Инструменты, которые понадобятся
Для пайки полипропиленовых труб применяется специальное оборудование пайки. Можно приобрести это устройство в любом магазине стройматериалов, цена от 100 долларов. Самые простейшие аппараты имеют мощность нагревательной части примерно 800 Вт, этого хватает для монтажа коммуникаций в квартире либо установки в доме. Профессиональные паяющие устройства имеют регуляторы режима температуры с показателем до 1-5 градуса. На показатели пайки мощность никак не влияет, она определяет только время нагрева элемента до нужной температуры.
Обычный паяльник для полипропиленовых труб имеет в наличии насадки сечением 20, 25 и 32 миллиметра. Этот диаметр подойдет для обычных соединений, муфт. Насадки считаются элементом нагревательного элемента, и оборудованы гильзой, оплавляющей наружную часть трубы, и дорн для поверхностей соединяемых изделий внутри. Отлично, когда насадки имеют тефлоновое покрытие, оно сохраняет их от воздействия расплавленной пластмассы, облегчает выбор плавленой арматуры, повышает характеристики сварки. Паяльник – это главный инструмент, который нужен для укладки полипропиленовых изделий, но помимо него еще будут нужны:
- Карандаш – для разметки стен и изделий установки.
- Рулетка – для замеров нужных диаметров изделий.
- Торцеватель для армированных изнутри труб.
- Острый нож – для спиливания фаски с трубы во время пайки.
- Ножовка по металлу – с условием отсутствия особого ножа для пропиленовых труб.
- Шеймер армированных внешне моделей.
- Обычный уровень.
Большое внимание необходимо уделить резке во время прокладки. Наилучшим инструментом для этого будут специальные стальные ножницы хорошего качества
С их помощью трубы отрезаются ровно, под прямым углом. Это сэкономит время во время установки и сделает процедуру гораздо проще. Зачастую изготовители вводят эти ножницы в комплектацию аппарата для пайки труб, поэтому при выборе паяльника желательно присмотреться к содержимому устройства.
Правила работы с паяльником:
- Паяльник ставят на ровную поверхность. Особыми ключами крепят насадки необходимых размеров. Насадка, необходимая для пайки на стене, крепится с края.
- Отдельные элементы трубопровода складываются на установленном четко паяльнике. Во время сборки цепей, на стене монтаж удобно делать с помощником.
- Работы происходят лишь после полного нагрева паяльника. Для прогрева до 270 градусов ему нужно до 20 минут. Более конкретно данная цифра описана в инструкции к устройству.
- Паяльник не выключают из сети в течение всего процесса установки.
- Два соединяемых элемента нагревают одновременно.
- Остатки пластмассы с насадки убирают тут же по завершении пайки при помощи брезентовой ветоши. Убирать остывшие насадки нельзя.
Инструкция пайки
- Включается паяльное устройство на обогрев. Обычные механизмы имеют в наличие 2 индикатора – включения и терморегулятора устройства. Индикаторы не тухнут во время нагрева паяльника, спустя 20 минут потухает индикатор терморегулятора. Это говорит про то, что паяльник прогрелся и готов к эксплуатации.
- Паяльник использует больше энергии при первом включении, насадка зачастую оказывается прогретой сверх нужной температуры. Поэтому лучше всего дождаться второго включения и выключения индикатора регулятора температуры, а после начинать работу.
- Вымеряется кусок трубы нужного размера. Размер берется с запасом, с учетом глубины фитинга и насадки.
- Отмеренный участок изделия, отрезается ножовкой по металлу либо специальными ножницами.
- Выбирается необходимый по размеру фитинг – его внутренний размер в не остывшем виде обязан быть шире наружного сечения трубы.
- Вытирается от пыли раструб фитинга и наружная часть трубы, обезжиривается спиртом или мыльным раствором и просушивается.
- Элементы укладываются на насадки паяльного устройства. Труба устанавливается вовнутрь гильзы насадки, а фитинг надевается на дорн.
- Элементы на паяльнике удерживаются в течение необходимого времени.
- Элементы убираются с паяльника и объединяются между собой без поворотов по оси. Это происходит с небольшим нажимом. Труба устанавливается в фитинг на максимальную его глубину. Крепеж является прочным после полного застывания пластмассы.
- Если на краях раструба появился сплошной наплыв в форме валика на полной окружности, то этот обозначает, что соединение сделано правильно.
- При выдерживании периода охлаждения не нужно делать поворот трубы либо ее изгиб. Если крепеж имеет угол либо смещен, то его необходимо отрезать и сделать заново.
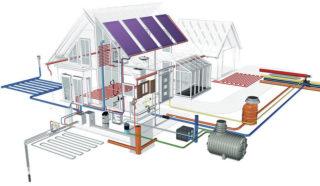
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
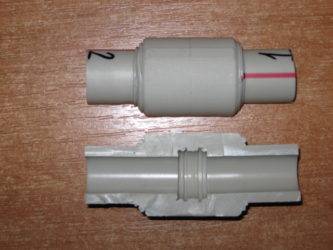
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.










Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Основные правила пайки полипропиленовых труб
Для получения качественных показателей таких, как герметичность сваренного узла, сохранение внутреннего диаметра в местах состыковки деталей, эстетичный вид и т. д., необходимо учитывать следующие правила.
Место соединения должно быть сухим и чистым от грязи
Часто, на практике, возникает ситуация когда нужно в имеющуюся пластиковую разводку впаять фитинг. Хотя трубопровод и оборудован общим краном, но из-за износа, до конца не может выполнить своего предназначения. В таких ситуациях поступления воды вместо соединения неизбежно. Для устранения утечки на время спаивания элементов можно предпринять следующие шаги:
Шаг 1. Перекрыть общую задвижку подачи воды, через смеситель спустить остаток воды в канализацию, отрезать трубопровод в месте состыковки с учетом глубины погружения, слить воду, осушить место и произвести сварку узлов. В этом случае, желательно, заменить неисправную запорную арматуру.
Шаг 2. Временно остановить истечение жидкости можно при помощи вымещения или осушения водяного столба из трубопровода, если подача воды при этом на какое-то время прекращается (достаточно и 30 сек.). Если утечку нельзя остановить, тогда внутренняя полость водопровода заделывается хлебной мякотью, а после сваривания ее удаляют через ближайший смеситель, но перед этим, с его сливной трубки откручивается фильтр. В качестве пробки не рекомендуется использовать туалетную бумагу, она плохо выходит из трубопровода.
Не перегревайте места соединения
Из-за чрезмерного перегрева уменьшается сечение трубопровода, и соответственно снижается интенсивность подачи воды или теплоносителя. Перегрев может возникнуть в результате не соблюдения температуры сваривания и времени выдержки деталей в насадке. В таблице 1 представлены данные по получению качественного шва для некоторых размеров труб.

Насадка паяльника должна быть надежно зафиксирована
Шатающийся биток в процессе работы с деталями повреждает нагревательную поверхность паяльника и способствует образованию несоосной состыковки.
После соединения элементов не вращайте и не перемещайте их более чем на 5 градусов
Для получения равномерной диффузии желательно после соединения не вращать и не выравнивать спаянные элементы в течение времени застывания шва.
Движение заготовки в битке должно быть прямолинейное
Другие движения могут способствовать снижению прочности шва. Место спая, конечно же, выдержит давление воды в центральной магистрали, которое обычно находится в пределах 2 – 3 бара, но при номинальном давлении (10, 20, 25 бар), возможно, будет пропускать жидкость.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
https://youtube.com/watch?v=fKf2kG7gHvw
Советы
Мало не совершать ошибок, нужно еще учитывать хитрости сварки, которые выработались у профессиональных монтажников с годами. Условно их можно разделить на «лайфхаки» по выбору материалов и инструментов, и полезные советы для работы.






![[инструкция] пайка полипропиленовых труб | видео](https://nikastroy.ru/wp-content/uploads/c/3/a/c3add12b89d6957b3215429624693fee.jpeg)


Как выбрать трубы:
- Взять за правило, что тонкостенные трубы можно использовать только для холодной воды и декоративных изделий. Для работы с горячей водой стоит выбирать лишь армированные толстостенные. Для вентиляции нужны трубы с маркировкой PHP.
- Изделия со стекловолокном в качестве армирующего слоя универсальны. Они подходят для новичков, которые только учатся пользоваться паяльником, и служат до 50 лет. Не стоит вестись на рассказы консультантов о лучшем качестве труб с алюминием.
- Внешний вид труб тоже может о многом сказать. Если изделие имеет равномерную окраску, ровный круглый срез и гладкие стенки внутри и снаружи – оно качественное. Если окраска идет пятнами, срез не круглый, а стенки шероховатые – изделие подведет в процессе эксплуатации.
- Трубу нужно понюхать. Характерный резкий запах пластика имеют только трубы из низкосортного сырья. Изделие из качественного пропилена почти не пахнет.
- Труба должна входить в фитинг туго и только в горячем состоянии. Если есть зазор между стенками хотя бы в миллиметр – это брак.
- Все комплектующие нужно закупать у одного производителя.
Хитростей сварки и монтажа намного больше. Они приходят с опытом, и у каждого мастера свои приемы. Но есть несколько универсальных советов.
Так, каждый мастер знает, что насадки паяльного аппарата обрабатываются специальным раствором на производстве. Он защищает инструмент от негативных воздействий окружающей среды до начала использования. Защитный слой испаряется при первом включении паяльника с насадками. При испарении появляется характерный запах и легкая копоть. Поэтому нужно первый раз запускать аппарат на улице и дать ему прогреться до полного испарения. Только потом приступать к пайке.
Второй секрет касается обработки труб и паяльника обезжиривающим средством. Лучше выбрать чистый спирт. Он быстро испаряется и не оставляет запаха внутри труб, в отличие от ацетона и растворителя.
Если температура окружающей среды близка к нулю, нужно замедлить остывание соединительного шва. Для этого используют салфетки из теплой ткани.
Протирать детали нужно салфеткой из ткани, которая не оставляет ворса. Внутри насадки паяльника он будет тлеть.
Для двойного контура труб (горячая вода и холодная) предпочтительно расположение горячего контура над холодным. Так не будет образовываться конденсата на трубах. Соединять детали в местах перехода из горизонтали в вертикаль можно только под углом 90 градусов.
Если соблюдать эти рекомендации, монтаж пройдет успешно, а коммуникации из полипропиленовых труб прослужат несколько десятков лет.
О том, как спаять полипропиленовые трубы, смотрите в следующем видео.
Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись
Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
 Фото — профессиональный муфтовый паяльник
Фото — профессиональный муфтовый паяльник
Как паять полипропиленовые трубы паяльником:
Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов
Это очень важно для дальнейшего соединения;
Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций
Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки
Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.








![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://nikastroy.ru/wp-content/uploads/2/2/f/22f6c0cc8c6d533b74270fa94e8e00c2.jpeg)

Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.
 Для пайки труб лучше задействовать 2 человека
Для пайки труб лучше задействовать 2 человека
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Этап третий. Монтаж трубопровода


При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.



Пайка полиэтиленовых труб встык и с помощью электромуфты
Трубы на основе пластиков являются отличной заменой стальным, бетонным и другим в строительстве канализационных и газопроводных магистралей. Для получения качественной неразъемной транспортной системы применяется пайка полиэтиленовых труб.
Обычно пайка осуществляется стыковым либо электромуфтовым способом. В обеих технологиях лежит общий физический принцип. Он основан на действии взаимопроникновения молекул, из двух соединяемых поверхностей изделий ПЭ или ПВХ. Однако имеется и ряд существенных различий между этими двумя технологиями. Чтобы шире раскрыть все особенности стыковой и электромуфтовой сварки, рассмотрим их отдельно.
Технология пайки труб из полиэтилена встык
Стыковая пайка наиболее востребована при монтаже напорных трубопроводов, канализации и газопроводов. Чтобы сварные соединения отвечали прочностным характеристикам, на предварительном этапе следует выполнить условия стыковки сварных элементов:
- монтаж труб можно проводить, если они изготовлены из одного и того же материала;
- свариваемые трубы должны иметь ровные и чистые торцевые поверхности;
- пайка осуществляется при строгой соосности ПЭ труб с применением центратора.
Переходя непосредственно к сварке, нужно учитывать температурный режим процесса
На этом этапе монтажных работ принимается во внимание то обстоятельство, что полиэтилен, ПВХ, а также другие аналогичные пластмассы имеют значительную степень линейного и объемного расширения при нагревании
Быстрый разогрев приводит к неравномерному распределению температуры с образованием больших перепадов давления в соседних точках зоны соединения, что может вызвать нежелательные концентрации напряжения внутри шва.
Дальнейшая технология пайки ПЭ труб сводится к следующим операциям:
- С помощью нагревательного элемента, который устанавливается между свариваемыми трубами, торцы начинают разогреваться с учетом заданного температурного режима: трубы ПНД — до 220°С, ПВД — до 200°С. Торцы к нагревателю подводятся в ручную. Затем, используя гидрозажим, обеспечивается надежное прилегание их к термоэлементу под давлением 0,6-0,8 кгс/см².
- Выдержав необходимое время, трубы разводят в стороны, нагреватель убирают, а торцы труб соединяют под давлением 1,0- 2,0 кгс/см² в зависимости от марки полиэтилена.
- Последняя операция — охлаждение шва, происходит естественным путем при выдержке давления в течение определенного времени.
- В конце технологии производится контроль прочности сварного соединения, его размера и конфигурации грата. После извлечения трубы из зажимов шов маркируют, присваивая ему порядковый номер.
Пайка труб на протяжении всего процесса постоянно контролируется по давлению и времени. Изменение и сверка этих параметров происходит согласно циклограмме.










Электромуфтовая пайка труб
Пайка полиэтиленовых труб электро-фузионным способом используется тогда, когда трубы имеют различную толщину стенок. Сфера применения: низконапорные трубопроводы (дренаж, самотечная канализация), врезка в уже проложенный трубопровод, ремонт и замена элементов. Главное отличие муфтового соединения от стыкового — это более качественная пайка труб при существенной разнице их диаметров.
Другое преимущество такой пайки состоит в скорости, простоте работы и возможности проводить их на небольших участках. Принцип сварки с использованием электромуфт заключается в расплавлении торцов труб закладной металлической спиралью, а технология этого процесса выглядит так:
- торцы ПНД или ПВД труб очищаются от грязи и обезжириваются;
- на один из концов трубы надевается электромуфта и зажимается с помощью позиционера;
- после совмещения торцов труб муфта смещается обратно таким образом, чтобы место стыка пришлось ровно на ее середину;
- на клеммы электромуфты подается рабочее напряжение, процесс нагрева осуществляется в автоматическом режиме;
- пайка считается законченной по показаниям отверстий фитинга, из которых должен появиться расплавленный полиэтилен;
- остывание шва должно проходить без принудительного охлаждения в состоянии полной неподвижности.
Пластиковые трубы ПЭ и ПВХ уверенно вытесняют металлические в быту и промышленности.
Происходит это в силу того, что они часто превосходят последние по таким характеристикам, как химическая инертность материала, относительно легкий монтаж, простота в обслуживании, незначительные местные сопротивления в магистрали, большой гарантийный срок службы (до 50 лет).
Что касается технологии, следует заметить, что пайка ПЭ труб предполагает значительную степень культуры монтажных работ и хорошее знание предмета. Решить это вопрос можно за счет подготовки специалистов на базе профильных учебных заведений.
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.