фиксацию механизма при помощи струбцин, но надо внимательно следить за тем, на каком расстоянии крепеж устанавливается от абразива – ваша задача ведь заключается в том, чтобы они располагались достаточно близко друг от друга, позволяя производить затачивание.

Когда правильное положение найдено, и вы готовы протестировать собственную разработку, послабьте зажимной хомут, чтобы позволить сверлу встать на свое место. Теперь поставьте сверло в предназначенное для него отверстие и поищите такое положение, при котором угол заточки будет идеальным, а поверхность сверла окажется плотно прижатой к поверхности камня. Не соглашайтесь на «промежуточные» решения – если ваша конструкция изготовлена и собрана правильно, вам с помощью регулировки зажимного хомута удастся найти идеальное положение, если же вы где-то ошиблись в расчетах, то нет смысла точить что-либо на непригодном для этого станке.

Когда оптимальное положение для сверла по отношению к точащей детали тоже найдено, надежно зафиксируйте сверло с помощью тех крепежей, которые предусмотрены в самодельном устройстве специально для таких целей. Оставьте небольшой зазор, который обычно оценивается в 1 миллиметр – ваша задача ведь не заключается в том, чтобы сломать наконечник, вы должны его лишь немного обточить. После этого запустите абразивный диск или другое точащее устройство и проверьте собственный станок в действии.

Если со сверлом все в порядке, и оно затачивается именно так, как это необходимо для ваших рабочих нужд, подобную процедуру необходимо повторить и с обратной стороны, ведь до этого момента сверло стачивалось лишь по одной из кромок. Наконечник поворачивают на 180 градусов, послабив и затем снова затянув крепления, однако ограничительный болт в этом случае трогать не нужно совсем – он должен обеспечивать ту же длину затачивания, что была и при обработке обратной стороны.

После этого вы в любой момент сможете точить собственные сверла, как только в этом возникнет необходимость. Если вы работаете преимущественно с мягкими материалами, имеющими сравнительно невысокую плотность, такая необходимость будет возникать сравнительно редко, но вот металлообработка всегда создает огромную нагрузку на сверла и требует регулярного использования приспособлений для заточки.

Есть несколько проверенных веками способов того, как понять, что сверло уже нуждается в обновлении остроты кромки. В первую очередь, после длительной эксплуатации край металлического сверла начинает уставать, из-за чего наконечник может в прямо смысле начать крошиться. Такое явление нередко пугает новичков и заставляет их полностью заменить сверло или вообще отказаться от обработки определенного материала, но на самом деле надо было просто восстановить правильную рабочую форму насадки.







Кроме того, с затупившимся сверлом двигатель начинает испытывать перегрузку и чрезмерно греться – это и понятно, ведь для достижения поставленной цели с некондиционным наконечником мотору приходится работать интенсивнее. Наконец, притупившееся сверло всегда оставляет на обрабатываемой поверхности характерные рваные заусенцы – так происходит потому, что затупление не является равномерным по всем сторонам сверла, и портит оно наконечник постепенно.

О том, как сделать устройство для заточки сверл своими руками, смотрите в следующем видео.
Виды заточного оборудования
Самодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов.
Оборудование может быть:
- специализированным — обрабатывает единственный тип инструментов;
- универсальным — используется для любых видов резаков и свёрл.
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны.
Бытовые самодельные станки подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны.
Варианты заточки, которые можно выполнить вручную
Различают три основных варианта заточки сверла, которые можно выполнить без применения профессионального оборудования вроде станков для изготовления свёрл на производстве. Здесь достаточно обычного гаражного наждака, а иногда и набора надфилей или треугольного напильника.
 ФОТО: chipmaker.com.uaМногие думают, что без подобного приспособления сверло не заточить
ФОТО: chipmaker.com.uaМногие думают, что без подобного приспособления сверло не заточить
Одноплоскостной называют заточку, при которой задний угол резания лежит в одной плоскости со всей поверхностью. Обычно он составляет 15-25°. Возможно, на словах всё кажется довольно сумбурным, поэтому после описания всех вариантов будет предоставлен для ознакомления фотопример, по которому довольно просто разобраться с объяснениями.
Двугранной называют заточку, при которой задний угол уже не лежит в одной плоскости, а составляет две, под углами 7-17° и 25-40°. Углы выбираются в зависимости от материала, для обработки которого планируется применение сверла.
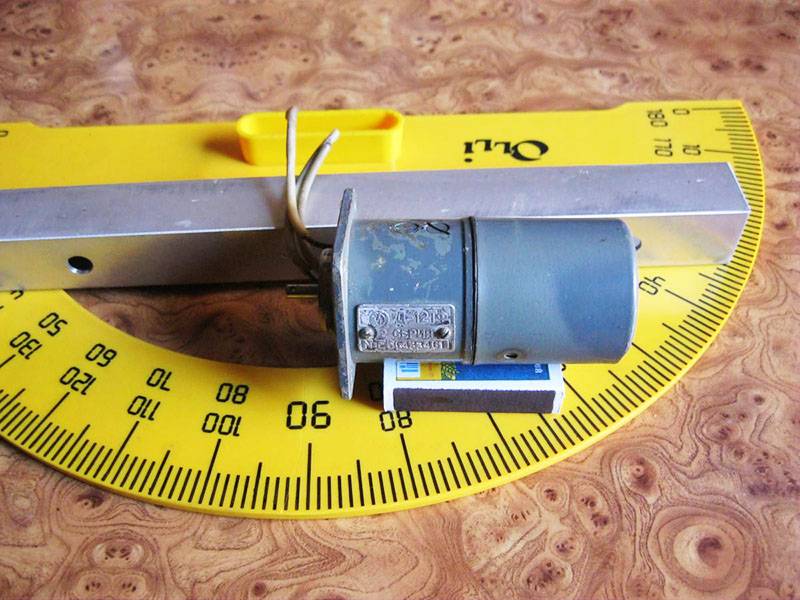 ФОТО: rusknife.comПравильность заточки можно проверить угломером или транспортиром, так будет наиболее точно
ФОТО: rusknife.comПравильность заточки можно проверить угломером или транспортиром, так будет наиболее точно
Конической, или криволинейной, называют заточку, обусловленную углом по задней поверхности, который плавно увеличивается. Получается, плоскость имеет не прямую, а криволинейную форму. Подобный вариант сложнее в выполнении, здесь потребуется попрактиковаться.
 ФОТО: Mega-snab.comВарианты заточки свёрл вручную
ФОТО: Mega-snab.comВарианты заточки свёрл вручную
Иные способы заточки свёрл, требующие специального оборудования
Перечисленные далее варианты вряд ли возможно выполнить вручную, однако упомянуть о них необходимо.
Речь идёт о:
- винтовом, винтовом с заострением, сложновинтовом;
- цилиндрическом;
- эллиптическом;
- фасонном.





