Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.Между тем, на станках предназначенных для гибки труб, листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.

Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
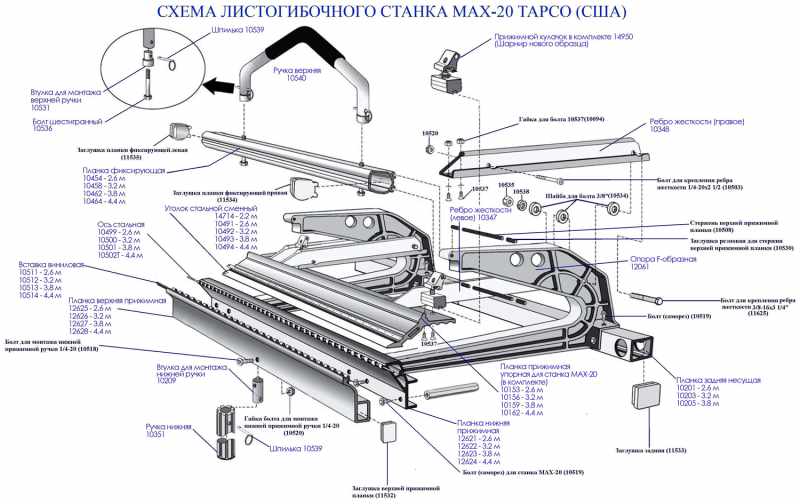
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Сгибаем тонкостенную металлическую трубу
Сгибать металлические тонкостенные трубы можно любым способом – даже вручную с риском сломать изделие. Однако мы будет рассматривать только правильные работы без риска потери заготовки. А потому можно рассмотреть, как сгибается не только стальная труба, но и изделие из металлопластика, алюминия или полипропилена, так как они тоже попадают в список тонкостенных труб.
Уже давно применяется для сгибания труб так называемый трубогиб. Это устройство, которое имеет специфическую конструкцию. Выделяют несколько видов трубогибов. И сейчас мы о них подробно поговорим.
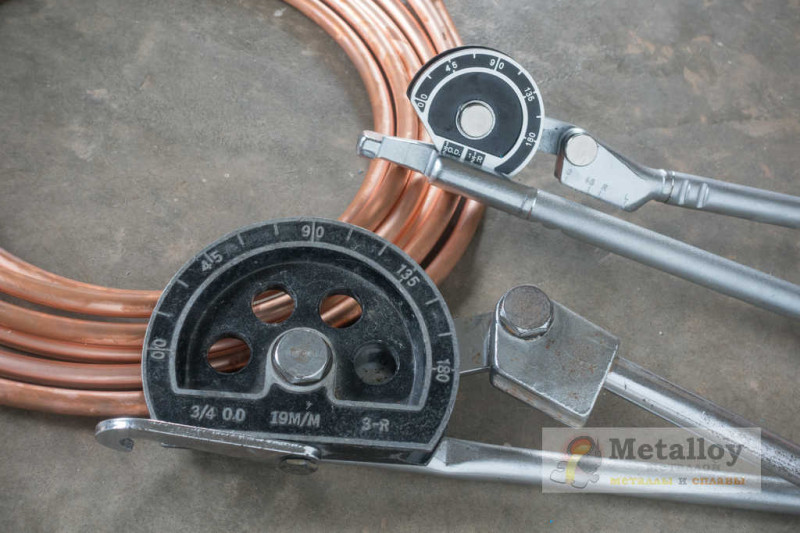
- Ручной трубогиб. Это устройство, которое позволяет сгибать тонкостенные трубы небольшого сечения. В основном это изделия труб из цветных металлов. Для алюминия это самый лучший инструмент. Нужно просто вставить трубу в инструмент и с помощью специального рычага проводить постепенное сгибание трубы. Как только будет достигнут нужный радиус изгиба, полученное изделие изымается с трубогиба.
- Гидравлический трубогиб. Это приспособление предназначено для сгибания все тех же тонкостенных труб, однако большего диаметра. Кроме того, гидравлическим трубогибом можно гнуть трубы с толстыми стенками. Здесь не приходится работать вручную, так как усилия компенсируются гидравлической машиной.
- Электромеханический трубогиб применяется для изгиба труб любого диаметра и толщины стенки. Устройство отличается точностью выполнения работ и отсутствием прикладываемых усилий со стороны оператора станка.

Стоит отметить, что кроме указанных устройств, существуют самодельные трубогибы, которые позволяют также достичь отличного успеха в работе. Например, плоскопараллельная пластинка. Это изогнутая заготовка, которая имеет паз. Труба вставляется в зажим, после чего ее сгибают вдоль пластины. Это довольно примитивный трубогиб, однако эффективный. Его недостатком может считаться постоянная кривизна заготовки. Потому лучше всего иметь несколько заготовок для разных радиусов сгибаемых труб. К тому же на таком трубогибе можно гнуть тонкостенную трубу только с достаточной длиной.
С помощью металлической пружины сгибаются тонкостенные трубы из цветных металлов. Так как тонкий металл при изгибе может лопнуть, используется пружина. Ее помещают в трубу до нужно места изгиба. После этого можно приступать к работе. Пружина принимает на себя все усилия и не дает возможности трубе сломаться на изгибе.
https://www.youtube.com/embed/11cevtEPf0E https://www.youtube.com/embed/jU4w9c3RoCs https://www.youtube.com/embed/Nr2trs5DPEU
Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.

Рис. 3. Гибка заготовки детали в тисках: а — под углом; б — по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r — радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
Методы сгибания труб и их преимущества
Сгибание труб является технологией, где нужный поворот в направлении трубопроводной линии создается путем физического воздействия на заготовку, метод имеет следующие преимущества:
- Уменьшенная металлоемкость, в магистрали отсутствуют переходные фланцы, муфты и патрубки.
- Пониженные трудозатраты при монтаже трубопроводов по сравнению со сварными соединениями.
- Низкие гидравлические потери из-за неизменного профильного сечения.

Рис. 3 Дорны для трубогибов
- Неизменная структура металла, его физические и химические параметры по сравнению со сваркой.
- Высокое качество герметизации, линия имеет однородную структуру без разрывов и стыков.
- Эстетичный внешний вид магистрали
Существуют две основных технологии гибки – горячая и холодная, приспособления и методы можно разбить на следующие категории:
- По типу физического воздействия трубогибный агрегат может быть ручной и электрический с механическим или гидравлическим приводом.
- По технологии сгибания – дорновые (гиб при помощи специальных внутренних протекторов), бездорновые, и вальцовочные установки с роликами.
- По профилю – установки для металлопропрофильных прямоугольных или круглых изделий.
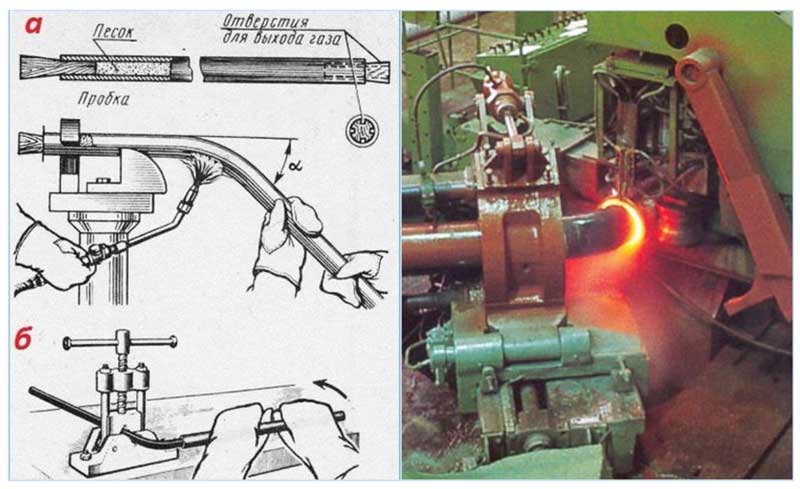
Рис. 4 Горячие способы гибки труб
Горячая гибка
Популярная в быту технология применяется в случаях, когда отсутствует трубогибный аппарат или нет возможности произвести работы холодным способом, процесс состоит из нескольких операций:
- Заготовка заполняется речным мелкозернистым сеяным песком без посторонних вкраплений в сухом виде. Для этого с одного конца вставляют заглушку, засыпают песок и закрывают отверстие с другой стороны.
- Место изгибания нагревается до температуры не более 900 градусов во избежание пережога и производится постепенное плавное механическое наматывание детали вокруг округлого шаблона.
- По окончании процесса заглушки извлекаются и из заготовки высыпается песок.
Холодные методы сгибания круглых труб
Холодные способы имеют неоспоримые преимущества перед горячими технологиями: они не нарушают структуру металла, более производительны и требуют меньше затрат. При холодном сгибе возникают следующие дефекты:
- уменьшение сечения трубы с внешней стороны профиля;
- искривления в загибе в виде гофры с внутренней стороны;
- изменение профильной формы в местах изгиба труб с круглой на овальную.

Рис. 5 Сгибание заготовок из металлопрофиля в быту
Чаще всего подобные дефекты возникают при деформации тонкостенных труб, поэтому при операциях с ними используется внутренний протектор – дорн, вставляемый во внутреннюю полость.
Дорн представляет собой устройство, состоящее из жесткого стержня с подвижными сегментами на краю шарообразной или полусферической формы. Перед работой устройство помещается во внутреннюю полость заготовки таким образом, чтобы его подвижные элементы располагались в точке гиба, по окончании процедуры дорн извлекают из готового элемента и процесс повторяют.
Технологии гибки труб
Гнутые трубы нашли широкое применение в таких отраслях индустрии, как машиностроение, строительство, химическая и нефтехимическая промышленность, энергетика. Их использование дает возможность существенно снизить количество сварных швов и повысить герметичность трубопроводов.
Как правило, для гибки труб небольшого диаметра применяется технология «холодного сгиба», при которой получаемый диаметр трубы равен минимальной величине радиуса сгиба, измеряемого по осевой линии трубы. Более эффективным методом гибки труб, является «горячая» технология гибки. При ее использовании материал, из которого изготовлена труба, приобретает большую пластичность, а, следовательно, риски образования гофры, трещин и иных деформаций, уменьшаются.
При использовании обеих технологий гибки труб, важнейшей задачей является обеспечение отсутствия гофр и равнозначности сечений труб. Кроме того, необходимо учитывать и такой параметр, как амортизация трубы, которая определяется видом материала, из которого она изготовлена.
Гибке могут подвергаться сварные и цельнотянутые стальные трубы, а также аналогичная продукция из цветных металлов и сплавов. Обеспечить высокое качество работ позволяет верно выбранный радиус изгиба. Выбор этой величины зависит от материала, диаметра и толщины стенки заготовки.
Исключить образование складок и гофров в местах изгиба труб помогает использование наполнителя. В этом качестве выступает сухой мелкий речной песок или расплавленная канифоль. При выполнении холодной гибки заготовка плотно заполняется песком и забивается деревянными пробками с двух сторон. Место изгиба намечается мелом. Заготовка устанавливается в трубогиб или станок. При этом у нецельнотянутых труб сварной шов должен находиться сбоку. Заготовка вручную или на станке сгибается на нужный угол.
В зависимости от сферы применения, материала и объема партии гибка труб может производиться на ручных, гидравлических и электроприводных трубогибах, а также на трубогибочном оборудовании с ЧПУ.
При монтаже трубопроводов из различного вида материалов его изгиб позволяет уменьшить количество разборных или сварных соединений, понижающих надежность магистрали. При проведении трубогибочных работ полезно знать допустимый радиус гиба трубы, обеспечивающий безопасность и надежную эксплуатацию трубопроводной системы в соответствии с технической документацией.
Чаще всего изгибаемые трубы выполнены из стали и коррозионно-стойких металлов: нержавейки, меди, алюминия, латуни, при устройстве бытовых систем отопления и водопроводов изгибают изделия из пластика и металлопластика. Методы сгибания труб по радиусу различны в зависимости от материала их изготовления и могут быть выполнены ручным или электромеханическим способом на специальных станках.
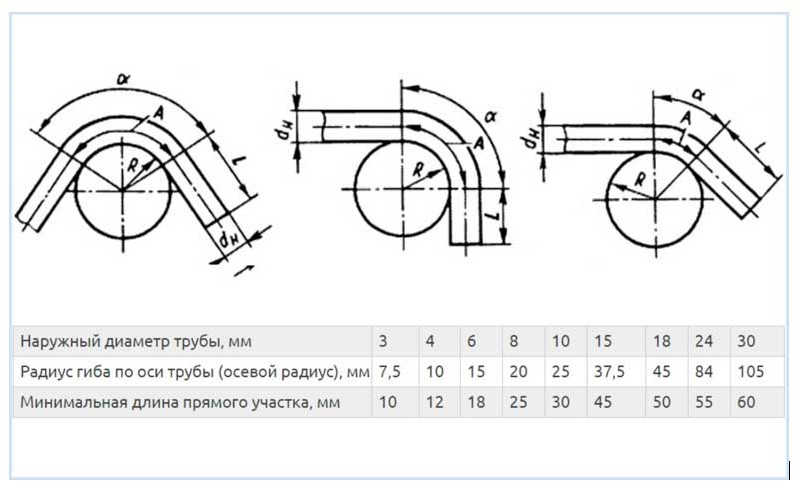
Рис. 1 Углы гиба медных труб и изделий из латуни
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы из меди и латуни?
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
 Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентация которых определяет радиус гибки.
 На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия.
Гибку алюминиевых тонкостенных труб можно провести вручную, подготовившись должным образом:
Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне.
В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
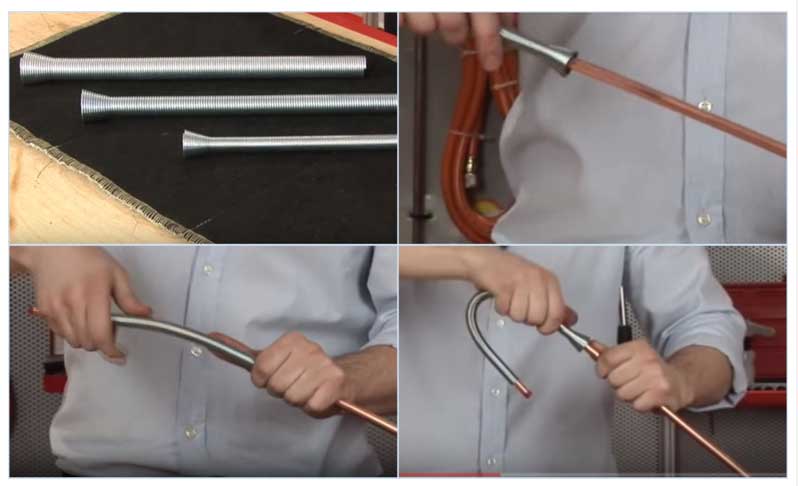
Рис. 11 Как получают нужный радиус изгиба медной трубы
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.

Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.

Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.

Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
Технологические особенности процесса
Кроме того, что для проведения этих работ (например, гибки труб, технология изготовления которых предусматривает использование гидравлического пресса) необходимы специальные штампы. Благодаря этим штампам размещенный в прессе лист приобретает необходимую форму за счет воздействия на заготовку высокого давления. Для того чтобы структура заготовки стала достаточно прочной и более плотной, заготовки предварительно нагревают до конкретной температуры. Технология проведения – проста, но это позволяет делать прочные изделия приемлемого качества, эффективно используя время. Готовые гнутые изделия из металла имеют возможность стать подходящей альтернативой другим видам металлопроката. Относительно характеристик и конкретных параметров (например, устойчивости к воздействию коррозии) гнутые изделия намного лучше аналогов. Поэтому такая металлопродукция составляет разумную конкуренцию сварным изделиям, которые не гарантируют прочности и устойчивости создаваемой конструкции. Особенных отличий в использовании автоматического или ручного листогибочного оборудования нет. Принцип работы обоих типов станков одинаковый, отличаются только усилия и скорость изготовления конкретных деталей.
Способы гибки
Гибка труб выполняется при высоких температурах. Нагрев проводят при помощи газовой горелки или паяльной станции локально в месте изгибания. По достижении требуемой температуры придают нужную форму и оставляют остывать.
Изгибание медных труб выполняется следующими способами:
- пружиной;
- способом засыпки песка.
 Подготовка к сгибанию медной трубки
Подготовка к сгибанию медной трубки
С помощью пружины
Согнуть пружиной медные трубки можно так:
- надевается пружина на трубу;
- выполняется прогрев изделия полный или частичный;
- после прогрева металл можно гнуть механическим способом;
- конструкция остывает в деформированном готовом состоянии.
После окончания процедуры изгибания пружину не снимают, а дают остыть конструкции вместе с ней. Благодаря жёсткости стальной пружины медь не подвергается термическому деформированию при остывании.
С помощью песка
Загнуть медную трубку также можно при помощи песка. При деформировании изделия она сохраняет своё внутреннее сечение. В случае превышения усилия при изгибе металл не трескается.
Пошагово метод реализуется так:
- Один конец изделия закупоривается деревянной заглушкой.
- Внутрь полости насыпается сухой очищенный песок.
- С другого конца изделия устанавливается вторая заглушка, чтобы предотвратить высыпание песка.
- В месте изгиба металл нагревается горелкой.
- Один из концов фиксируется на прочной ровной опоре (рабочем столе, верстаке).
- Второй конец загибается под заданным углом.
С помощью трубогиба
Согнуть медную трубу при помощи трубогиба весьма просто, так как гнуть можно по заданному диаметру, длине. За счёт фиксации одного конца и перемещения другого можно добиться высокой точности. Место сгиба находится в стабильном положении, деформация проходит контролируемо.
Все инструменты для гибки подразделяются на следующие классы:
- Ручные, работающие по принципу рычажного механизма. Предельный угол, на который можно согнуть трубку, составляет 180.
- Гидравлические, принцип работы основан на гидравлическом усилии, передаваемом трубе. Обеспечивают гибку на любые углы, высокую производительность.
- Электрические, массивные станки, используются в промышленности. Используются для серийного производства трубных конструкций.
Эксплуатация конкретного оборудования выполняется в соответствии с инструкциями от производителя. Изгибание трубок осуществляется в зависимости от технических характеристик.
 Трубогиб
Трубогиб
Как согнуть трубу в спираль?
Согнуть медную трубку в спираль можно так:
- изделие одним концом закрепляют на опоры;
- выполнить обжиг заготовки;
- во внутреннюю полость насыпают мелкий очищенный речной песок;
- прокаливают горелкой место изгиба;
- при помощи киянки и паяльной лампы придают нужную форму;
- в закреплённом состоянии оставляют трубу до момента остывания.
При работе с раскалённым металлом требуется использовать индивидуальные средства защиты, чтобы исключить ожоги. Нужно одевать плотную одежду и защищать открытые участки тела перчатками.
Вместо речного песка можно использовать лёд. Если воспользоваться цилиндрической опорой, то спираль получится практически идеальной формы.
Технологические особенности резки труб лазером
Невзирая на то, что использование такого метода на данный момент крайне распространено и обладает массой преимуществ, нужно учесть некоторые нюансы технологии обрабатывания металла. Особенности лазерной резки:
- качественный разрез без трещин, неровностей;
- отсутствует прямое контактирование с покрытием, что исключает деформирование;
- возможно изготовить различные технологические соединения;
- возможно состыковать обрабатываемые детали без допобработки краев;
- есть возможность соединить несколько циклов в одну операцию (распил, обрабатывание краев и пр.), что позволит уменьшить цену заготовки;
- после раскроя трубы сохраняются главные качества.
Лазерная резка профильных труб
Метод резки профильных труб лазером относят к скоростным, пользователя сможет сделать ровный срез. В будущем он не потребует доработки. Для такого процесса подойдет трубопрокат, который изготавливается из алюминия и стали (нержавейка, черная). Техособенности лазерного разрезания труб:
- Наибольший диаметр используемого круглого трубопровода – до 20 см.
- Наибольшие параметры обрабатываемого профильного трубопровода – 14 на 14 см.
- Длина заготовки для лазерного разрезания может быть до 6 м.
Скорость процесса иногда достигает 1,5-9 см в секунду ввиду большого количества оборотов, на которых работает устройство. Так, на протяжении 60 минут возможно нарезать трубы в диаметре до 600 м. Но следует учитывать, чем больше толщина стенок, тем меньше скорость самой обработки.
Когда делается разметка руками, возникают отклонения, вследствие чего при сборке трубы, ее составляющие попросту не состыкуются. Для исключения такой проблемы специалистами рекомендовано создать шаблон из фрагмента профиля, однако с большим сечением.
Изготовление такого шаблона не вызовет сложностей:
- Отмеряется посредством угломера на небольшой части трубопровода угол в 45 градусов.
- Используется станок и болгарка, производится разрез, затем кромки детали шлифуются.
- Далее вставляется в приготовленный шаблон профильная труба с меньшим диаметром описанного круга.
- Отталкиваясь от изготовленного самостоятельно угломера, делается разметка с помощью чертилки.
- По ней делается разрез, используя болгарку.
- В заключении зашлифовываются кромки.
Резка профильных труб
Лазерная резка круглых труб
Такой метод разрезания круглого трубопровода предусматривает применение лазера. Энергия устройства будет сфокусирована в один тонкий луч, который разрушает, испаряет и расплавляет строение материала. Луч будет сфокусирован на конкретной точке, проделывая аккуратный точный срез. Часто в строительных и промышленных работах используют лучи, которые продуцируют энергию тепла.
Посредством лазерной резки делаются точные срезы с наименьшим количеством неровностей. Качественная сварка обусловлена оснащенностью станка лазерной резки труб опцией, которая позволяет снять фаску в любых точках, вне зависимости от места нахождения оси трубопровода. В частности, такое преимущество актуально при изготовлении трубы с повышенным давлением. Такие детали нуждаются в сварке высокого качества.
Поскольку лазерный луч будет проходить сквозь оптоволокно, отсутствует нужда во внутренней спецоптике. Потому при высоких качествах эксплуатации волоконные лазеры не нуждаются в большом вложении финансов во время ремонта. В связи с этим лазерная резка в такой ситуации будет дешевле.
При газолазерном разрезании место среза на материале не успеет нагреться из-за большой скорости работы устройства. Вследствие этого все качества, которые свойственны материалу, сохранятся. Это даст возможность в дальнейшем использовать его в процессе возведения разных конструкций.
Резка круглых труб
Лазерная резка является современным технологическим процессом, который позволяет кроить и резать материал с помощью сильного излучения. Применение такого метода обеспечит повышенную эффективность из-за качества разрезания и скорости работы станка.
Строение маточных труб
Структура стенок фаллопиевых труб близка к строению стенок матки — оба органа имеют многослойную слизистую и эпителиальную оболочки. Из этих тканей формируются гибкие трубы протяженностью 8-20 см. Средний размер маточной трубы составляет 12 см. Слизистая яйцеводов, имеет подвижные реснички, необходимые для перемещения попадающих в маточную трубу яйцеклеток, сперматозоидов и оплодотворенных ооцитов (зигот).
Фаллопиевы трубы состоят из:
- Воронки диаметром около 20 см. Эта часть трубы снабжена бахромками, соединяющими ее с яичником. Во время овуляции яйцеклетка выходит из лопнувшего фолликула и попадает в брюшную полость, где захватывается воронкой и продвигается в яйцевод.
- Ампулярного участка длиной 6-8 см и диаметром 5-8 мм. В этой части происходит слияние сперматозоида и яйцеклетки.
- Истмического участка. длиной 2 см и шириной 2-4 мм, формирующего перешеек, сужающийся по мере приближения к матке.
- Маточного участка – самой узкой части яйцевода длиной в 1 см, имеющей диаметр 1-2 мм. В этом месте фаллопиева труба переходит в полость матки.