Преимущества использования фальцепрокатного станка
Основное преимущество такого оборудования – его высокая мобильность. Кроме того, при использовании специального станка для прокатки фальцев получаемый замок будет качественным, точным и надежным. Постоянное качество по всей длине шва и высокая скорость значительно упрощают кровельные работы по сравнению с использованием ручных приспособлений.
Профессионалы выбирают именно специальное оборудование для производства изделий из листового и рулонного металла. Причин этому несколько. Во-первых, высокое качество работы – заданные параметры фальца станок выдерживает с завидной четкостью и постоянством. Кровельные панели получаются абсолютно идентичными друг другу, что сказывается не только на удобствеих монтажа, но и придает готовой крыше эстетичный внешний вид. А во-вторых, такое техническое устройство значительно повышает скорость производства изделий, а значит, увеличивает прибыль предприятия.
В каталоге компании МОБИПРОФ представлены различные фальцепрокатные станки по доступной цене.
Фальцепрокатный станок применяется в первую очередь для производства кровельного покрытия. Главная задача этого инструмента – прокатка фальцевого замка, который служит для соединенияэлементов конструкции между собой. Такой тип соединения обеспечивает герметичность швов и надежность всей кровли.
Практически все модели фальцепрокатных станков обладают одним существенным достоинством – они почти бесшумны при работе. Благодаря этому работать на таком оборудовании можнодлительное время без использования специальных наушников и без вреда для организма оператора. Это обеспечивает бесперебойный выпуск продукции. Кроме того, хороший станок имеетвысокую производительность, за короткое время можно обработать большое количество изделий. Абсолютно все модели фальцепрокатных станков имеют специальные колеса для повышениямобильности оборудования.
Область применения
Зачастую такой станок используют прямо на строительной площадке параллельно с проведением работ по настилу крыши. Этому способствует удобство в транспортировке оборудования. Разумеется, станок для прокатки фальцев находит широкое применение и производственных цехах. Необходимо отметить, что конструкция фальцепрокатного оборудования позволяет выпускатьпродукцию по индивидуальным размерам в любом требуемом количестве. Современные агрегаты для фальцевого проката могут изготавливать изделий с особым видом замков – самозащелкивающимся фальцем. Такие кровельные панели обладают целым рядом преимуществ – быстрый монтаж, удобство в работе, отличное качество и долговечность получаемого шва.
К примеру, станок СПФ-700 предназначен в основном для изготовления кровельных панелей непосредственно на строительной площадке. Он способен прокатывать как одинарный, так и двойнойстоячий фальц. При этом формы фальца может быть прямой или трапециевидной формы. Аппарат может обрабатывать все типы металла, используемые в производстве кровельного покрытия:
— медные листы;
— алюминиевые листы;
— рулонная и листовая сталь (в том числе и с полимерным покрытием) и так далее.
Современная оптимизированная конструкция станка обеспечивает отличное качество производимой продукции и высокую производительность.
Преимущества использования фальцепрокатного станка
Основное преимущество такого оборудования – его высокая мобильность. Кроме того, при использовании специального станка для прокатки фальцев получаемый замок будет качественным, точным и надежным. Постоянное качество по всей длине шва и высокая скорость значительно упрощают кровельные работы по сравнению с использованием ручных приспособлений.
Профессионалы выбирают именно специальное оборудование для производства изделий из листового и рулонного металла. Причин этому несколько. Во-первых, высокое качество работы – заданные параметры фальца станок выдерживает с завидной четкостью и постоянством. Кровельные панели получаются абсолютно идентичными друг другу, что сказывается не только на удобствеих монтажа, но и придает готовой крышу эстетичный внешний вид. А во-вторых, такое техническое устройство значительно повышает скорость производства изделий, а значит, увеличиваетприбыль предприятия.
В каталоге компании МОБИПРОФ представлены различные фальцепрокатные станки по доступной цене.
Принцип работы фальцепрокатного станка
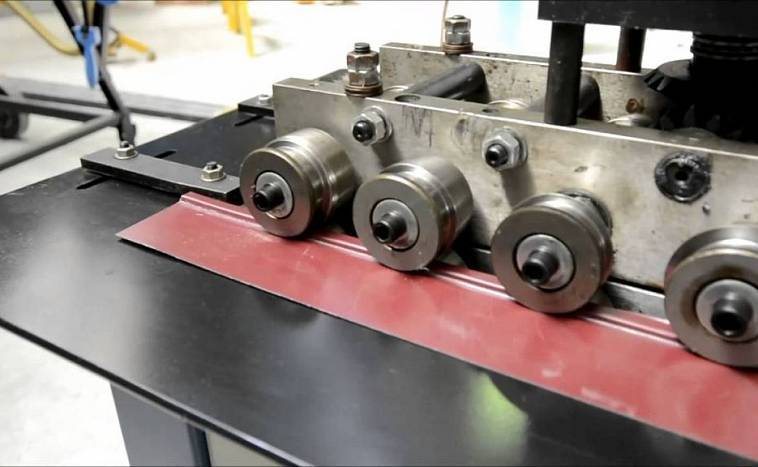
Если хотите, чтобы данный агрегат долго и беспроблемно прослужил вам, следует понять основной принцип работы этого станка. При нажатии на пусковую кнопку должен заработать электрический мотор. Вращающий момент от электропривода передаётся на формирующие валы с роликами посредством цепной передачи и редуктора. Лист металла проходит ровно по направляющим станка на первую пару роликов. Они зацепляют заготовку и проталкивают ее через обрабатывающие ролики. Устройство выключают, сразу как он обработает необходимую длину металлического листа. Для извлечения готового изделия, запускают обратный ход. Затем необходимо только скрепить заготовки специальным закаточным инструментом.
Важные отличительные характеристики данного оборудования, на которые следует обращать внимание при выборе:
- количество профилирующих пар (число пар роликов, которые сгибают лист в фальц);
- разновидность профилирования фальцевых замков на одном станке (сколько разных видов соединений, замков может делать станок);
- ограничения по ширине заготовки;
- максимальная рабочая толщина;
- производительность (для станков с ручным приводом данная характеристика условна и в большей степени зависит от внешних факторов.
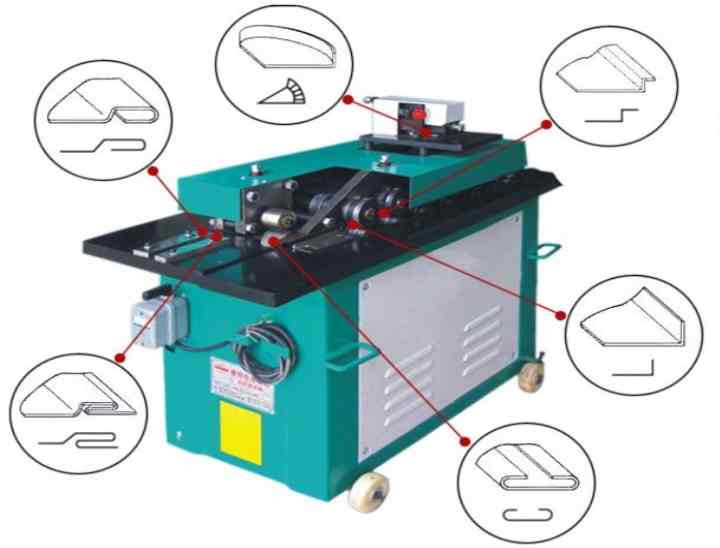
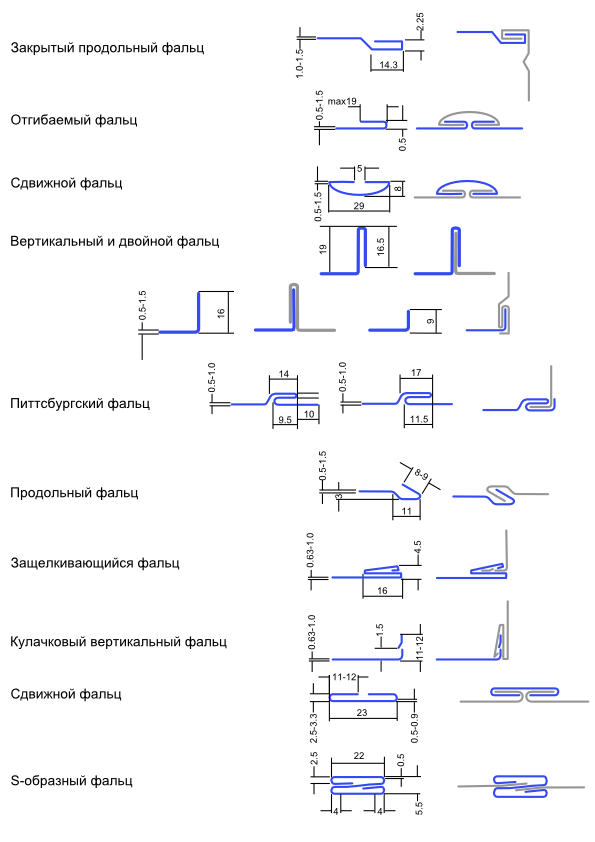
Основные типы замковых соединений, которые могут делать различные модели фальцепрокатных станков:
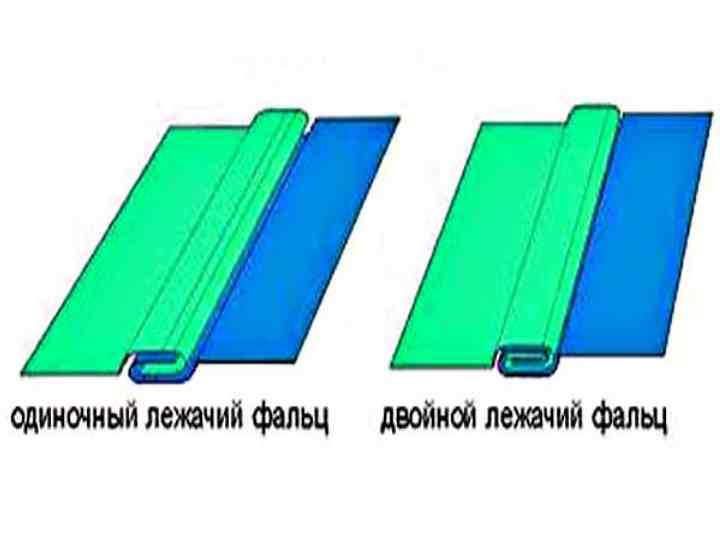
- лежачий фальц;
- питтсбургский фальц, американка;
- защелочный фальц;
- закрытый угловой фальц;
- стоячий фальц;
- C-рейка;
- S-шина.








Подводя общий итог краткому обзору, можно выделить следующие преимущества данных фальцепрокатных станков:
- высокая точность обработки;
- надежность;
- простота в обслуживании;
- отсутствие повреждений покрытия материала;
- большинство моделей оборудования поставляются с электронной системой управления, с помощью которой можно создавать двойные замки при скреплении различных изделий;
- наличие винтовых опорных элементов обеспечивает хорошую устойчивость без необходимости усиления фундамента;
- для работы на станке не требуется большого опыта и высокой квалификации от специалиста;
- возможна обработка изделий с радиальными, криволинейными или прямыми краями, что увеличивает сферу применения;
- оборудование по желанию заказчика может поставляться с индивидуальной оснасткой, которая расширит функционал станка.
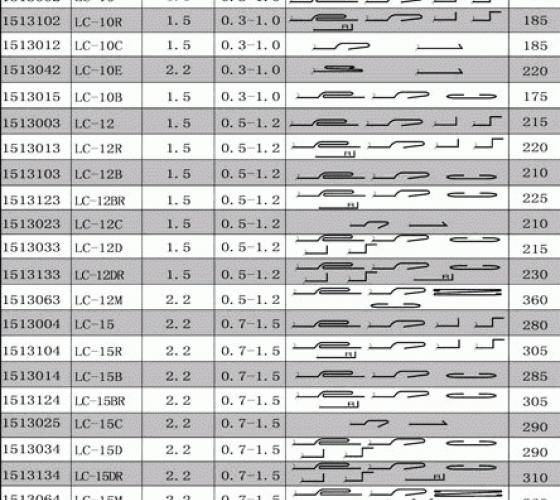
Типы фальцев
В настоящее время наиболее популярными на рынке моделями фальцепрокатных станков являются LC-12R Stalex, LC-12R ACL, LC-15DR ACL, LC-15CR ACL. Они заслужили свою популярность благодаря оптимальному сочетанию высокого качества, удобства в работе и невысокой цене. Данные модели производятся на заводах TTMC в Китае. Уточнить наличие или заказать их можно в компании «Стербруст». Доставка любого оборудования производится транспортными компаниями по всей России и странам СНГ.
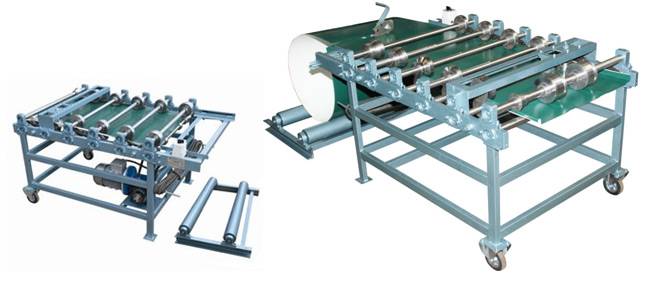
Фальцекаточные станки: для больших и малых площадей
Для производства и монтажа фальцевой кровли необходим мобильный кровельный станок. Его производят для проката картин и закрытия двойного фальца:

Например, в России такие станки производит , хотя пользуются спросом и такие западные аналоги, как Wuko lock’n’rolle.
Для работы с крышей обычного загородного частного дома тоже есть смысл использовать современное оборудование, которое значительно повышает итоговое качество кровли. Но почему-то до сих пор большинство бригад работает по старинке, при помощи традиционной киянки и молотка.
Логичнее взять нужный инструмент в аренду на несколько дней, и тогда швы на кровле будут идеально ровными и надежными. Тем более, что обычно станок способен производить фальцевую кровлю из любого кровельного металла, будь то медь, сталь или алюминий.
Итак, давайте рассмотрим внимательно, что это за инструмент. Сегодня на российском рынке фальцезакаточная машинки предоставлены 7-ю производителями. Это говорит о возможности хорошего выбора.
Например, электрическая фальцезакаточная машинка соединяет и закрывает профилированные панели с двойным стоячим фальцем. Причем делает она это в один проход, быстро перемещаясь по фальцевому шву прямо на кровле.
Учитывайте также такой момент, что европейские фальцепрокатный станки обычно рассчитаны на высоту фальца в 25 мм, а американское оборудование- на 38 мм. Тут уже вам нужно подумать и прочитать совместимость приобретенного оборудования.
Дело в том, что у некоторых машин можно регулировать высоту ножек, а для других придется отдельно заказывать такие ножки под 38 мм (дополнительные затраты, как никак). К слову, для ручных маленьких машин вопрос высоты фальца не важен.
Само мобильное профилированное оборудование устанавливают прямо на месте кровли и изготавливают цельные панели под двойной стоячий фальц
Здесь важно приобрести действительно качественную машинку
В противном случае монтажники умудряются разрезать панели по длине на несколько частей, а потом состыковать эти части заклепками, что абсолютно неправильно. Так в итоге получаются крыши из дорогих материалов, как цинк или медь, но с большими проблемами в плане герметичности.
Вот пример работы такой машинки:
Механические машинки для закрытия фальца обходятся дешевле, да, и работать с ними вы будете вынуждены медленнее. Также всегда существует человеческий фактор – риск просто недожать фальц.
В комплект станков Мобипроф включены две машинки для соединения панелей двойным стоячим фальцем. Легким движением нужно переместить первую машинку для того, чтобы изготовить г-образные фальц, а затем вторую машинку для образования самого фальцевого соединения.
У таких машинок есть специальная регулировка степени зажатия фальца, что очень важно для работы с металлом разного типа. При этом швы закрываются достаточно быстро, почти так же, как и с электромеханическими машинами
Устройство Wuko lock’n’rolle применяется для закрытия фальца и панели с двойным стоячим фальцем. Ими удобно работать в любом направлении, но придется держать саму машинку обеими руками, как рубанок. Среди преимуществ назовем небольшую цену и вес.







Отдельно отметим такую фальцезакаточная машинку, как Wuko 1006. Она небольшая и легкая, и, пожалуй, единственная, которая может быть применена для монтажа кровли сложной формы, у которой много примыканий и переходов. Сама машинка хорошо закрывает одинарный и двойной Г-образный стоячий фальц.
Отличается она по своему устройству от других моделей тем, что имеет особый механизм закрытия – специальный молоточек, который как бы простукивает фальц (при этом все другие модели этот фальц поджимают роликами). В его работе это заметно: такая машинка движется медленно, иногда оставляет следы на металлы. Но зато прекрасно работает на любом виде стыка и фальца.
Отметим отдельно, что достаточно много фальцезакаточных машинок изначально разработаны для работы с дорогостоящими пластичными металлами. Таковые для закатки оцинковки высокой жесткости просто не подходят.
Есть также специальное оборудование для изготовления фальцевой кровли на радиусных стропилах. Это целые модели машин, которые отличаются между собой ограничением по минимальному радиусу кровли. Поэтому, если приобрести не ту машину, придется еще вооружиться ручным кровельным инструментом, чтобы добивать фальцы.
Посмотрите, как выглядят все эти машинки:

Как собрать станок самому
Фальцепрокатный станок не каждому мастеру по карману, поэтому довольно часто люди собирают такие аппараты вручную. Самодельный фальцовщик конечно не обладает таким широким спектром функций, зато обойдется он всего в 2–3 тыс. руб.
| Иллюстрации | Рекомендации |
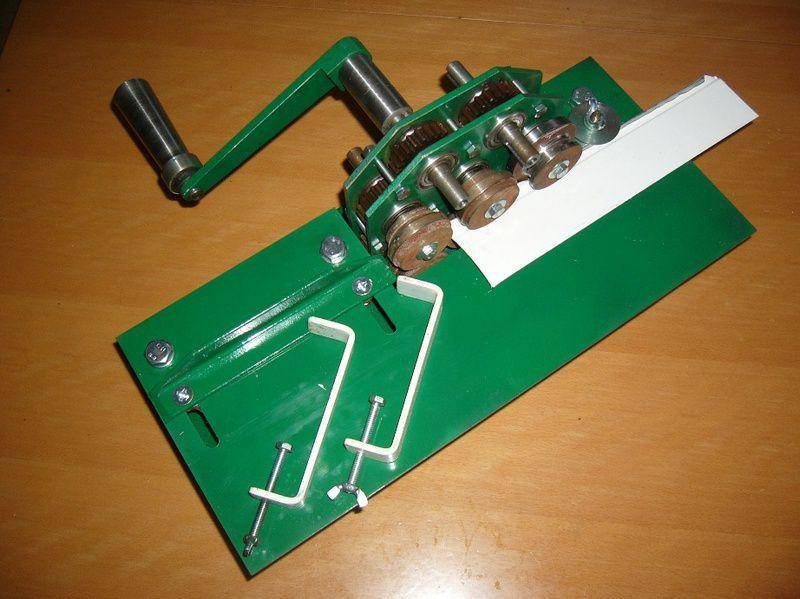
 | Внешний вид. |
Самодельный фальцепрокатный станок у нас рассчитан на эксплуатацию в мастерской.
Прикручивается данное приспособление к деревянному верстаку, но если сварить для него ножки, то этот станок можно будет легко транспортировать.

Устройство.
Вся конструкция состоит из 3 частей. На фото слева стрелочка указывает на базовую часть, к ней все приваривается и прикручивается.
В данном случае использовался металлический уголок с крылом 75 мм, но это минимум, если вы возьмете уголок в 100 мм, то приспособление от этого только выиграет;

- Сверху к несущему уголку привариваются 4 гаражные петли. На этих петлях будет двигаться обжимной пуансон (№1);
- Спереди прикручивается ограничивающая полочка (№2), но между полочкой и базовым уголком еще вставляется так называемый загибочный зуб, именно он формирует фальцы;
- Как сама полочка, так и обжимной пуансон делаются из уголка 75 мм, плюс к обжимному пуансону нужно приварить рукоятку, я ее сделал из обычной трубы.
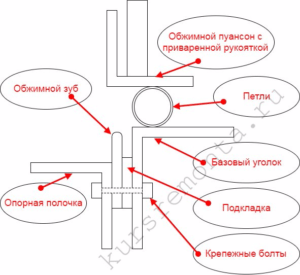
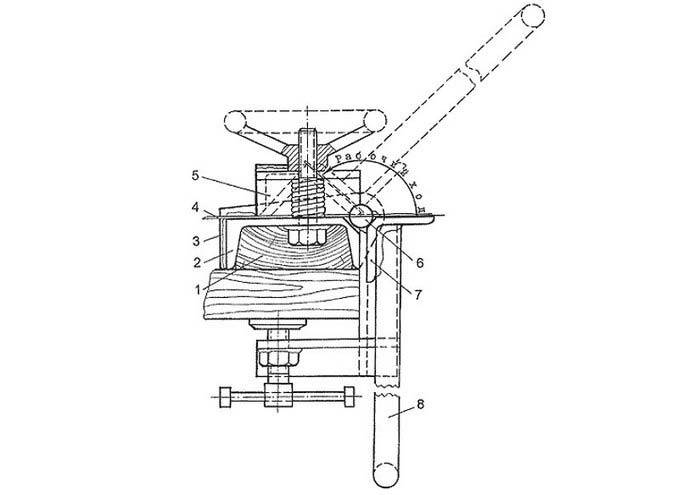
Схема.
Сначала к базовому уголку прикручивается лицевая конструкция, то есть:
- На крепежные болты надевается прокладка, в моем случае использовалась металлическая полоса толщиной 1 мм;
- Па прокладку надевается обжимной зуб, я делал его из полотна ленточной пилы. Мне удалось достать полотно длиной 1200 мм, поэтому рабочая длина приспособления получилась 1200 мм, но лучше делать под стандартный лист 1250 мм. Перед установкой с полотна я снял фаску;
- Последней на болты надевается опорная полочка, после чего все это затягивается.
Для обжимного зуба не зря было выбрано полотно ленточной пилы, здесь нужен особо прочный, негнущийся металл.

Основные параметры.
Чтобы вышел качественный фальц важно выставить 2 основных параметра:
- От подкладки до верха обжимного зуба должно быть 6 мм;
- От опорной полочки до верха обжимного зуба должно быть 8 мм.
При таких размерах припуск на фальц у нас будет 20 мм, то есть от края смежных листов нужно отложить по 10 мм.

Принцип работы
Чтобы сделать загиб под 90º, нужно вложить заготовку в паз и согнуть до того момента когда заготовка упрется в полочку;
.

Работа самодельного фальцовщика в деталях показана на видео в этой статье.






Чертеж листогиба: знакомство и улучшение
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.
(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.

(Чертеж №2)
Увеличиваем надежность креплений станка
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью! Исходя из этого, есть смысл вовсе отказаться от использования данного крепежного элемента, что дополнительно позволит исключить из конструкции устройства щечки и сварные соединения.
Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).

Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Как усилить прижимную балку?
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.

На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
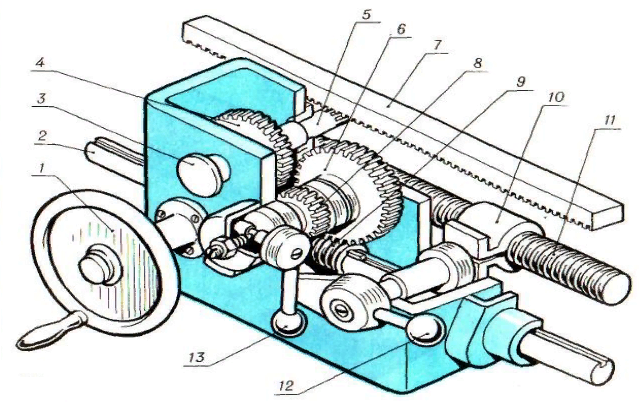
Суппорт
Суппорт токарного станка по металлу предназначается для закрепления резцов, управления ими и для их передвижения по станине. Расположен суппорт на станине токарного станка между передней и задней бабками.
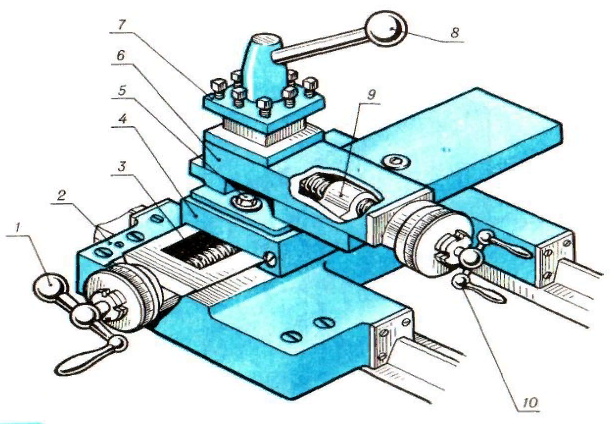
Суппорт токарного станка состоит из:
- Рукоять вала поперечной каретки.
- Продольная каретка.
- Вал поперечного движения.
- Поперечная каретка.
- Болт-фиксатор поворота верхней каретки.
- Верхняя каретка.
- Резцедержатель.
- Рукоять-фиксатор резцедержателя.
- Вал верхней каретки.
- Рукоять движения верхней каретки.
В состав суппорта большинства станков входит фартук, который крепится к нижней плоскости каретки продольного движения и предназначается для выполнения механической подачи резца при обработке заготовки. Конструкция фартука позволяет токарю переключить суппорт с механической подачи на ручную и наоборот.


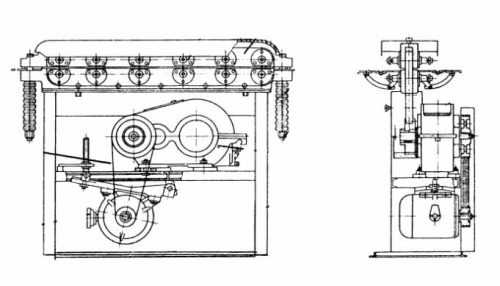






Фартук суппорта
Для переключения вида работы, токарю достаточно нажать кнопку 3 на фартуке суппорта. Кнопка сдвигает зубчатое колесо ручной подачи, и оно выходит из зацепления с зубчатым колесом червячной передачи. Одновременно шестерня рейки входит в зацепление с зубчатой рейкой, делая плавным вращение рукояти ручной подачи, которую токарь крутит рукой. Суппорт с закрепленным в резцедержателе инструментом, медленно
и плавно движется в сторону вращения рукояти.
Цифрами обозначены элементы:
- Рукоять подачи вручную.
- Вал «хода» суппорта.
- Кнопка подачи от вала «хода».
- Зубчатое колесо подачи вручную.
- Шестерня рейки.
- Шестерня мехподачи.
- Зубчатая рейка.
- Шестеренка червячной передачи.
- «Червяк».
- Разборная гайка.
- Ходовой винт.
- Рукоять, включающая движение при нарезке резьбы.
- Рычаг включения механической подачи.
При нарезании резьбы токарю необходимо повернуть вниз рукоять 12. При этом на ходовом винте замыкается разборная гайка, и фартук вместе с суппортом начинают двигаться в сторону вращения ходового винта. Движение суппорта, с закрепленным в нем инструментом, за счет вращения ходового винта позволяет сохранить шаг резьбы, создавая продукцию высокого качества.
С чего начинается сборка?
Для сборки листогибочного станка потребуются чертежи, фото, а также видео, демонстрирующие последовательность сборки своими руками
Помимо этого, перед работой важно продумать некоторые моменты, а именно доступность комплектующих, усилие, которое нужно будет прикладывать для работы, себестоимость устройства, масса и размеры, которые, в свою очередь, скажутся на мобильности. В результате получаем приблизительно следующих набор исходных данных:
- Число рабочих циклов, в пределах которого листогиб будет работать без ремонта и переналадки – 1200;
- Максимально допустимая ширина металлического профиля – 1 метр;
- Максимальный угол сгиба листовой стали без осуществления ручной доводки – 120 градусов;
- Конструкция станка не должна предусматривать сварных соединений, которые слабо переносят знакопеременные нагрузки;

- Толщина профиля не более 1 мм для меди, 0,7 мм для алюминия и 0,6 мм для оцинковки;
- Стоит минимизировать число комплектующих, которые нужно будет заказать на стороне, больше ориентируясь на помощь фрезеровщиков и токарей;
- Не рекомендуется применять для сборки детали из специальных сталей (нержавейки).
Фальцезакаточные машинки
Вторым по значимости видом оборудования, необходимым для создания фальцевой кровли, являются фальцезакаточные машинки. Они подразделяются на несколько категорий.
Ручные приспособления
Ручные фальцезакаточные машинки нередко называют рамками или хапами. Они формируют двойной стоячий фальц в два действия. Работа, конечно же, трудоёмкая, но у ручного механизма есть одно неоспоримое превосходство — его можно использовать на кровлях большой покатости и в труднодоступных местах, где автоматизированное устройство не пройдёт. Поэтому у серьёзной бригады кровельщиков помимо современной оснастки обязательно имеется в наличии фальцезакаточный ручник.

Ручной фальцеказаточный механизм позволяет получить качественный шов в труднодоступных местах крыши, где использование электрических устройств невозможно
Видео: ручной инструмент для закрытия двойного стоячего фальца
Фальцезакаточные полуавтоматы
Полуавтоматические фальцезакаточные машинки устанавливают в начале будущего шва и тянут с помощью троса, оставляя за собой двойное фальцевое соединение. Использование полуавтоматов обеспечивает высокую скорость монтажа по сравнению с ручным методом, а также бережное отношение к защитному полимерному слою металла. Полуавтоматические фальцезакатки эффективнее всего применять при укладке длинных картин.

Полуавтоматические закаточные устройства эффективнее всего применять при создании двойного фальцевого шва на длинных панелях
Видео: работа полуавтоматического фальцезакаточного устройства
Автоматические фальцезакаточные устройства
Электрические конструкции для закатывания фальцевого шва основаны на современных технологиях, которые сводят к минимуму человеческий фактор при создании фальцевых швов и повышают многократно производительность труда. Механизм использования очень простой — приспособление устанавливают в должном месте и включают. Машинка, двигаясь в заданном направлении, сама соединяет заготовки двойным фальцем. Результат их применения — прочная и идеально ровная фальцевая кровля в рекордно сжатые сроки.

Электрические фальцезакаточные машинки практически без участия человека соединяют кровельные панели двойным стоячим фальцем, создавая качественный шов за один проход
Видео: фальцезакаточная машинка Wuko





К сожалению, на отечественном рынке выбор автоматических фальцезакаточных электромашинок ограничен. Продукция знаменитой немецкой компании Schlebach представлена всего лишь тремя моделями:
- Flitzer.
- Piccolo.
- FK1.
Первая стоит 337 тыс. руб., а остальные — около полумиллиона. Ненамного дешевле фальцезакаточные механизмы австрийской марки Wuko — единственную серию Wuko 1006 можно приобрести за 210 тыс. руб. Естественно, что такое совершенное техническое оснащение можно встретить лишь у настоящих профессионалов.
Надёжность, долголетие, качество и неоспоримая привлекательность фальцевой кровли — союз передовых технологий и мастерства укладки, в основе которого лежат знания, опыт, инструменты и оборудование, необходимые для выполнения подобных работ. Оттого вполне оправдана их высокая стоимость, которая с лихвой окупается при дальнейшей эксплуатации фальцевой кровли отсутствием необходимости в особом уходе и ремонте.
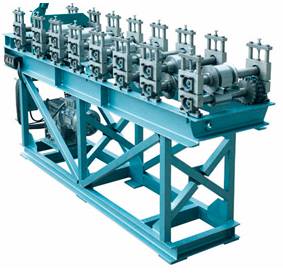
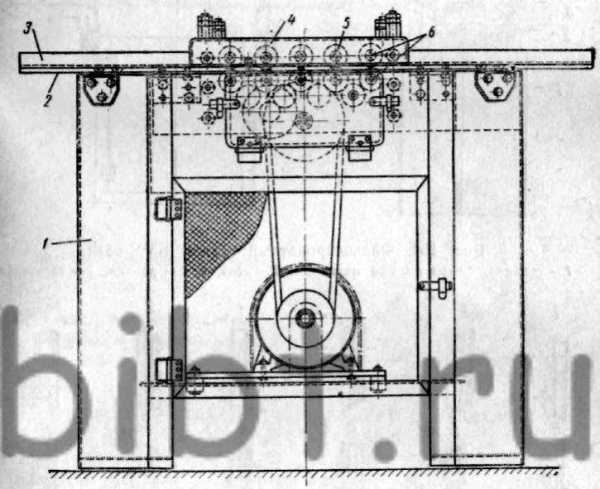
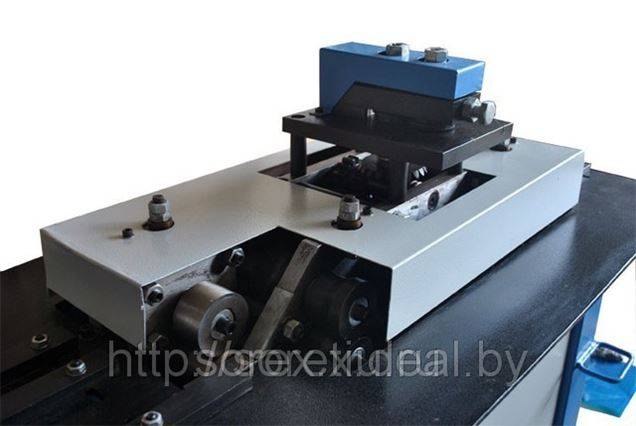
Конструкция фальцепрокатного механизма
Фальцепрокатный станок представляет собой механизм, который предназначен для профильной обработки края листового или рулонного металла для дальнейшего создания фальцевых соединений. Проще говоря, устройство выгибает одну из кромок стали под определённую конфигурацию для произведения их соединения. Использование данного оборудования способствует получению заготовок, надежность и качество которых намного превышает качество аналогов, которые получаются посредством ручной обработки.
Сам фальцепрокатный кровельный станок состоит из формирующего устройства, станины и электропривода. Станина – это сварная металлоконструкция, на которой размещаются шесть пар валов, что выполняют роль формирующего устройства. Служит формирующее устройство для протягивания металлической полосы вдоль станка и формирования ребер жесткости и составляющих элементов двойного фальца на её краях для двойного замкового соединения. При изменении ширины металлических полос можно перенастроить устройство на новый размер.
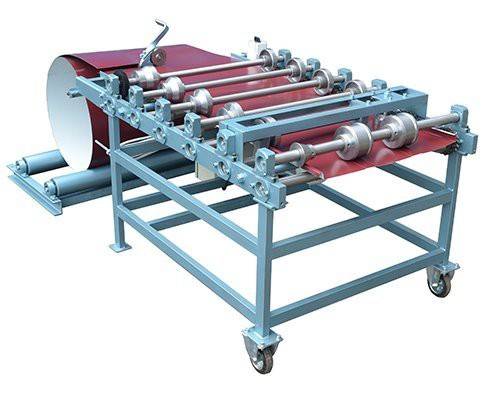
Электрический привод состоит из электрического двигателя, цепной передачи и червячного редуктора. На фальцепрокатный станок дополнительно можно установить роликовое размоточное устройство, что предназначено для монтажа, разматывания и подачи рулонного металла, который имеет вес до 1 тонны. Помимо этого, станок можно оснастить обжимными устройствами для соединения листов в единое кровельное полотно, которые спрофилированы на станке.
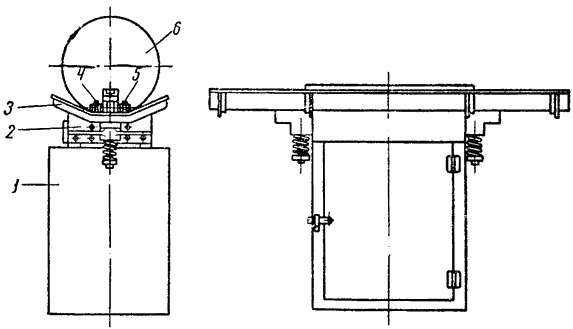
Подвижное устройство станка состоит из 2 подвижных штоков, что жестко между собой соединены прижимающим угольником. Горизонтальная полка данного угольника выполняется в виде клина, под которым размещается продольная планка для обжима в продольном углублении угольника кромки кровельного листа. Направляющими для штоков выступают скобы и проходы в торцах горизонтальной полки. Подвижное устройство фальцепрокатного станка удерживается посредством пружин в верхнем положении, при котором можно вставлять в станок лист и удалять его после процесса отгиба кромки.
Профилирующее устройство располагается на стальной трубчатой раме. Ролики изготовлены из высококачественной специальной стали со специальной финишной отделкой, которая гарантирует эффективность защиты от влияния коррозии. Предлагаются две разновидности обжимных устройств – автоматические и ручные. Фальцепрокатный станок укомплектован четырьмя колесами рояльного вида, два из которых имеют тормоза для значительного облегчения транспортировки.
Предварительные расчеты
Конечно же, речь идет о самостоятельной сборке более простого и менее дорогостоящего агрегата, чем прокатный станок с ЧПУ. В кустарных условиях, для индивидуального жилищного строительства отлично подойдет небольшой ручной гибочный механизм. Перед началом сборки следует определиться с рядом параметров:

- геометрические размеры рабочей поверхности в целом и отдельных ее частей — это ограничит максимальный захват длины листа и глубины кромки;
- расходные материалы, из которых будет изготовлен станок — станина, гибочная балка, опрессовочная рама;
- толщина обрабатываемого листового материала.
Ручной станок состоит из подвижной рамы (траверсы) с уголком и статичной опоры, на которой расположен гибочный рычаг. Станина сконструирована таким образом, чтобы при плотном прижиме листа к ней кромка, зажатая в фиксаторе, принимала необходимую форму изгиба. Для ручной обработки максимальная толщина металлического листа обычно не превышает 0,8 мм. Прикладываемое с помощью станка усилие не позволяет создавать ровные фальцы при использовании более толстых листов.
Простейший ручной листогиб собирается на монолитной базе — это может быть стол, металлические подмости или любое другое основание. Для мобильности оборудования актуально собирать передвижную базу — это может быть любое устойчивое основание из профильной трубы или деревянного бруса.





