Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
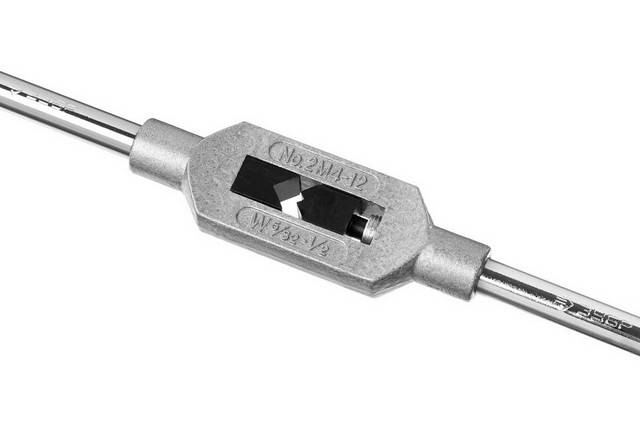
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
 Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Инструкция по нарезанию резьбы с использованием плашки
Плашка (лерка) представляет собой металлический диск с расположенным в центре круглым лепестковым отверстием. Лепестки имеют режущие кромки, нарезающие резьбу определенного размера и формы. Плашки изготовлены из металла, твердость которого больше, чем у материала трубы. Это быстрорежущая или легированная сталь.
Плашки бывают цельными и разъемными. Цельные плашки являются более точным инструментом, но быстрее изнашиваются.
 Порядок работы следующий:
Порядок работы следующий:
- Подготовка трубы. очистка от грязи, обезжиривание поверхности.
- Закрепление в тисках. При работе по месту расположения трубы используют газовый ключ.
- Снятие торцовой фаски. Срез трубы должен быть выполнен под прямым углом к ее оси. Фаску снимают шлифовальным кругом или напильником.
- Место нарезания смазывают техническим маслом.
- В держатель вставляют плашку, винты затягивают, обеспечивая ее фиксирование.
- Плашку приближают к торцу трубы перпендикулярно к оси, не перекашивая. Плавно нажимая, вращают плашку по часовой стрелке. Первые бороздки помогут закрепиться инструменту, далее процесс пойдет легче.
- Работу выполняют не спеша, с равномерным усилием. Большая скорость не ускорит процесс, но может ухудшить качество. Правильные параметры получают за счет прохождения режущих кромок по всей длине плашки.
- Не допускают отсутствия на поверхности нарезки смазки, при необходимости опрыскивают маслом из распылителя.
- После получения резьбовой линии нужной длины плашку, проворачивая, снимают, поверхность очищают от стружки с помощью ветоши, щетки или кисточки с мягким ворсом.
Работу можно выполнять в два этапа. Сначала используют черновую плашку, затем осуществляют доводку чистовой. Принцип работы соответствует указанному выше.
Необходимые инструменты
Для выполнения работы потребуется резьбонарезные инструменты:
- Плашка или лерка – устройство в виде гайки из закаленного металла, имеет заостренные режущие грани (резцы). По форме они бывают круглые, квадратные, шестигранные. Виды плашек: цельные, раздвижные, разрезные. Для отвода стружки устроены отверстия.
- Клупп – инструмент на основе раздвижной плашки. Корпус, состоящий из двух частей, позволяет регулировать диаметр нарезки. Для удобства работы устроена рукоятка. Некоторые модели дополнены трещоткой, позволяющей выполнять вращательные движения одной рукой. Профессиональный инструмент снабжен электроприводом.
- Метчик – винт из закаленной стали, имеющий режущие кромки. Состоит из рабочей части и хвостовика. В набор входят устройства для черновых и чистовых работ.
Дополнительно подготавливают вспомогательные приспособления:
- рулетка и карандаш – для замеров и отметок;
- штангенциркуль – определяет диаметр труб и приспособлений.
Подготовка к работе
Участок, на котором придется работать резьбонарезным устройством для водопроводных труб, очищают от ржавчины, грязи, остатков краски. Используется наждачная бумага. Поверхность должна очиститься до металлического блеска. На торцевой поверхности снимается фаска. Необходимо подготовить смазку для обработки трубы и режущего инструмента. Для очистки стружки потребуется ветошь.
Подбор сверла
Электрическая дрель необходима для выполнения работы по нарезанию внутренней резьбы.
Перед тем как нарезать резьбу метчиком, необходимо сначала просверлить под нее отверстие. Совершенно ясно, что диаметр отверстия должен быть меньше размера метчика, но вот насколько? Существует универсальный способ вычисления этой разницы. Любая резьба характеризуется двумя параметрами:
- диаметр, указывается на инструментах с прописной буквой М впереди, например, М6;
- шаг витков прописан в виде цифры после первого параметра, например, М6х1.
Взглянув на маркировку метчика, легко подобрать сверло для работы. Надо от значения диаметра отнять шаг резьбы, в приведенном примере М6х1 понадобится отверстие размером 6 — 1 = 5 мм. Сверло следует брать обычное цилиндрическое, для обработки металла такие изготавливаются из быстрорежущей стали Р6М5. С целью облегчить подбор размеров в Таблице 1 представлены рекомендуемые диаметры для отверстий самых «ходовых» резьб метрического профиля.
Таблица 1
| Маркировка | М3 | М4 | М5 | М6 | М8 | М10 |
| D отверстия, мм | 2,5 | 3,3 | 4,2 | 5 | 6,75 | 8,5 |
Поскольку речь идет о ручной обработке металла, то при подборе сверл следует учесть одну особенность. При работе с электрической дрелью, как бы вы ни старались удерживать ее ровно и неподвижно, отверстие будет разбиваться и его размер окажется несколько больше, чем нужно. В результате после прохода метчиком, витки резьбы будут иметь срезанный профиль. При закручивании туда болта появится люфт, а при высоком моменте затяжки витки могут попросту деформироваться. Величина разбивки отверстия зависит от двух факторов:

Зенковки нужны для снятия фасок при нарезании внутренней резьбы.
- Диаметра, чем он больше, тем сильнее разворачивается отверстие. Например, при D = 5 мм происходит увеличение на 0,08 мм, а при D = 10 мм — уже 0,12 мм.
- Условий работы. Слесарь может находиться в неудобном положении или на высоте, это вызовет повышенную разбивку отверстия, что потом скажется на качестве соединения.
Проблема решается следующим образом: чтобы внутренняя резьба получилась полнопрофильной, надо изначально взять сверло, диаметр которого на 0,1 мм меньше требуемого. Возможно, что в некоторых случаях вращение метчика будет затруднено, но обычно никаких сложностей не возникает.
Подготовка инструментария
Для выполнения работы по нарезанию внутренней резьбы понадобится:
- средства разметки (рулетка, линейка, карандаш);
- дрель электрическая с набором сверл;
- зенковка для снятия фасок;
- набор метчиков с ручным воротком;
- молоток;
- керн.
Сверла следует заправить (заточить) в соответствии с твердостью обрабатываемого материала. Чем он тверже, тем больше нужно выдержать угол заточки. Во время просверливания и нарезания рабочие части сверл и метчиков нужно обязательно смазывать. Выбор типа смазки зависит от вязкости стали. Для стали обычной и углеродистой подойдет старое сало или солидол, для нержавейки — машинное масло.








Подготовка к выполнению операции вручную

Считается, что история первых винтовых соединений началась задолго до рождения Христа. Первопроходцем является древний философ, математик и механик Архит Тарентский, живший в 3 веке до нашей эры. Его последователем стал знаменитый на весь мир Архимед, воспользовавшись данным учением и применивший науку на практике для перемещения жидкостей и сыпучих веществ. Однако теоретические учения не вошли в учебники или были забыты (точно неизвестно), и технологический пик пришелся на 19 столетие нашей эры. Английский ученый или изобретатель Генри Модсли впервые представил научному сообществу аппарат в виде токарно-винторезного станка, с помощью которого и производилась точечная нарезка. По итогу дата создания оборудования приравнивается к промышленной революции, так как до этого времени ничего подобного не было придумано и именно с этого момента происходит прорыв во всех отраслях народного хозяйства во всем мире. К этому процессу приложили «руки» ученые, занимающиеся проблемами металлургии, машиностроения, материаловедения, станкостроения и других немаловажных для жизни прикладных наук.
А теперь рассмотрим подготовительные работы по нарезке трубной резьбы вручную.
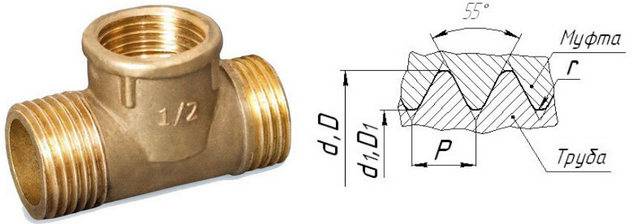
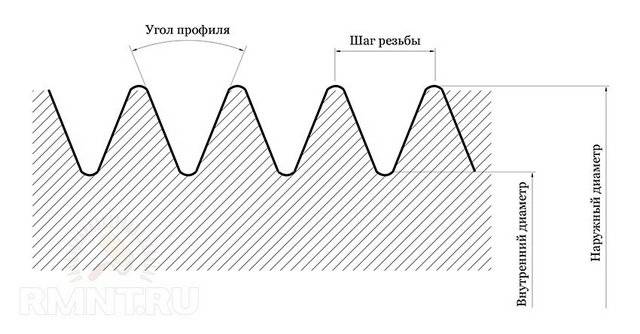
Сначала давайте разберемся, что под этим подразумевается и каковы ее параметры. Это прорезанные канавки с равномерным шагом между витками и с одинаковым геометрическим профилем на материале конической или цилиндрической формы. Используются для соединения различных деталей, узлов повсеместно от строительства дома и проведения водоснабжения до машино- и судостроения.
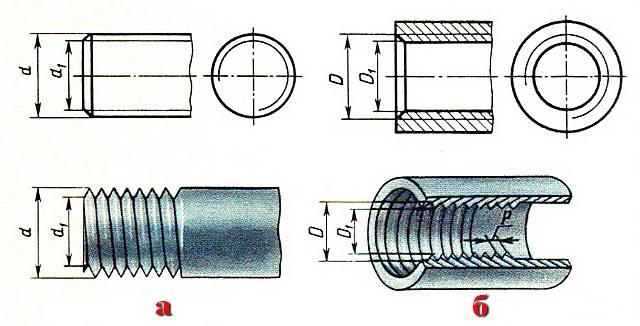
Мы предоставляем вам схематическое изображение, чтобы освежить в памяти знания.
а – обозначает внешнюю резьбу. Чаще гражданам приходится самостоятельно нарезать такой вид для соединения сантехнических устройств.
б – внутренняя обработка.
На картинке в обоих вариантах диаметр обозначается английскими буквами d, d1 и, соответственно, D, D1.
Вы ошибаетесь, считая, что резьбовую операцию невозможно произвести в домашних условиях без применения специальной техники. Все можно изготовить самостоятельно без чрезмерных финансовых вложений с помощью подручных инструментов.
Для этого перед началом работы стоит обратить внимание на следующие моменты:
- Загрязненность заготовки. Если на поверхности существуют инородные включения, земля, ржавчина, окалина, маслянистые отложения, следы от нефтепродуктов и т.д., то абсолютно понятно, что эти проблемы необходимо устранить очищением. В противном случае посторонние включения вполне вероятно ухудшат качество сделанных витков.
- От производителей мы зачастую получаем деталь с фаской на конце, то есть с подворотом. Этот дефект необходимо устранить при помощи болгарки, а лучше всего напильником. Так вы получите высококачественный образец.
- Если вы хотите получить изделие должного уровня, то придется нанести смазочный материал.
Мы рекомендуем вам прислушаться к нашим советам, в противном случае рабочая часть способна сильно износится, а само мероприятие затянется на неопределенное время и вполне вероятно, что невыполнение условий способно привести к деформации детали и в конечном счете к ее поломке.
Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.








Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.

Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие
Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.

Схема нарезки резьбы метчиком
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.






Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Самостоятельное нарезание резьбы
Как нарезать трубную резьбу своими силами?
Самостоятельное нарезание резьбы начинается рядом подготовительных мер:
- Отрезание куска трубы по размеру. При замене поврежденного участка трубопровода первым делом данный участок нужно аккуратно вырезать в строго перпендикулярном к стенке направлении. Если это условие не будет соблюдено.
- Чистка участка под резьбу. С того места, где будет нарезаться трубная резьба, нужно полностью снять всю краску и коррозию: если это не сделать, работа может быть явно затруднена.
- Снятие фаски. Чтобы работа шла легче, с концов трубы нужно убрать фаску.
Соединение полипропиленовых труб: способы и особенности

Статьи
Высококачественная стыковка труб из полипропилена достигается благодаря учету толщины их стенок.
Даже соединение полипропиленовых труб с металлическими будет надежным и долговечным при таком подходе.
Монтаж с резьбовым соединением металлических и полипропиленовых труб
Тонкостенные трубы соединяют резьбой:
- трубы PN 10 для холодной воды (+20°) или теплых полов (+45°);
- трубы PN 16 используют для подачи холодной воды при повышенном давлении или в трубопроводах отопления с пониженным давлением.
Принцип резьбового соединения
Сварка – наиболее качественный вариант для:
Сварочное соединение в разрезе
Популярность полипропиленовых труб в простоте их любых соединений, доступных людям даже без специальной подготовки. Поэтому вопрос, как соединить полипропиленовые трубы, решается чаще всего самостоятельно.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).









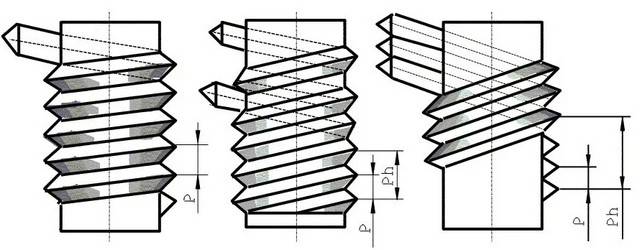
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
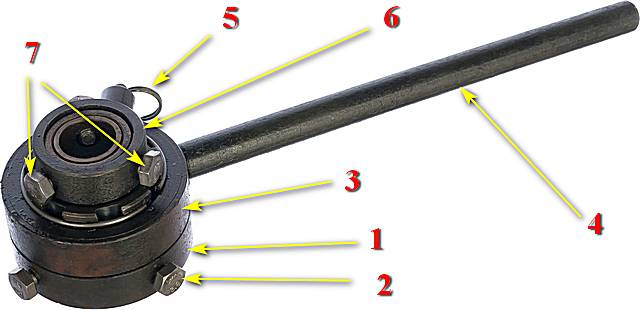
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.








Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Стандарты резьб
Рассмотрим несколько вариантов. Стоит учесть, что некоторые вообще перестали применяться при изготовлении
Поэтому мы акцентируем ваше внимание на конкретных видах, востребованных во всем мире
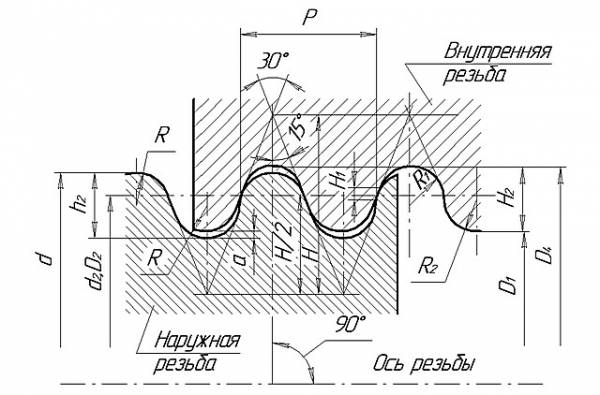
G — Цилиндрическая (дюймовая) трубная резьба
В Русской системе стандартизации обозначается ГОСТ 6357-81, на мировой арене – BSPP. Именно такие изделия в большинстве случаев применяются в работе с газовыми или водопроводными трубами и продаются в любой торговой точке. Как правило, бронзовая, стальная, или латунная сантехническая арматура оснащается данным стандартом. Что касаемо самостоятельной нарезки, то вам придется пользоваться английской аббревиатурой.

Плюсы заключаются в следующем:
G – международный знак резьбы, понятный всем.
Исчисление диаметров производится в дюймовой системе от 1/16 до 6.
Угол профиля составляет 55 градуса, а вверх несколько закруглен.
Шаг имеет всего четыре позиции, которые мы и представляем вам в таблице.
| Шаг в мм, P | Количество витков |
| 0,907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
Расшифровка очень простая и по ней можно понять, какой параметр что обозначает. Итак:
Первая G говорит о виде стандарта.
d или D – диаметры условного прохода в дюймах.
А, В, С – класс точности исполнения от максимального до понижающего.
LH говорит, что изделие с левой резьбой.

Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
| Размер условного прохода резьбы G | Шаг в миллиметрах | Диаметры (мм) |
| Ряд 1 Ряд 2 | d=D d2=D2 d1=D1 | |
| 1/8 | 0,907 | 9,728 9,147 8,566 |
| 1/4 | 1,337 | 13,154 12,301 11,445 |
| 3/8 | 16,662 15,806 14,95 | |
| 1/2 | 1,814 | 20,955 19,793 18,631 |
| 5/8 | 22,911 21,749 20,587 | |
| 3/4 | 26,441 25,279 24,117 | |
| 7/8 | 30,201 29,039 27,877 | |
| 1 | 2,309 | 33,249 31,77 30,291 |
| 1/8 | 37,897 36,418 34,939 | |
| 1-1/4 | 41,91 40,431 38,952 | |
| 3/8 | 44,323 42,844 41,365 | |
| 1-1/2 | 47,803 46,324 44,845 | |
| 3/4 | 53,746 52,267 50,788 | |
| 2 | 59,614 58,135 56,656 |
R — стандарт трубной конической резьбы
BSPT является аббревиатурой международного значения и подчиняется отечественному нормативу по ГОСТу за номером 6211-81.

По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
Согласно государственному стандарту данный процесс должен отвечать таким требованиям:
- Угол профиля составляет 55 градуса.
- Создание шага соответствует определенному размеру трубы.
- Максимально возможный диаметр используемого изделия – 6 дюймов. Более широкие образцы не подлежат винтообразному соединению, в таких случаях применяется сварка или фланцы.
Соединительная арматура данного стандарта используется в местах с повышенным давлением и температурой для максимальной герметизации системы. Поэтому необходимо в точности соблюдать установленный страной норматив по соотношению параметров.
Прочие стандарты

Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
- Метрическая нарезка, которая не подходит для монтажа труб. По названию понятно, что на схемах и чертежах единицей измерения является производная от метра, то есть миллиметр.
- Буквы Кр на изделии говорят о том, что это сантехнический товар со своеобразным профилем и плавной круглой резьбой.
- NPSM, NPT, NPTF являются обозначением американской системы стандартизации. Продукция имеет форму равнобедренного треугольника и отличается от своих аналогов углом профиля, который соответствует 60, а не 55 градуса.

Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
| Обозначение условного прохода | Число витков на 1 дюйме | d=D | d2=D2 | d1=D1 |
| 1|8 | 27 | 10,272 | 9,510 | 8,766 |
| 1|4 | 18 | 13,572 | 12,443 | 11,314 |
| 3|8 | 17,055 | 15,926 | 14,797 | |
| 1|2 | 14 | 21,223 | 19,772 | 18,321 |
| 3|4 | 26,568 | 25,117 | 23,666 | |
| 1 | 11 1|2 | 33,228 | 31,461 | 29,694 |
| 1 1|4 | 41,985 | 40,218 | 38,451 | |
| 1 1|2 | 48,054 | 46,287 | 44,52 | |
| 2 | 60,092 | 58,325 | 56,558 |