Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

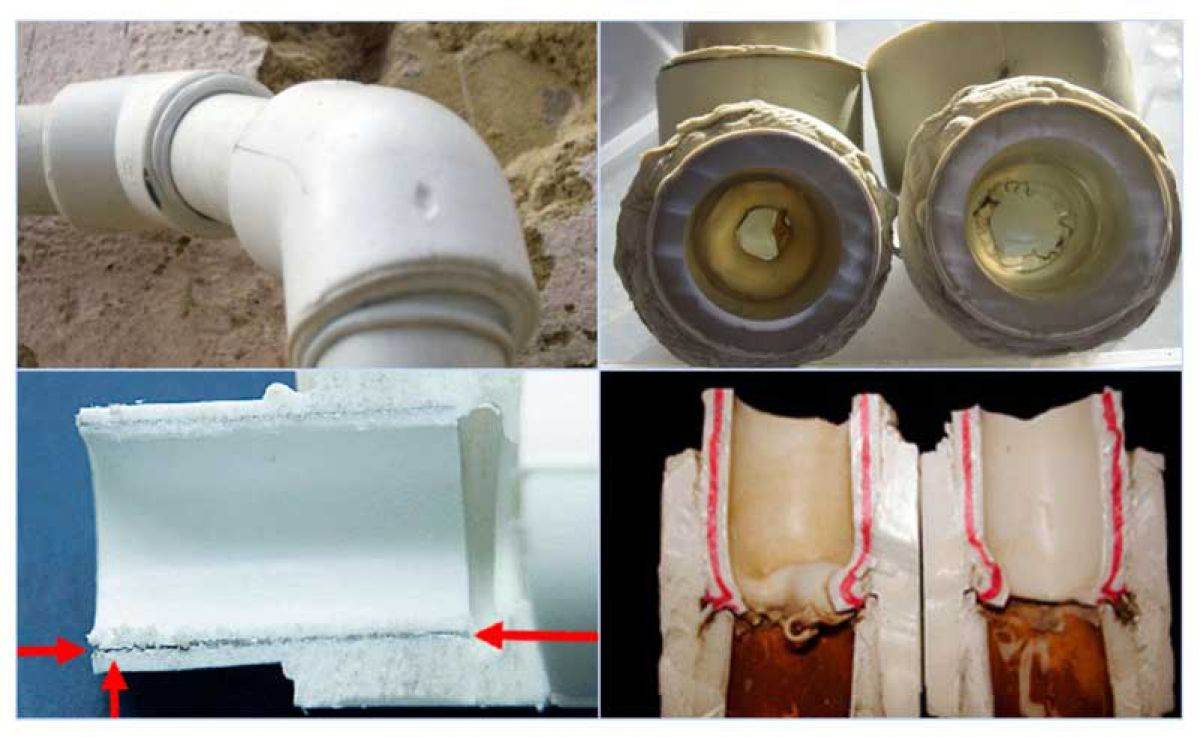
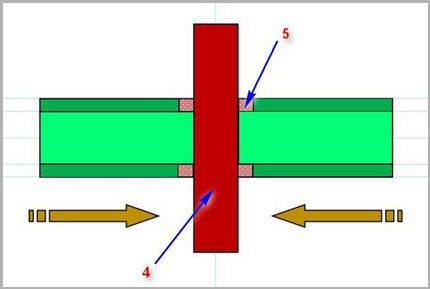
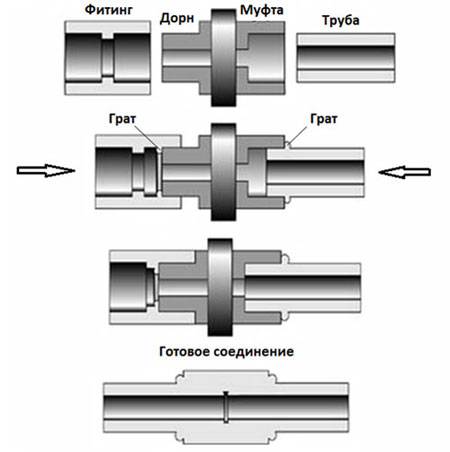
Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибки при пайке полипропиленовых труб
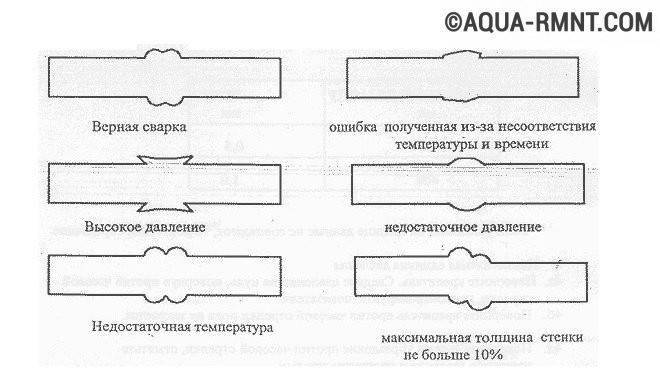
Основные ошибки при пайке, а если быть уж совсем правильным, то при сварке полипропиленовых труб, связаны вот с чем:
Неправильная температура сварки труб — многие выставляют максимальную температуру на паяльнике, из-за чего пластик сильно плавиться и тем самым можно допустить самую грубую ошибку, связанную с уменьшением входного диаметра трубы или же фитинга. Температура, которую следует выставить на паяльнике, зависит от многих факторов, например, от температуры окружающей среды. При температуре воздуха 18-20 градусов, нет необходимости выставлять паяльник для труб на максимально возможную мощность, достаточно будет выставить температуру на нем, в пределах 250-270 градусов.

При этом стоит учитывать и диаметр труб, чем он меньше, тем ниже должна быть температура паяльника. Конечно же, данный момент, можно регулировать временем нагрева трубы и фитинга, но иногда именно уменьшение температуры паяльника, позволяет избежать оплавки концов труб, с их дальнейшей деформацией.
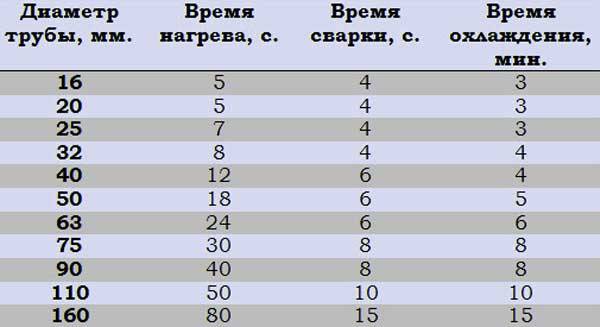
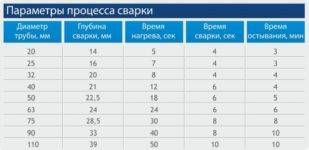
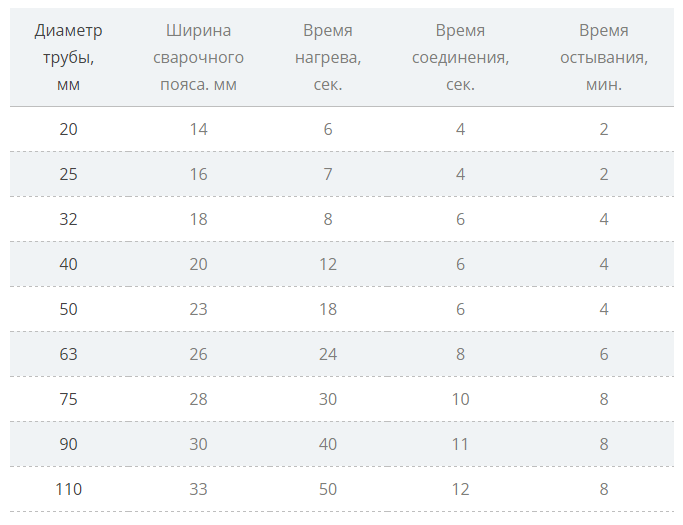
Время пайки труб
Если не придерживаться определенного времени при пайке полипропиленовых труб, то можно расплавить их концы до такой степени, что деформации потом не избежать.

Поэтому для стандартных ситуаций, существуют следующие временные отрезки пайки труб, при температуре паяльника в 250-270 градусов:
- Диаметр трубы 20 мм (время нагрева 5 сек.);
- Диаметр трубы 25 мм (время нагрева 7 сек.);
- Диаметр трубы 32 мм (время нагрева 8 сек.);
- Диаметр трубы 40 мм (время нагрева 12 сек.);
- Диаметр трубы 50 мм (время нагрева 18 сек.);
- Диаметр трубы 63 мм (время нагрева 24 сек.);
- Диаметр трубы 75 мм (время нагрева 30 сек.);
- Диаметр трубы 90 мм (время нагрева 40 сек.);
- Диаметр трубы 110 мм (время нагрева 50 сек-1 мин).
Уточним, что время нагревания полипропиленовых труб зависит не только от их диаметра, но и от температуры, выставленной на паяльнике для труб, а также от температуры в помещении или на улице.

Плохо очищенная поверхность труб — паять грязные или мокрые трубы нельзя, поскольку они будут течь, в любом случае. Поэтому перед сваркой труб, смотрим, чтобы их поверхность была сухой и очищенной от грязи с пылью. Если вода вытекает из трубы, например, при замене водопроводных стояков, то следует хотя бы на время пайки её остановить. Сделать это можно используя кусок туалетной бумаги или салфетку, запихнув её вовнутрь трубы. После пайки, когда вода пойдет по трубам, то она размоет салфетку и та окажется в фильтре грубой очистки, без каких-либо негативных последствий для водопровода.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.






Оборудование для сварки полипропилена
Любые ремонтные работы подразумевают наличие специального оборудования и набора подходящих инструментов. Сварка полипропилена не исключение.
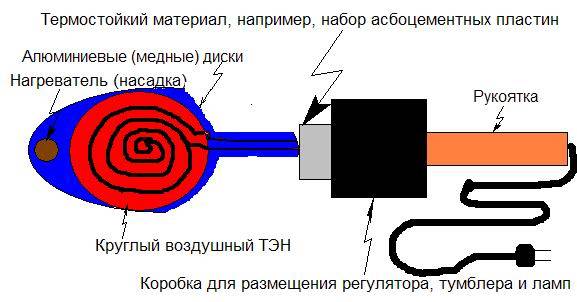
Главное действующее «лицо»

Для этой операции необходимо специальные приспособления. Некоторые называют их паяльниками, другие сварочными аппаратами. Это металлическая платформа, внутри нее располагается электрическая спираль, которая разогревает поверхность. Из-за схожести с известным бытовым прибором это устройство получило еще одно название — утюг. В комплект паяльника входят насадки, имеющие стандартные размеры (20, 25, 40).
Таких конструкций существует несколько, но основные модели две. Одна из них имеет плоскую платформу, похожую на подошву утюга. Другое приспособление — цилиндрический нагреватель. Эффективны оба вида оборудования. Выбор прибора зависит от того, какой из них будет (кажется) удобнее в работе конкретному мастеру. Поскольку цену такого паяльника вряд ли можно назвать демократичной, а необходим он время от времени, его лучше брать в аренду на несколько дней.

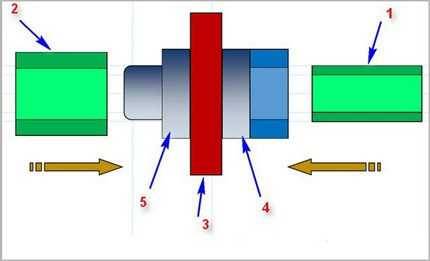
Для стыковки двух элементов поверхности для сращивания нагревают до температуры, подходящей для плавления полипропилена (260°). Для равномерного и одновременного нагрева деталей используют две насадки с тефлоновым покрытием, их устанавливают на металлическую платформу:
- гильзой называется элемент для нагрева наружной поверхности;
- дорн, имеющий меньший диаметр, позволяет нагреть внутреннюю поверхность.
Оба соединяемых элемента одновременно надевают на установленные насадки, потом их выдерживают определенный срок, и соединяют. Это и есть ответ на вопрос о том, как сваривать полипропиленовые трубы. Но в любой работе есть свои нюансы. Например, оптимальное решение — покупка всех изделий одного производителя, так как пропилен разных фирм имеет различный состав. Разница невелика, однако при сварке она обязательно отразится на качестве шва.
Другие инструменты для труб

Чтобы выполнить нарезку труб качественно, лучше найти или купить идеальное, максимально удобное приспособление — труборез, аккумуляторный или роликовый. Этот инструмент — гарантия гладкого, ровного среза. Однако если его в хозяйстве нет, а трата денег не кажется заманчивой перспективой, то его можно заменить ножницами для резки пластиковых труб.
Варианты похуже — электролобзик, ножовка по металлу, либо почти незаменимая болгарка (с диском 1 мм). Большой минус использования любой альтернативы — срез с «красивой» бахромой. Избавиться от нее довольно легко: сделать это можно с помощью наждачной бумаги либо тонкого ножа.
Если куплены полипропиленовые трубы, армированные фольгой снаружи, то понадобится еще один инструмент — шейвер. Или торцеватель, он предназначен для удаления внутреннего армирующего слоя. Еще для подготовки к сварке потребуется карандаш или маркер, рулетка и угольник.

Какие бывают инструменты для зачистки полипропиленовых труб
Правильная зачистка для труб начинается с выбора инструмента. Его вид и конструкция зависит от типа армирования (наружный, внутренний), диаметра. Для торцевой пайки необходимо использовать специальные машины для удаления кромки. Но изделия из полипропилена редко делают диаметром свыше 60 мм. Для этого используют трубопроводы из полиэтилена.
Насадки для дрели
Для обустройства трубопровода своими руками можно купить несколько ручных зачисток для стандартных диаметров – 16, 20, 25 и 32 мм. Пример инструмента для внешней обработки – серия моделей MasterProf или Newton. Каждая рассчитана для двух диаметров, например – 20х25 или 16х20. Ножи располагаются вертикально, возможна их замена, регулирование положения.

Ручное удаление удобно для небольшого объема работ. Если это нужно сделать массово, рекомендуется приобрести специальные насадки для дрели. Они также отличаются размерами, но все рассчитаны для крепления в стандартном патроне дрели. Это оптимальные инструменты зачистки для полипропиленовых труб 20-25 мм.
Как выбрать очистку ручного типа или для дрели:
- изготовлена из инструментальной стали;
- поверхность рифленая для удобства фиксации;
- для ручных моделей длина воротка от 15 см, есть возможность его замены;
- насадки для дрели (шейвер) могут быть разных диаметров. Это достигается регулированием положения лезвий.
Дополнительный инструмент – тиски или струбцина для фиксации патрубка. Так будет удобнее обрабатывать поверхность, для удаления не нужно будет прилагать большие усилия.
Работа с торцевателем
Торцеватель необходим для зачистки торцов. Он отличается от насадок и шейверов расположением ножей. Их плоскость находится в горизонтальном положении под небольшим углом. Снимается фаска до 1 мм алюминиевой прослойки. Преимущество этого инструмента – универсальность. Он используется для выравнивания плоскости патрубков, что сказывается на точности пайки. Особенности торцевателей:
Особенности торцевателей:







- возможность регулировки расположения ножей, что позволит применять одну насадку для труб нескольких диаметров;
- есть модели для ручной обработки или устанавливаемые в дрели;
- стандартные диаметры – 20/25, 32/40 и 50/63.
Глубина снятия фаски зависит от ровности реза патрубка. Часто торцеватель используется сначала для выравнивания плоскости торца, а затем для зачистки поверхности. Убирается лишь небольшая часть фольгированного слоя, что исключает его появление в месте спайки.
Совет: по отзывам мастеров хорошо зарекомендовали себя пластиковые торцеватели. Они подходят для обустройства центрального и автономного водоснабжения, отопления.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых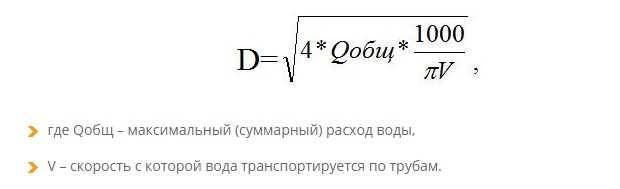
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
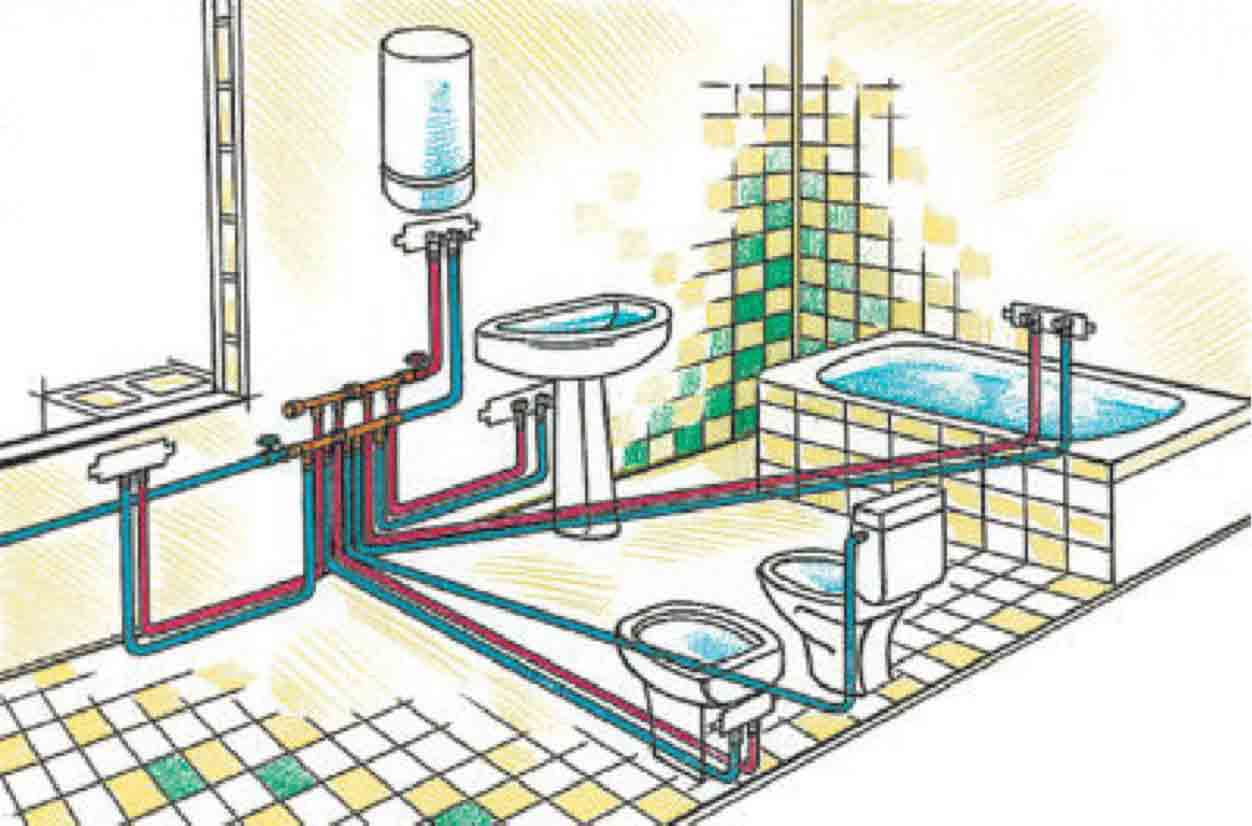
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
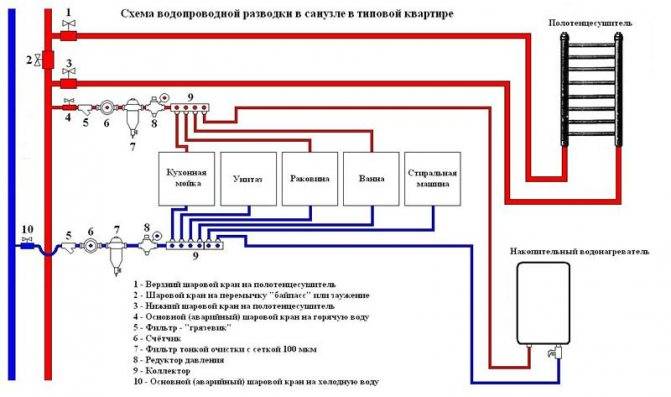
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
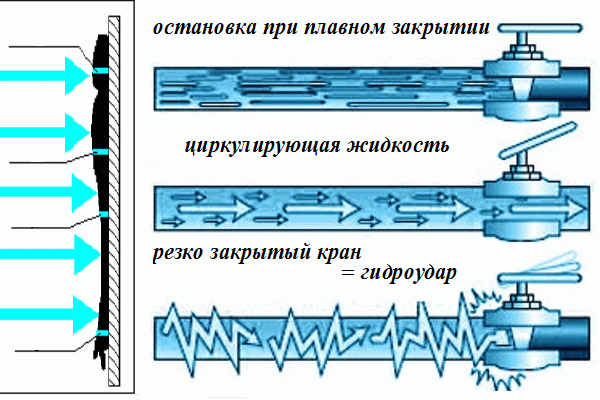
Компенсатор для горячего водопровода и отопления из полипропиленовых труб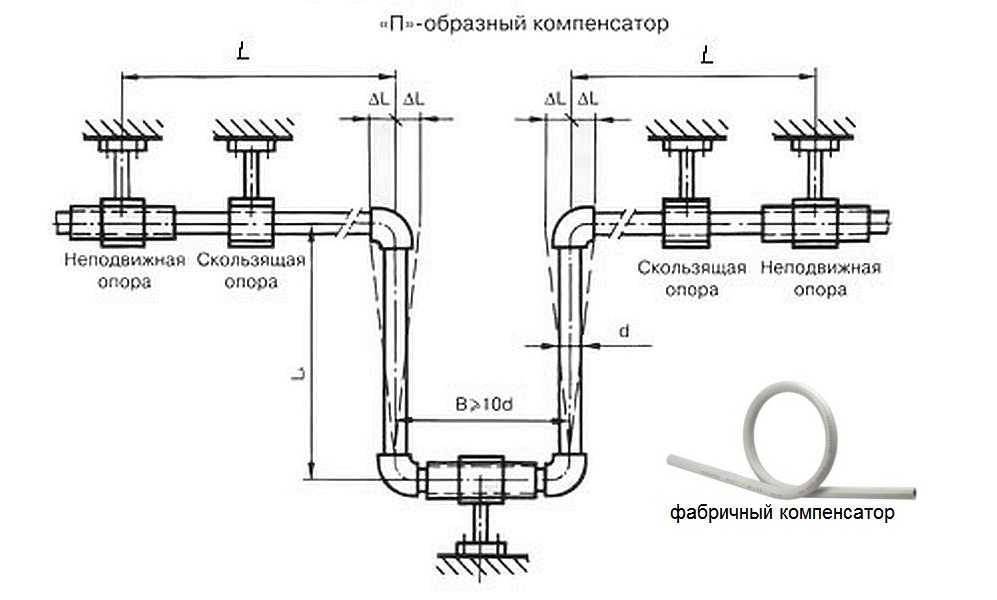
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.








Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Инструменты, которые понадобятся
Для пайки полипропиленовых труб применяется специальное оборудование пайки. Можно приобрести это устройство в любом магазине стройматериалов, цена от 100 долларов. Самые простейшие аппараты имеют мощность нагревательной части примерно 800 Вт, этого хватает для монтажа коммуникаций в квартире либо установки в доме. Профессиональные паяющие устройства имеют регуляторы режима температуры с показателем до 1-5 градуса. На показатели пайки мощность никак не влияет, она определяет только время нагрева элемента до нужной температуры.
Обычный паяльник для полипропиленовых труб имеет в наличии насадки сечением 20, 25 и 32 миллиметра. Этот диаметр подойдет для обычных соединений, муфт. Насадки считаются элементом нагревательного элемента, и оборудованы гильзой, оплавляющей наружную часть трубы, и дорн для поверхностей соединяемых изделий внутри. Отлично, когда насадки имеют тефлоновое покрытие, оно сохраняет их от воздействия расплавленной пластмассы, облегчает выбор плавленой арматуры, повышает характеристики сварки. Паяльник – это главный инструмент, который нужен для укладки полипропиленовых изделий, но помимо него еще будут нужны:
- Карандаш – для разметки стен и изделий установки.
- Рулетка – для замеров нужных диаметров изделий.
- Торцеватель для армированных изнутри труб.
- Острый нож – для спиливания фаски с трубы во время пайки.
- Ножовка по металлу – с условием отсутствия особого ножа для пропиленовых труб.
- Шеймер армированных внешне моделей.
- Обычный уровень.
Большое внимание необходимо уделить резке во время прокладки. Наилучшим инструментом для этого будут специальные стальные ножницы хорошего качества
С их помощью трубы отрезаются ровно, под прямым углом. Это сэкономит время во время установки и сделает процедуру гораздо проще. Зачастую изготовители вводят эти ножницы в комплектацию аппарата для пайки труб, поэтому при выборе паяльника желательно присмотреться к содержимому устройства.
Правила работы с паяльником:
- Паяльник ставят на ровную поверхность. Особыми ключами крепят насадки необходимых размеров. Насадка, необходимая для пайки на стене, крепится с края.
- Отдельные элементы трубопровода складываются на установленном четко паяльнике. Во время сборки цепей, на стене монтаж удобно делать с помощником.
- Работы происходят лишь после полного нагрева паяльника. Для прогрева до 270 градусов ему нужно до 20 минут. Более конкретно данная цифра описана в инструкции к устройству.
- Паяльник не выключают из сети в течение всего процесса установки.
- Два соединяемых элемента нагревают одновременно.
- Остатки пластмассы с насадки убирают тут же по завершении пайки при помощи брезентовой ветоши. Убирать остывшие насадки нельзя.
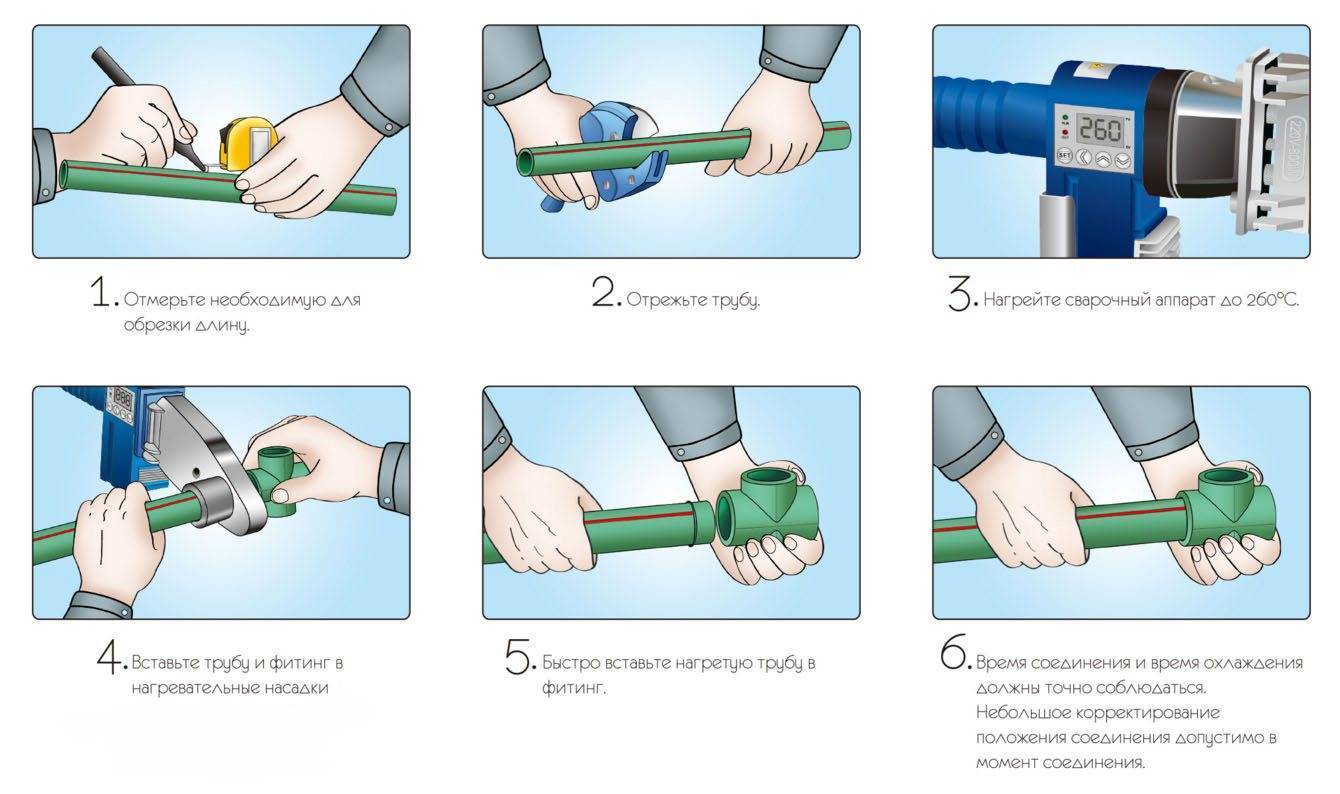
Инструкция пайки
- Включается паяльное устройство на обогрев. Обычные механизмы имеют в наличие 2 индикатора – включения и терморегулятора устройства. Индикаторы не тухнут во время нагрева паяльника, спустя 20 минут потухает индикатор терморегулятора. Это говорит про то, что паяльник прогрелся и готов к эксплуатации.
- Паяльник использует больше энергии при первом включении, насадка зачастую оказывается прогретой сверх нужной температуры. Поэтому лучше всего дождаться второго включения и выключения индикатора регулятора температуры, а после начинать работу.
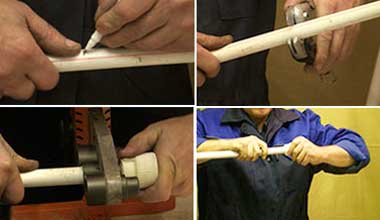
- Вымеряется кусок трубы нужного размера. Размер берется с запасом, с учетом глубины фитинга и насадки.
- Отмеренный участок изделия, отрезается ножовкой по металлу либо специальными ножницами.
- Выбирается необходимый по размеру фитинг – его внутренний размер в не остывшем виде обязан быть шире наружного сечения трубы.
- Вытирается от пыли раструб фитинга и наружная часть трубы, обезжиривается спиртом или мыльным раствором и просушивается.
- Элементы укладываются на насадки паяльного устройства. Труба устанавливается вовнутрь гильзы насадки, а фитинг надевается на дорн.
- Элементы на паяльнике удерживаются в течение необходимого времени.
- Элементы убираются с паяльника и объединяются между собой без поворотов по оси. Это происходит с небольшим нажимом. Труба устанавливается в фитинг на максимальную его глубину. Крепеж является прочным после полного застывания пластмассы.
- Если на краях раструба появился сплошной наплыв в форме валика на полной окружности, то этот обозначает, что соединение сделано правильно.
- При выдерживании периода охлаждения не нужно делать поворот трубы либо ее изгиб. Если крепеж имеет угол либо смещен, то его необходимо отрезать и сделать заново.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
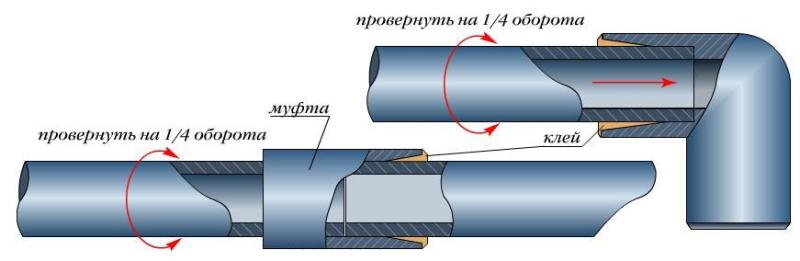
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).







Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.





Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.