Размеры
Каждая насадка на паяльник для полипропиленовых труб обладает таким важным параметром, как диаметр. Этот размерный ряд начинается с диаметра 16 миллиметров. Большие насадки имеют размер, исчисляемый в несколько сантиметров. Имеются насадки, которые используются наиболее часто. К ним относится насадка для паяльника полипропиленовых труб 20, имеющая соответственно диаметр 20 миллиметров.

Популярностью также пользуются размеры 25 и 40 миллиметров. Для прокладки водопроводов, отопительных систем и стояков используются трубы сечением 63 миллиметра, чему должны соответствовать используемые насадки.
Вместе с размером диаметра увеличивается и стоимость насадки. Так, например, насадка для паяльника полипропиленовых труб 110, имеющая диаметр соответственно 110 миллиметров, будет стоить значительно дороже. Насадки с таким большим диаметром используются в трубопроводах промышленного значения.
Монтаж
Откуда берется пыль?
Как правило, твердые материалы сверлят перфоратором или ударной дрелью. Сверло, буровая коронка или другой инструмент разрушает материал и выносит мелкие частички на поверхность. Внутри электроинструмента стоит специальная крыльчатка. Вращаясь, она гонит холодный воздух к патрону, охлаждая двигатель и не позволяя механизму засоряться. Однако поток воздуха при этом разгоняет пыль в стороны, поднимая ее в воздух.
В зависимости от характера материала пыль будет более или менее крупной. Отличается и однородность: частички могут иметь одинаковый размер либо образовывать несколько фракций.

Какой пылесос использовать
Первостепенной характеристикой воздушного нагнетателя, является его мощность, косвенно влияющая на напор потока. При низкой силе всасывания, выдув будет соответствующим. Если же пылесос не оснащен специальным каналом для выдувания воздуха, его можно организовать самостоятельно, загерметизировав все щели и оставив только одно отверстие для подсоединения шланга.
Существуют модели с предусмотренным воздухоотводом, к которому можно подключить шланг. В плане экономии бюджета, в качестве нагнетателя, многие используют старые, советские пылесосы “Пионер”, “Чайка”, “Тайфун”, “Урал”, “Ракета” и им подобные, где организовано выходное отверстие. В современных моделях такая особенность встречается редко, найти такой аппарат можно (Samsung SC4140). Работать на выдув может большинство строительных пылесосов и могут с лихвой перекрыть потребности краскопульта в напоре воздуха.
https://youtube.com/watch?v=TuqX8iqVKmI
Режимы работы воздуходувок
Стандартная воздуходувка может работать в трех режимах: непосредственно воздуходувка, садовый пылесос и измельчитель.
Режим воздуходувки заключается в том, чтобы инструмент смог собрать опавшие листья и другой мелкий мусор на участке в одну кучу. Во время работы инструмента возникает большой поток воздуха, который и собирает весь ненужный мусор в одно место. При этом дачник может сам контролировать воздушные массы и таким образом, сконцентрировать мусор в необходимом для него месте. Чаще всего именно такой режим используют в осеннее время для опавших листьев.
Второй режим работы подобного инструмента — режим садового пылесоса.
Второй режим работы подобного инструмента — режим садового пылесоса. Такая функция также имеется у всех видов воздуходувок. Процесс его работы схож с обычным домашним пылесосом. Во время работы мусор заглатывается и через трубу из пластика поступает в специальный мусорный мешок.
В некоторых сериях имеется и третий режим — измельчителя. Принцип работы напоминает второй режим, однако, перед тем как мусор попадает в мешок, он мелко шинкуется с помощью специальных ножей. В итоге измельченные садовые остатки можно использовать в качестве мульчи для различных растений. Однако далеко не во всех воздуходувках имеется такой режим. Чтобы узнать это наверняка, следует проконсультироваться с сотрудником магазина.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.








Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Принцип работы воздушного краскораспылителя
Серьезный инновационный прорыв в сфере покраски произошел в конце 19 века, когда был изобретен первый окрасочный пистолет. Инструмент работал за счет воздуха, который подхватывал краску и вытеснял её под напором из сопла, распыляя на мельчайшие капли. С тех времен краскопульт претерпел серьезнейшие изменения, став невероятно удобным и производительным аппаратом, однако суть его работы осталась неизменной. Для более четкого понимания пневматического аппарата, представляем краткое описание его устройства. Будет полезно, если задумаете установить краскопульт на пылесос для использования в быту.
Поскольку пульверизатор работает на сжатом воздухе, ему необходим постоянный источник этой движущей силы. Роль нагнетателя потока, выполняет специальный компрессор, работающий от электросети или бензина. Пневматические краскораспылители работают в связке с довольно большими компрессорами с ресиверами на 25-50 литров, которые считаются полустационарными, несмотря на наличие колес для транспортировки. Существуют ещё электрические аппараты, работающие за счет того-же воздуха, но подаваемого из более компактных нагнетателей без ресиверов, переносимых на плече. Если объединять пылесос с краскопультом, следует рассматривать именно второй вариант инструмента, где давление воздуха ниже, чем в настоящей пневматике.
Определив точную вариацию устройства, перейдем к конструкции самого пистолета. Если разбирать заводские модели электрических пульверизаторов, они состоят из корпуса с курком, иглы, сопла (дюзы, форсунки), распылительной головки и нижней емкости. Все это обычно выполнено из пластика. Нажатие курка отодвигает иглу, чей конусообразный наконечник закрывает выход краски из сопла. Бак имеет 2 трубки: короткую для входа воздуха и длинную, всасывающую смесь. Попадая в корпус инструмента, часть воздушного потока попадает в емкость, повышая в ней давление и выталкивая жидкость по трубке вверх. Если курок не нажат и отверстие для выхода закрыто, давление в баке начнет повышаться до тех пор, пока не достигнет предела и не отодвинет предохранительный клапан. Если такой капан не предусмотрен, устройство может резко разгерметизироваться в ненужном месте.
Поднявшаяся жидкость, подхватывается остальным воздушным потоком (не вошедшим в емкость) и выталкивается из сопла. Помимо этого, часть воздуха попадает в каналы воздушной головки, и вылетает позднее сопла, разбивая вылетающую жидкость на ещё более мелкие капли и придающая факелу вытянутую форму. Таким образом функционируют современные краскопульты. Изготовить такой аппарат в быту достаточно сложно, поэтому его либо приобретают как зап. часть, без нагнетателя, либо сооружают более простой вариант о котором мы расскажем ниже.
Тёмная сталь
Сварка
Главной способ соединения металлических труб — сварка, электродуговая либо газовая.
- Дуговая сварка — это наплавление материала электрода, расплавленного электрической дугой, с изоляцией шва расплавом шлака — оболочки электрода. Громадные токи (200 и более ампер) обеспечиваются сварочным трансформатором.
- Газовая сварка подразумевает применение для оплавления краев шва пламени горелки, к которой подается смесь ацетилена и кислорода. Материалом шва помогает оплавляемая в том же пламени сварочная проволока.

Резьбы
Резьбовое соединение, в отличие от сварного, предусматривает возможность разборки. Резьбы на краях труб нарезаются вручную, на токарно-винторезном станке либо .
Для герметизации резьб смогут употребляться:
- Лента ФУМ. Она пара неудобна тем, что позволяет течь при минимальном обратном ходе резьбы.
- Нить — герметик для соединения водопроводных труб лишена этого недочёта, но цена в 150-200 рублей за 30 метров нити понравится не каждому.

Сантехнический лен недорог, но не через чур долговечен: он гниет на холодной воде и выгорает на тёплой.
Но: пропитка краской, олифой либо силиконовым герметиком ликвидирует эту проблему, делая подмотку льняной прядью очень долговечной.
Быстрозажимные фитинги
Фитинг для металлической трубы представляет собой несложную конструкцию с накидной гайкой, распорным кольцом и резиновой либо силиконовой кольцевой прокладкой. При затяжке гайки труба надежно обжимается уплотнительным кольцом.
Цена быстрозажимного фитинга начинается приблизительно от 150 рублей, его установка требует тщательной зачистки поверхности трубы от краски и ржавчины.

Технология сварки полипропиленовых труб вручную
Для того, чтобы сваривать ПП трубы, необходимо запастись необходимым оборудованием и комплектующими элементами. В первую очередь составляется подробный проект, определяется вариант сборки и принимается решение о том, как сваривать полипропиленовую трубу с фитингами и ответной частью трубопровода. Исходя из конфигурации и геометрической формы будущего трубопровода, определяется и сварка для полипропиленовой трубы, какая лучше подойдет для конкретного проекта и не повлечет за собой увеличение сметы строительства. Рассчитывается количество поворотных фитингов, тройников ответвления и соединительных муфт и порядок монтажа, он же — порядок сварки полипропиленовых труб.
Во время монтажа возможна корректировка разводки труб, но благодаря легкости соединения это не вызывает особых проблем.
Для ручного сваривания полипропиленовых труб не потребуется большого запаса инструментов и особых навыков. Точное соблюдение последовательности сборки дают возможность создать надежную водопровод или систему отопления, герметичную на всей протяженности.

Ручная сварка труб производится при помощи компактного нагревательного прибора
Инструменты и оборудование:
- ножницы или резак для пластиковых труб. Предпочтительнее ножницы гильотинного типа, с мощным лезвием и зубчатым узлом передачи усилия;
- инструмент для зачистки армированных труб из ПП. Представляет собой специальный резак, а в примитивном виде – прочный нож с удобной рукоятью и коротким лезвием;
- для обезжиривания поверхности целесообразно применять спиртовые компоненты. Как правило, используют этиловый (изобутиловый) спирт. Ацетон, весьма распространенный в качестве обезжиривающего средства для лакокрасочных материалов, не годится для ПП труб – он просто разрушает поверхность, делает ее рыхлой и непрочной;
- паяльник для полипропиленовых труб представляет собой нагреваемую до выбранной температуры (не менее 260 градусов по Цельсию) поверхность – дорн – на который крепятся насадки для труб и фитингов. Паяльники бывают трубообразной формы и в форме вытянутого молота. Трубообразным паяльником удобнее варить трубы в труднодоступных местах;
- обычная строительная рулетка поможет избежать перерасхода материалов. Правильно отмеренная длина участка сведет к минимуму количество подрезов и подгонок;
- шаблон в виде короткого отрезка трубы большего диаметра. Длина шаблона должна точно соответствовать глубине вхождения трубы в фитинг. Лучше и удобнее использовать шаблон с донышком. Стыковая сварка не требует применения шаблонов.
Если правильно соблюдается технология сварки полипропиленовой трубы для отопления, то после остывания сварного шва образуется ровный, аккуратный буртик, одинаковый по высоте на всей своей протяженности.
Применение и свойства
В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
Полипропиленовые трубы обладают множеством преимуществ:
Полипропиленовые трубы могут армироваться металлической фольгой или нитями из стекловолокна.
Изделия, армированные алюминиевой фольгой, рекомендуется использовать для монтажа систем отопления или горячего водоснабжения. Фольга будет препятствовать проникновению содержащегося в воздухе кислорода внутрь системы. Сам полипропилен все-таки способен пропускать некоторые его количество. Растворяясь в горячей воде, кислород может вызывать усиленную коррозию отопительных приборов, особенно изготовленных из стали.








Материалы, армированные стекловолокном, представляют собой трехслойную конструкцию. Слой стекловолокна находится между двумя слоями полипропилена. Такие трубы более эластичные, чем армированные металлической фольгой, но прочность их несколько не ниже.
Пайка: этапы, особенности
Паять коммуникации начинают после их подготовки: нарезки, зачистки, обезжиривания. Основные этапы:
- Разогретые изделия соединяют с учетом глубины пайки. Время выдержки всегда разное, что зависит от параметров полимерных изделий.
- Проверяют положение труб, фитингов относительно друг друга. Это позволит соблюдать соосность изделий.
- Корректировка положения труб может осуществляться в течение 2-4 секунд. Допустимо увеличивать прижим, выравнивать изделия. Но нельзя прокручивать, наклонять, разделять их. Если допущена ошибка, изделие разрезают выше/ниже шва.
Основные инструменты
Зачистка трубы своими руками делается вручную (посредством механических инструментов) или с помощью дрели со специальной насадкой. В первом случае инструмент оснащается рукоятками. Они бывают съёмными или несъёмными. Во втором случае насадки зажимаются в патроне дрели или устанавливаются, как бур в перфоратор, только ударный режим отключается.
Если используются насадки для дрели, то зачистка контролируется плохо. Однако в процессе обработки не требуется много усилий – это плюс. Надо помнить, что полипропиленовые трубы – мягкие изделия. Неточная обработка нарушит целостность конструкции. Если опыта мало, то лучше, если зачистка производится ручными инструментами. Это надёжнее.
Газонокосилка
Приобрести газонокосилку может не каждый. Почему бы не смастерить прибор своими руками. Ведь сделать это несложно. Достаточно подготовить необходимые материалы, и можно приступать к работе. Результат не заставит себя ждать. Такое изобретение будет незаменимым на дачном участке.

Что потребуется для работы:
- детская коляска;
- сварочный аппарат;
- двигатель пылесоса;
- металлические листы;
- нож;
- пила.

Последовательность выполнения:
- От детской коляски отделяем корпус. Прикрепляем к нему металлический лист, вставляем движку от пылесоса.
- Вал располагаем снизу, к нему крепим ножи, диск привариваем.
- Проводим провод, газонокосилка готова.
Новое изобретение порадует дачника, который все свободное время проводит на участке. Немного фантазии, и старый пылесос прослужит еще не один год. Он станет незаменимым помощником в хозяйстве.
Второй вариант
Еще один вариант, основан на использовании конуса для дороги, высота которого составляет 520 миллиметров. Сделан он из нежесткого пластика. Итак, в конструкции нужно:
- конусообразная форма;
- двадцатилитровая тара и хорошо закрывающаяся крышка;
- пару труб для сантехники сорока миллиметровым диаметром;
- угловой переходник;
- шестнадцатимиллиметровая фанера из дерева.
По сути, создание похоже на вышеописанный пример. Лишь несколько дополнений – на фляжную крышку следует выпилить пару идентичных круговых форм и склеить их. Это позволит конусу держаться крепко. Соединения нужно посадить на термический клей, можно использовать пистолеты. Последнюю часть вертикальной трубы необходимо опустить ниже горизонтальной, что позволит создать движение вихревого характера мусорных частиц именно по конусу, после чего они упадут во флягу.
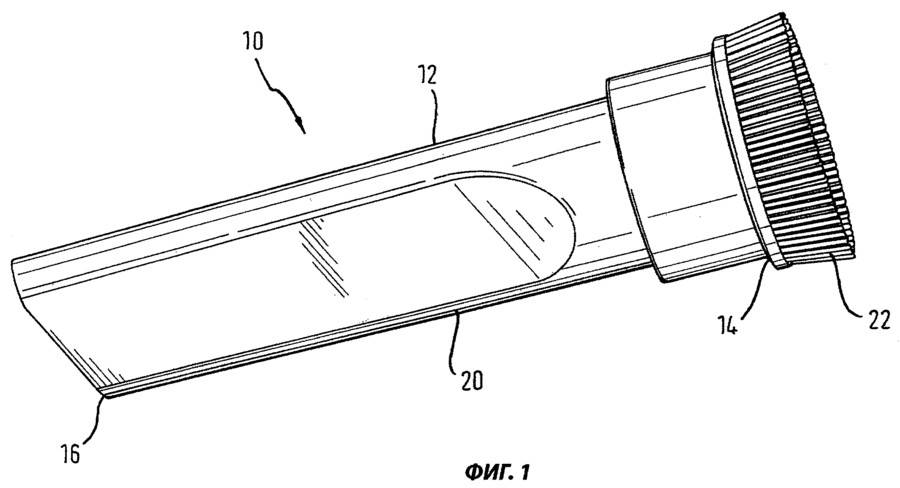
Конус для пылесоса

Так выглядит практически законченная конструкция

Пыль собирается в пылесборник
Конструкция и принцип работы
Внешний вид циклонного фильтра представляет собой цилиндрическую емкость, снизу которой есть конусообразная часть. Сверху самоделки располагаются два отверстия – входное и выходное, предназначенные для прохождения воздуха. В нижней части конструкции также есть отверстие, через которое выходит отфильтрованный мусор. Входное отверстие вверху оснащается каналом, благодаря которому поступающий воздушный поток подается в Циклон по касательной.

Поскольку система имеет цилиндрическую форму, входящий поток движется по кругу, приводя к завихрениям. Из-за центробежной силы происходит отбрасывание на периферию тяжелых частиц, содержащихся в потоке. Второе отверстие, являющееся выходным, расположено перпендикулярно по отношению к входному. Такое расположение приводит к изменению вихревого потока на вертикальный, исключая подхватывание отсеянных частиц. Мусор перемещается по стенкам цилиндра вниз и попадет в конус, из которого через выходное отверстие попадает в мусоросборник.

Однако у циклонного фильтра есть один недостаток – с его помощью можно убирать только сухой строительный мусор. Если же в нем присутствует вода, то в процессе всасывания возникнут проблемы. Кроме этого, применяемый пылесос должен иметь достаточную мощность, поскольку воздух проходит через дополнительный фильтр, а сама конструкция имеет длинный воздуховод.
Готовое оборудование получается громоздким, поэтому всасывающий воздуховод для удобства эксплуатации лучше использовать подлиннее.
Технология процесса
Монтаж полипропиленовых труб — несложный процесс, в котором правильное использование насадок является одним из ключевых моментов. Для соединения труб, изготовленных из полипропилена, необходимо пройти ряд этапов.
- Нарезка трубы. Если приходится прокладывать трубопровод большой протяженности, а также, когда требуются его изгибы, то трубу следует нарезать на соответствующие куски. Должно быть исключено наличие заусенцев. С торцов трубы снимаются фаски.
- Очищение. Торцы соединяемых труб должны быть очищены от грязи, пятен масла, пыли и следов ржавчины. Это является гарантией получения качественного и герметичного шва. Финишную очистку можно производить с помощью наждачной бумаги.
- Установка насадок требуемого размера.
- Включить паяльник с установленной на нем насадкой в сеть.
- При наличии у паяльника функции терморегулирования следует выставить необходимую температуру. При ее отсутствии надо убедиться в том, что на паяльнике загорелся соответствующий индикатор красного цвета. После этого необходимо немного подождать, чтобы тэн успел нагреться. После этого лампочка индикатора погаснет.
- В насадку вставить конец трубы и подержать ее там несколько секунд, что будет достаточным для плавления полипропилена.
- С помощью разогретых фитингов соединить трубы.
- После сварки труб необходимо дать минимум одну минуту для их остывания. В это время нельзя вращать трубы и сдвигать их.
Необходимо помнить, что насадки перед началом процесса должны быть надежно закреплены.
Монтаж полипропиленовых труб своими руками
Преимущества монтажа
Рассчитайте количество труб и фитингов
Для выполнения монтажа трубопровода не требуется выполнение сварочных работ. Все соединения выполняются при помощи пайки. Труба стыкуется в фитинге, а затем спаивается специальной муфтой. Преимущество такой пайки состоит в том, что уже через час после пайки всей системы, трубопровод готов к использованию.
Подготовка инструмента
Шейвер
Кроме наличия всех необходимых деталей и материалов, для выполнения монтажа трубопровода необходимо подготовить весь инструмент.
- Самым главным инструментом для работы является паяльник, с помощью которого будет выполняться пайка муфт. Покупая этот инструмент, не стоит экономить. Это может сказаться на качестве пайки и скорости выполнения работ, да и сам паяльник может очень быстро перестать работать. Качественный паяльник при долгой работе не нанесет вред тефлоновому слою покрытия насадок.
- Для пайки вам потребуются насадки под трубы. В основном, они идут в комплекте с паяльником.
- Основная часть работы будет выполняться стационарно, поэтому под паяльник необходима подставка.
- Чтобы отрезать нужный участок трубы, понадобятся специальные кусачки, можно применить труборез.
- Снятие с трубы слоя алюминия выполняется с помощью шейвера.
- Чтобы впаиваемая труба свободно входила в фитинг, потребуется снять фаску края трубы, используя фаскосниматель.
Трубы и фитинги
Предварительно посетите строительный магазин и купите все необходимые инструменты.
На чем можно сэкономить
Ножницы для полипропиленовых труб
Произвести пайку полипропиленовой трубы подручными средствами не получится. Но все же, на некоторых инструментах можно сэкономить. Если предстоит выполнение небольшого объема работ, из списка покупок можно вычеркнуть кусачки или труборез. Отрезание трубы можно выполнить болгаркой. Шейвер используется только в том случае, если есть алюминиевый слой. Если этот слой отсутствует, то и инструмент можно не покупать.









План работы
План разводки водоснабжения
Решившись на самостоятельный монтаж трубопровода, необходимо составить план выполняемых работ. Требуется все рассчитать так, чтобы пайка муфт в большинстве случаев происходила не на весу, а стационарно. В конце работы останется лишь соединить всю систему и произвести пайку последних точек соединения.
Перед началом работы должна быть тщательно проработанная схема трубопровода. Это сильно облегчит условия работы, и вам не придется покупать лишние материалы. Грамотно выполненный расчет позволит выполнить все неудобные места пайки на столе.
Особенности пайки трубопровода
Для выполнения прочной пайки выполняется прогрев внешнего края трубы и внутренней стороны муфты. Прогревается только тот участок трубы, который полностью войдет в муфту. После соединения прогретых участков, происходит спаивание полипропилена.
В начале пайки необходимо подготовить сам материал. Вымеряется и отрезается необходимая длина трубы. На краю отрезанной трубы, с внешней стороны, снимается фаска глубиной 3 мм, и под наклоном не менее 15 градусов. Края спаиваемых материалов очищаются от загрязнения и обезжириваются специальным раствором. И только теперь можно выполнить пайку изделия.
Пайка трубы
Пайка с помощью паяльника
- Перед началом пайки паяльник устанавливается с помощью подставки на столе и подключается к электросети. Пайка происходит при температуре 260°C. Поэтому, если паяльник имеет регулятор температуры, его надо выставить на это значение. К сведению: при других температурах, пайка изделий не выполняется. Следовательно, не стоит переплачивать за покупку паяльника с регулятором температуры.
- Когда паяльник полностью прогрелся, можно начинать процесс сваривания деталей. Фитинг должен прогреваться одновременно с трубой, поэтому с одной стороны специального штыря надевается фитинг; труба, вставленная в гильзу, надевается на вторую сторону нагревателя. После полного прогрева детали быстро снимаются с паяльника и соединяются.
- При пайке необходимо соблюдать время прогрева деталей, иначе деталь быстро деформируется и станет непригодной для соединения. Недостаточно нагретую деталь не получится надежно спаять, в результате чего образуется течь в месте соединения.
Для определения времени нагрева разработана таблица, которой пользуются специалисты, выполняя монтаж полипропиленовых труб.
Рейтинг качественных ножниц для резки полипропиленовых труб до 8000 рублей
Как борются с пылью в профессионалы?
Профессиональные строители имеют в своем арсенале специальное средство для борьбы с образующейся мукой: насадку на сверло или бур, к которой подключают шланг от пылесоса. Такое дополнение к перфоратору помогает собирать мусор очень чисто, но у него есть ряд недостатков:
- На приобретение насадки приходится тратить деньги. Такие траты уместны, если приходится сверлить постоянно. Но если изредка приходится просверлить одно-два отверстия в потолке или стене, покупать специальную насадку нерационально.
- Как правило, применение насадки требует помощи напарника, который будет держать пылесос. В быту для решения тех же задач применяют импровизированные приспособления, сделанные своими руками.
Как выбрать подходящий инструмент
При выборе трубореза учитывают следующие факторы:
Стандартные ножницы, пистолеты выбирают для резки ПП труб диаметром до 40 мм включительно, используемых в водопроводных магистралях. Если планируется постоянно резать трубы большего размера, для этих целей подбирают ручной роликовый труборез.
Большинство недорогих китайских и отечественных труборезов имеют корпус из бюджетных материалов — силумина (сплава алюминия с кремнием), дюралюминия, отличающихся низкой прочностью и пластичностью. Реже встречается резаки из стали, и хотя они имеют более высокий вес, вероятность их неподлежащего ремонту повреждения намного ниже, чем у легких алюминиевых сплавов. Поэтому практичнее приобретать инструмент из легированной инструментальной стали.
Также при покупке следует обратить внимание на толщину ножа. Дело в том, что при резке тонким лезвием повышается вероятность его ухода в сторону и получения среза с углом, отличающимся от 90 градусов.
Лучший материал выполнения лезвия — нержавеющая сталь с высоким коэффициентом твердости, его кромка обычно имеет вид тупого угла с острием посередине.
Инструмент должен иметь удобную опору с шириной губок по разные стороны от прорези около 15 мм. Дело в том, что именно на такую глубину труба обычно погружается в фасонные детали при пайке, то есть сделав точную отметку ее длины и подведя риску к краю опорной площадки, получают после обрезания точный размер заготовки с учетом глубины ее погружения после пайки.
Хотя рез ножницами с храповым механизмом происходит дольше, ими проще обрезать заготовку точно под углом 90 градусов — нож постепенно подводят к оболочке и придавливают ее к упору, отслеживая точное расположение под прямым углом, а после этого нажимают на ручки, начиная рез. В пружинной модификации рез проводят сразу одним движением руки и при малейшей ошибке его невозможно исправить, часто угол среза будет отличаться от 90 градусов.
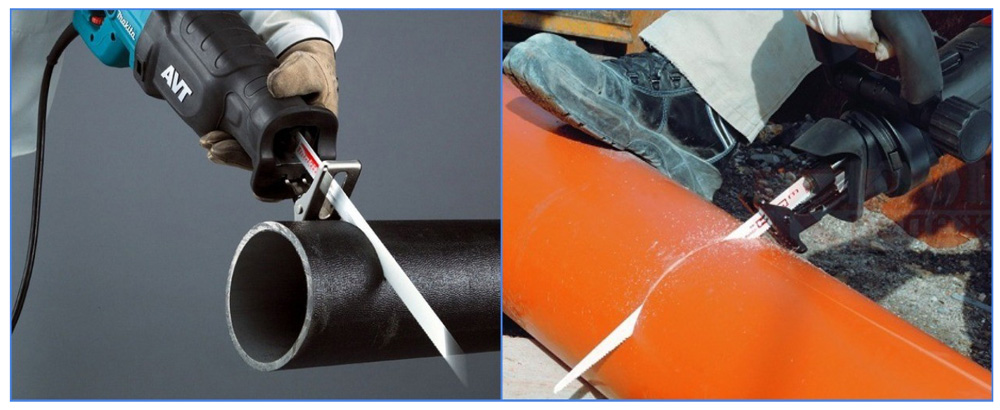
Рис. 8 Резка сабельной пилой
Преимущество моделей с храповым механизмом состоит в прикладывании меньшего усилия, то есть любую подходящую по размерам трубу можно обрезать одной рукой. Если используется пружинные приспособления, для обрезания деталей в 25 мм и более приходится прикладывать усилия двух рук. Поэтому некоторые мастера приобретают два типа ножниц — пружинные для скоростной резки труб одним движением в 16, 20 мм и храповые модификации для обрезания 25, 32 и 40 мм заготовок.
При покупке приспособления лучше взять образец ПП трубы диаметром 40 мм с собой — в некачественно выполненном инструменте деталь не всегда помещается или нормально ложится в полукруглые направляющие.
Не следует выбирать инструмент со слишком маленькими ручками — им неудобно работать, а из-за короткого рычага потребуется прикладывание большего усилия. Резак лучше подбирать по размерам своей ладони, он должен удобно лежать в руке и иметь рельефную с антискользящим покрытием (прорезиненную) ручку.
Ножницы являются профессиональным инструментом, поэтому при выборе обращают внимание на производителя. На рынке неплохо зарекомендовали себя бренды Rems, Gross, Valtec, Rothenberger, Milwaukee, многие мастера отмечают отличное соотношение цены и качества в турецкой продукции.
Любые заводские приспособления для резки полипропиленовых труб относят к профессиональному инструменту, их покупают специалисты, занимающиеся монтажом водопроводных и канализационных систем в больших объемах. Если позволяют финансовые средства, лучше приобрести электроинструмент — это позволит сэкономить рабочее время и физические силы, что в конечном итоге окупит его более высокую стоимость.
Покупая ножницы, особенно китайского производства, не следует слишком доверять указанным в инструкции трубным параметрам, с которыми они могут работать. Реально все китайские ножницы могут обрезать трубы размерами до 25 мм включительно, для раскроя 32 или 40 мм заготовок потребуется более дорогой и прочный инструмент (в китайских часто ломаются алюминиевые ручки, пружины возвратного механизма).
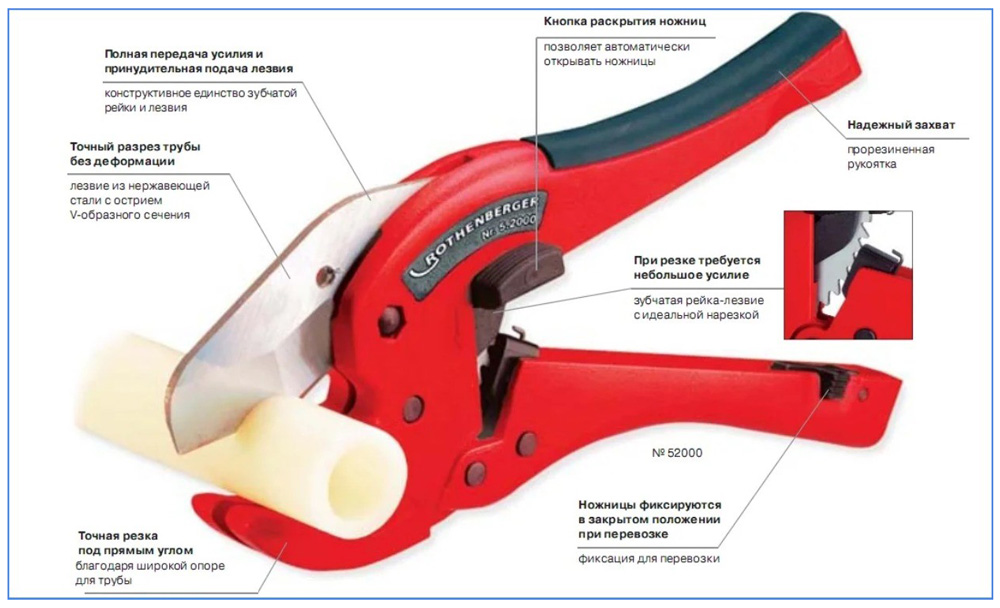
Рис. 9 Устройство храповых ножниц





