Пошаговая инструкция к нарезанию резьбы при помощи плашки
Плашка для нарезания резьбы на трубах выглядит как гайка из закаленной стали, внутри которой расположено отверстие в виде цветка, грани ближайшие к центру покрыты острыми режущими поверхностями, а «лепестки» позволяют стружке спокойно отводится, не мешая работе.

Работа с инструментом не вызывает сложностей:
- Крепко установите трубу вертикально. Она тоже должна быть подготовлена — отчищена от краски, фаски и др. Ручка-трещетка для нарезки трубной резьбы держит лерку подходящего размера, а на трубу намазываете смазку.
- Плашку размещаете строго перпендикулярно по отношению к трубе. Если будет отклонение хотя-бы на 5-10 градусов, то труба уже будет испорчена.
- Начните двигать ручку держателя по часовой стрелке.
- Когда необходимое пространство покроется резьбой, поднимите резак вверх и вновь пройдитесь вниз по уже нарезанному, чтобы выемки были более четкие.

Данное видео — демонстрация правильного использования плашки. Наглядные действия следуют после подготовительных этапов, перечисленных выше:
Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Пример производства конической трубной резьбы на технологическом переходнике. Подобные приёмы используются в сантехнике нередко. По эксплуатационным показателям коническая резьба выделяется в лучшую сторону относительно иных видов
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Метрическая резьба и полный технический расклад по стандартным параметрам. Для метрической резьбы применяется единица измерения – миллиметр, тогда как трубная обычно измеряется в дюймах
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.

Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.

Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.










Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.

Процедура нарезки резьбы внутри трубы
Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Резьба – один из основных типов скрепления металлических труб, который можно воспроизвести самостоятельно. Так, далее рассмотрим, какой инструмент для нарезки резьбы на трубах стоит приобрести, и как им пользоваться. Но перед этим стоит определиться с базовыми понятиями, без которых выполнение работ будет невозможным.
Подготовка к выполнению операции вручную
Считается, что история первых винтовых соединений началась задолго до рождения Христа. Первопроходцем является древний философ, математик и механик Архит Тарентский, живший в 3 веке до нашей эры. Его последователем стал знаменитый на весь мир Архимед, воспользовавшись данным учением и применивший науку на практике для перемещения жидкостей и сыпучих веществ. Однако теоретические учения не вошли в учебники или были забыты (точно неизвестно), и технологический пик пришелся на 19 столетие нашей эры. Английский ученый или изобретатель Генри Модсли впервые представил научному сообществу аппарат в виде токарно-винторезного станка, с помощью которого и производилась точечная нарезка. По итогу дата создания оборудования приравнивается к промышленной революции, так как до этого времени ничего подобного не было придумано и именно с этого момента происходит прорыв во всех отраслях народного хозяйства во всем мире. К этому процессу приложили «руки» ученые, занимающиеся проблемами металлургии, машиностроения, материаловедения, станкостроения и других немаловажных для жизни прикладных наук.
А теперь рассмотрим подготовительные работы по нарезке трубной резьбы вручную.
Сначала давайте разберемся, что под этим подразумевается и каковы ее параметры. Это прорезанные канавки с равномерным шагом между витками и с одинаковым геометрическим профилем на материале конической или цилиндрической формы. Используются для соединения различных деталей, узлов повсеместно от строительства дома и проведения водоснабжения до машино- и судостроения.
Мы предоставляем вам схематическое изображение, чтобы освежить в памяти знания.
а – обозначает внешнюю резьбу. Чаще гражданам приходится самостоятельно нарезать такой вид для соединения сантехнических устройств.
б – внутренняя обработка.
На картинке в обоих вариантах диаметр обозначается английскими буквами d, d1 и, соответственно, D, D1.
Вы ошибаетесь, считая, что резьбовую операцию невозможно произвести в домашних условиях без применения специальной техники. Все можно изготовить самостоятельно без чрезмерных финансовых вложений с помощью подручных инструментов.
Для этого перед началом работы стоит обратить внимание на следующие моменты:
- Загрязненность заготовки. Если на поверхности существуют инородные включения, земля, ржавчина, окалина, маслянистые отложения, следы от нефтепродуктов и т.д., то абсолютно понятно, что эти проблемы необходимо устранить очищением. В противном случае посторонние включения вполне вероятно ухудшат качество сделанных витков.
- От производителей мы зачастую получаем деталь с фаской на конце, то есть с подворотом. Этот дефект необходимо устранить при помощи болгарки, а лучше всего напильником. Так вы получите высококачественный образец.
- Если вы хотите получить изделие должного уровня, то придется нанести смазочный материал.
Мы рекомендуем вам прислушаться к нашим советам, в противном случае рабочая часть способна сильно износится, а само мероприятие затянется на неопределенное время и вполне вероятно, что невыполнение условий способно привести к деформации детали и в конечном счете к ее поломке.










Как нарезать резьбу
Внутренняя
Предположим, в нашем распоряжении имеется просверленная металлическая заготовка под металлическую муфту ДУ 32 мм (1 1/4 дюйма). Нам нужно перевоплотить ее в готовую муфту.
Как выполнить эту работу?
- Зажимаем заготовку в особую струбцину с ромбовидным просветом между губками.
- Вставляем черновой трубный метчик 1 1:4 дюйма в вороток.
- Смазываем внутреннюю поверхность заготовки. Смазка уменьшит сопротивление при нарезке и уменьшит возможность появления задиров. Какую смазку применять — все равно: для наших целей в равной степени подойдут масло для швейных машинок, автол, солидол а также соляра.
- Позиционируем метчик строго по оси будущей муфты, прижимаем его к ней с все возможным упрочнением и проворачиваем, не нарушая позиционирования и не ослабляя нажима. Нарезка без прижима метчика к подробности вероятна только через 2-3 полных оборота; в случае если ослабить упрочнение раньше, первая нитка будет сорвана.
- Пройдя муфту черновым метчиком, снимаем вороток и вынимаем его иначе. Повторяем операцию со чистовым метчиками и средним.
Что делать в том случае, если в вашем распоряжении имеется только простые тиски:
- В них зажимается хвостовик метчика.
- Заготовка зажимается газовым (трубным) ключом и насаживается на его заход.
- Предстоящие операции аналогичны обрисованным выше.
Наружная
Тут инструкция по нарезке резьбы включает в себя подготовку захода для плашки. Чтобы нарезка не потребовала чрезмерно громадного упрочнения прижима, с наружной стороны трубы должна быть снята фаска под углом около 30 градусов к ее оси.
Рассмотрим, как возможно подготовить заход, так сообщить, в полевых условиях:
Обточив край трубы болгаркой с кругом по металлу.
- Сделав ту же работу ручным напильником.
- Наконец, в отсутствие инструмента край трубы при маленьком навыке возможно газовым ключом. Основная тонкость данной операции — не перестараться и не придать трубе овальность.
Что делать дальше:
- Наружная поверхность края трубы опять-таки смазывается.
- Плашка прижимается к торцу строго перпендикулярно продольной оси трубы. Упрочнение прижима сохраняется, пока не сделано 2-3 полных оборота.
- Дальше — несложная механическая работа: плашка гонится по трубе до получения резьбы нужной длины. Быстро возросшее сопротивление свидетельствует задир стружки; в этом случае плашка сгоняется на один оборот назад, стружка убирается, а поверхность повторно смазывается.
При нарезке наружной резьбы конкретно на стояке либо подводке имеется одна тонкость. Труба, на которой режется резьба, в обязательном порядке удерживается газовым ключом так, дабы упрочнение на нем компенсировало появляющийся при нарезке вращающий момент.
Дело в том, что оторвать подводку от стояка либо стояк от соседской батареи намного легче, чем может показаться: рычаг разрешает развить очень большое упрочнение. Помимо этого, состояние самих труб в ветхом жилищном фонде довольно часто не радует.
Необходимые инструменты
Для выполнения работы потребуется резьбонарезные инструменты:
- Плашка или лерка – устройство в виде гайки из закаленного металла, имеет заостренные режущие грани (резцы). По форме они бывают круглые, квадратные, шестигранные. Виды плашек: цельные, раздвижные, разрезные. Для отвода стружки устроены отверстия.
- Клупп – инструмент на основе раздвижной плашки. Корпус, состоящий из двух частей, позволяет регулировать диаметр нарезки. Для удобства работы устроена рукоятка. Некоторые модели дополнены трещоткой, позволяющей выполнять вращательные движения одной рукой. Профессиональный инструмент снабжен электроприводом.
- Метчик – винт из закаленной стали, имеющий режущие кромки. Состоит из рабочей части и хвостовика. В набор входят устройства для черновых и чистовых работ.
Дополнительно подготавливают вспомогательные приспособления:
- рулетка и карандаш – для замеров и отметок;
- штангенциркуль – определяет диаметр труб и приспособлений.
Подготовка к работе
Участок, на котором придется работать резьбонарезным устройством для водопроводных труб, очищают от ржавчины, грязи, остатков краски. Используется наждачная бумага. Поверхность должна очиститься до металлического блеска. На торцевой поверхности снимается фаска. Необходимо подготовить смазку для обработки трубы и режущего инструмента. Для очистки стружки потребуется ветошь.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
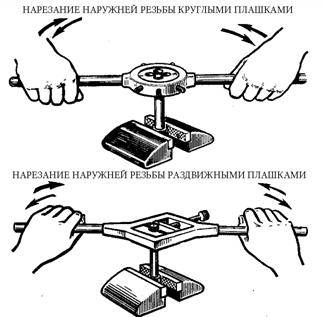
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
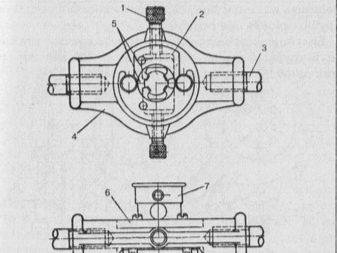
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.










Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Нарезка внутренней трубной резьбы
 Набор метчиков для внутренней резьбы
Набор метчиков для внутренней резьбы
Внутреннюю резьбу имеют переходники, отводы, муфты, их накручивают на трубу, не уменьшая ее внутреннего прохода. Но если вы задумаете изготовить самостоятельно соединительные элементы для труб, вам понадобится такое умение.
В данном случае для нарезки используют метчики (на фото). Это металлический стержень, имеющий режущую часть. Кромки выполнены отдельными сегментами, разделенными продольными проточками для отведения стружки. Метчик имеет хвостовую часть квадратного сечения, на которую надевается вороток и осуществляется вращение. В комплекте находится по два метчика, один выполняет черновую, второй чистовую нарезку.
Станок для нарезки углублений

Комплектация возможна в разных модификациях, все зависит от завода-производителя. Однако суть у всех станков одинакова – с их помощью нарезается резьба в промышленных масштабах. К преимуществам необходимо отнести:
Существует функция программирования параметров диаметра и шага с автоматическим включением реверса.
Есть режим стружкоудаления.
В комплект входит набор патронов.
Настройка скорости вращающего механизма.
Большая экономия времени на производимый процесс.
Полное использование возможностей станка.
Повышенная износостойкость.
Сжатие материала накатным роликом обеспечивает чистоту поверхности.
Увеличение прочности на 10-30 процентов по сравнению с механической обработкой.










Инструменты
Для осуществления работ нужно приготовить все необходимые инструменты и приспособления для нарезки. В каждом конкретном случае трубный резьбовой набор будет различаться по составу, но для ручного использования он состоит из плашек, клуппа и держателя с трещоткой. Состав набора также дополнительно комплектуется труборезом, газовым ключом, напильником, ножовкой, болгаркой, смазочными материалами и прочими инструментами. Для тех, кто не хочет работать по старинке классическим методом, существует альтернатива – электроинструмент.




Сама нарезка осуществляется с помощью плашек. Одни нарезаны только с одной стороны, другие – с обеих.
Для осуществления внутренней резьбы в состав комплекта также могут входить несколько метчиков с разными показателями глубины прорези. Одни предназначены для черновой обработки внутренней поверхности трубы, другие – для чистовой. Это оборудование представлено в виде винта со стружечными канавками. Крепится оно в воротках при помощи хвостовой части.


С помощью метчика производится внутренняя нарезка в несколько подходов. Их количество зависит от материала, с которым работают. Например, для осуществления резьбы в титановых сплавах предназначены специальные наборы из нескольких метчиков.
Плашка, прогонка или лерка используется для осуществления резьбы различных форм на трубах. Она представляет собой стальную гайку с режущей основой внутри, в которой находятся специальные отверстия – канавки для отходов. Плашки бывают трубчатые, шестигранные, круглые и квадратные. Модификация их корпуса бывает цельной, разрезной и раздвижной.

Раздвижные (призматические) модели еще называют полуплашками, они крепятся в клупп при помощи винтов и специальной прокладки – сухаря. Это необходимо для равномерного распределения давления на винт. С помощью плашек осуществляют нарезку цилиндрической, конической, круглой или метрической резьбы. Комплектующие детали плашки – специальные воротки и патроны, с помощью которых она крепится с корпусом рамки.


Клупп состоит из рамки, в которой закрепляются режущие элементы – плашки. Каждая оправка снабжена четырьмя стальными плашками. Клупп также оснащен специальной ручкой с трещоткой. В плашкодержатель можно вставить лишь одну плашку, в клупп – несколько. Режущий механизм прогонок способен осуществлять нарезку двух видов резьбы: 0,5 – 1 ¼, 1 ½ – 2 дюйма.


Ручной клупп, как правило, осуществляет нарезку труб небольшого диаметра. Они комплектуются специальной ручкой – держателем. Их также можно использовать с помощью подходящего трубного ключа. Он небольшого размера, прост и удобен в использовании.


Клупп с держателем и трещоткой – это модификация конструкции с зубчатым механизмом, предназначенным для осуществления резьбы диаметром более одного дюйма. Трещотка – незаменимый механизм. С помощью лево- и правосторонних трещоток удобно работать в труднодоступных местах, например, возле стен. При помощи рычага трещотки клупп быстро снимается с резьбы прокручиванием в обратную сторону, обеспечивая возвратно-поступательный способ нарезки резьбы.


Косым клупп называется потому, что в нем регулируется расстояние между раздвижными плашками. Это сообщает диаметр нарезки. Конструкции такого вида являются самыми простыми в использовании.


Клуппы Маевского более сложной конструкции, используются для осуществления трубной резьбы. Они содержат три комплекта сменных плашек, специализируются на диаметрах резьбы до 2 дюймов. Конструкции этого вида используются для резьбы на трубах с небольшим диаметром.

Нарезку на трубах большого диаметра осуществляют в промышленных масштабах. Например, чтобы нарезать бесшовную трубу диаметром 219 мм, необходим специальный автостанок. Обсадные трубы (колонны) нарезают только на специальных станках в особых условиях при соблюдении всех мер безопасности.
Инструменты для нарезания резьб на трубах
Как нарезать резьбу на трубе? Исключая технологии механизированного нарезания (например, на токарно-винторезных станках), для нарезки резьбы на трубах применяют два типа приспособлений: плашки (лерки) и клуппы.
Ручная плашка как инструмент для нарезки трубной резьбы представляет собой устройство, состоящий из двух частей – собственно рабочей, и корпуса (плашкодержателя), снабжённого двумя рукоятками, при помощи которых производится вращение плашки по наружному диаметру трубы. Удобен в применении набор резьбы на трубах вручную, который состоит из нескольких комплектов плашек наиболее употребительных диаметров. Объясняется это тем, что для качественного соединения следует применять черновую плашку, для первичного прохода, и чистовую, того же диаметра – с целью калибровки профиля. Можно, конечно, пользоваться и одной леркой, но её износ в этом случае будет намного выше, особенно, если трубопровод изготовлен из высокоуглеродистой стали.
В отличие от лерки, клупп для нарезки представляет собой более конструктивно сложный инструмент. Он имеет трещотку, которая фиксирует резьбонарезную часть в определённом положении, пока рукоятка проворачивается на следующий оборот. Поэтому резьба получается более качественной.










Кроме ручного резьбообразующего инструмента, в практике используется и механизированный инструмент для получения трубной резьбы. Наиболее компактный и удобный в быту станок для нарезки резьбы оснащается электрическим приводом. Однако в этом случае цена вопроса оказывается значительно более высокой, поэтому электрические резьбонарезатели оправдывают себя лишь тогда, когда предстоит оформлять резьбу на длинном участке трубы.
Подготовка к нарезке
Перед тем, как нарезать резьбу на трубе, поверхность металла следует очистить. Износ инструмента возрастает, если исходная поверхность изделия не очищена от поверхностной ржавчины и окалины, имеет остатки лакокрасочного покрытия и т.п. Поэтому перед началом работ детали следует тщательно очистить. Стойкая окалина удаляется с использованием органических растворителей, а короткие детали – переходники, сгоны и т.п. – можно очищать, окуная их в горячий (не менее 60 °С) раствор буры.

Зачистка трубы
После очистки изделие осматривается для выявления поверхностных неровностей (они часто бывают на трубах б/у), а также при искривлениях оси элемента. Малейший изгиб приводит, во-первых, к искажению нарезаемого профиля, а, во-вторых, провоцирует резкое снижение стойкости, когда на один из сегментов рабочей части инструмента всегда приходится увеличенное усилие резьбообразования.
Непосредственно перед работами нужный участок трубы смазывается. Подойдут смазки со средней вязкостью, например, масло «Индустриальное 40». Густую смазку (солидол) можно нанести и на рабочий профиль плашки.
Используемые инструменты
На сегодняшний день для внешней резьбы используются следующие виды клуппов:
- трубные (обычный вид);
- клуппы Маевского;
- трещотные.
Обычные клуппы применяют при создании витков своими руками. Также они используются при малых объемах выполняемых работ. При нарезании применяются раздвижные и нераздвижные плашки.
Трубные приспособления изготовляются в двух видах:
- для диаметров от 15 до 20 мм;
- для диаметров выше 25 мм.
Инструкция по нарезанию трубными клуппами следующая:
- Для начала нужно зажать трубу в тисках, или прижимах.
- Далее ее конец нужно очистить от ржавчины и прочих загрязнителей.
- Очищенный конец смазывается олифой.
- Далее на трубу надевают клупп и при помощи ударов киянкой садят его на место.
- Убедившись в правильности расположения можно начинать вращение для нарезания канавок до требуемого предела.
Также часто можно встретить при создании витков такое приспособление как клуппы Маевского. Плашки для него производятся в двух вариантах: №1 (15 и 20 мм) и №2 (25 и 32 мм). Для других диаметров лучше всего применять обычные, вышеуказанные клуппы.
Среди преимуществ клупп Маевского модно выделить небольшой вес, простоту конструкции, неприхотливость в уходе и возможность горячей замены плашки
Следует отметить важность точной их установки в соответствии с метками

Инструменты для нарезки резьбы
Трещотный вид данного инструмента применяется при диаметрах элементов в 15, 20 и 25 мм. Для максимально удобного использования в таких приспособлениях используется храповый механизм, который позволяет производить нарезку на элементах, которые расположены в труднодоступных местах. При диметре меньше 25 мм все производится за один проход. В иных случаях требуется двойное прохождение.