Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.

Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.

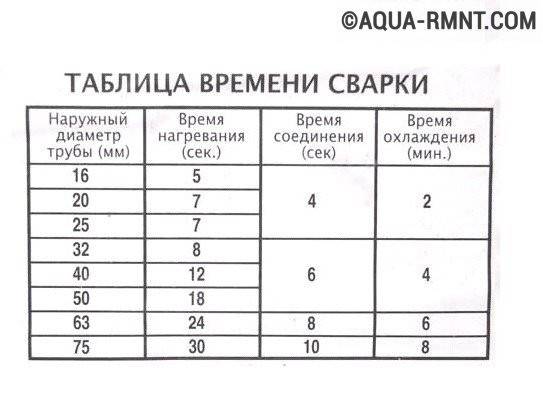
Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
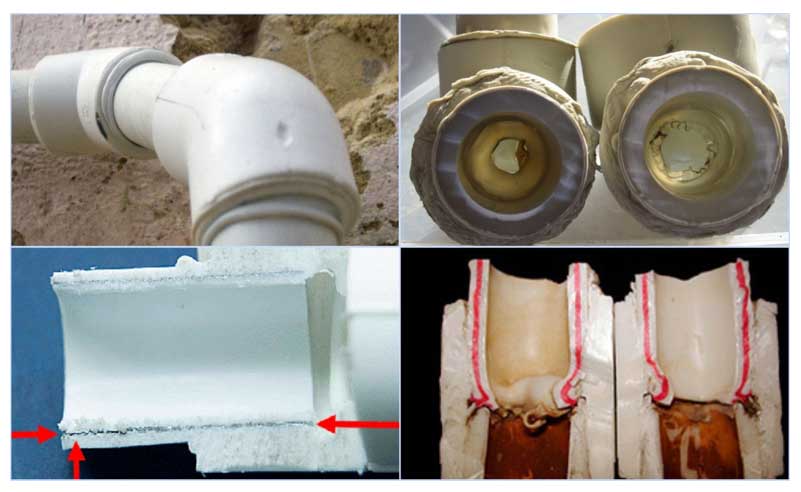
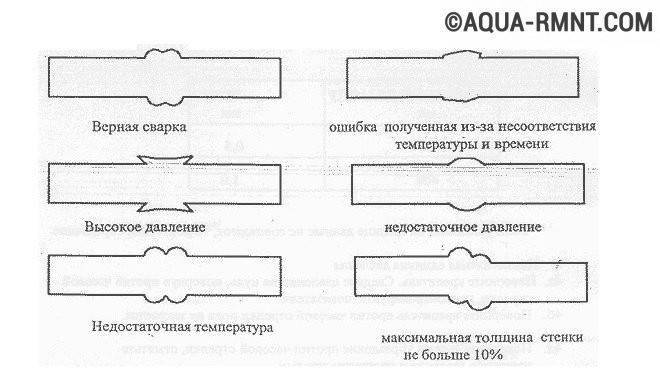
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.

Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Смотреть видео
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.









Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Сварочные аппараты
Прежде чем приступать к работе, необходимо подготовить монтажный инструмент. Для создания надежного стыка конструкций и всех дополнительных деталей потребуется специальный паяльник.
Стоит отметить, что иногда соединение изделий, изготовленных из полипропилена, называют сваркой
Однако этот процесс имеет множество разновидностей, потому важно запомнить, что полипропиленовые трубы соединяются только одним способом – пайкой. Для монтажа такой системы не применяются резьбовые фитинги и металлопластик

Пайка полипропиленовых труб требует использования сварочных аппаратов. В продаже представлено несколько типов устройств:
- нагреватель с круглым сечением;
- плоский агрегат.
Второй вид паяльного аппарата в народе стали называть утюгом, что в большей мере связано с его внешним видом. Такие устройства отличаются лишь своей конструкцией.






![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://nikastroy.ru/wp-content/uploads/b/3/c/b3c34e150570c76cc250414b04d8aa1b.jpg)



Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются деталями, похожими на хомуты. Во втором устройстве такие же насадки прикручиваются к нагревателю с двух сторон. Остальные элементы конструкции ничем не отличаются. Основная функция прибора состоит в осуществлении качественной и надежной пайки полипропиленовых изделий.
В комплект паяльных устройств обязательно включены насадки. Самым недорогим приспособлением, в набор которого входит минимальное количество элементов, считается китайский паяльник. Его мощность не превышает 800 Вт. В продаже он представлен вместе с подставкой, а также насадками, позволяющими проводить пайку труб из ПП сечением 20-32 мм.
Когда система отопления частного дома выполнена из цилиндрических изделий такого диаметра, этого комплекта будет вполне достаточно. Но если предполагаются более профессиональные работы, связанные с пайкой, вам понадобится устройство получше.
Для труб сечением 40-63 мм необходим другой паяльный комплект. Его придется покупать отдельно. Самые дорогие наборы, отличающиеся повышенной надежностью, изготавливаются в крупных европейских странах. В их комплект входят следующие детали:
- паяльник;
- подставка;
- тефлоновые насадки разных диаметров;
- ножницы, позволяющие резать трубы, выдерживая 90 градусов;
- шестигранник;
- отвертка крестообразная;
- рулетка;
- перчатки.
Так как для пайки полипропиленовых труб приходится работать с горячим оборудованием, нужно обязательно выполнять операцию в перчатках. Новички довольно часто получают ожоги, касаясь нагревательного элемента.
Конструкция любого паяльника устроена так, чтобы можно было установить сразу несколько насадок для соединения труб небольшого диаметра, что позволяет сэкономить время, особенно при работе с изделиями сечением 20-40 мм.
Мощность паяльного аппарата
Чтобы равномерно и быстро прогреть трубу диаметром 63 мм, необходима большая мощность системы. Для бытовых целей будет достаточно аппарата со значением величины, которой определяется количество энергии, не превышающим 0,7-1 кВт.
Если мощность утюга составляет более 1 кВт, он переходит в разряд профессиональных. Его стоимость намного выше цены обыкновенного паяльника.
Где применять?
Полипропиленовые трубы – многофункциональная вещь в хозяйстве.
Вот что можно из них сделать:
- Систему водопровода. Для холодного водоснабжения подойдет неармированная тонкостенная или толстостенная труба. Она дёшево стоит, легко монтируется, отлично справляется с транспортировкой воды температурой до 45 градусов.
- Систему горячего водоснабжения. По трубам с маркировкой NP20 или NP25 можно смело подавать воду температуры кипения. Пропилен начинает плавиться лишь при 170 градусах.
- Систему централизованного отопления в коттедже, доме или на даче. Для этого нужно выбрать трубы большого диаметра со стекловолокном. Они надежные и не требуют сложной зачистки. Пайка таких труб проходит на ура. Теплопроводное удлинение труб со стекловолокном в 10 раз меньше, чем без него – всего 1,5 см. За счёт этого трубы не провисают и не деформируются.
- Водяной тёплый пол. Если тепла от трубопроводов с горячей водой не хватает, монтируют систему тёплого пола. Минус такого пола в том, что невозможно свернуть трубу с маленьким шагом. Плюс – в экономичности обслуживания системы и ее сроке службы. Срок службы водяного тёплого пола – около 50 лет. При этом систему можно монтировать прямо в стяжку пола.
- Предметы быта. Из обрезков труб можно сделать полезные вещи для прихожей, балкона, гаража, мастерской, детской комнаты. При помощи тройников, муфт и фрагментов трубы собирается любой предмет геометричной формы – полка для обуви, подставка для цветов, вешалка для одежды, сушилка или мусорная корзина. Все, на что хватит фантазии и остатков материала. Удобно собирать для маленьких детей игровые площадки, качели, домики. Если добавить сетку, получатся отличные ворота для детского футбола.
- Элементы декора. Используя уголки и переходники, можно собрать книжную полку в лофт-стиле. Короткие обрезки разного диаметра пойдут для создания рамки для фото или зеркала, светильников, цветочных горшков и ваз.
Пайка полиэтиленовых труб встык и с помощью электромуфты
Трубы на основе пластиков являются отличной заменой стальным, бетонным и другим в строительстве канализационных и газопроводных магистралей. Для получения качественной неразъемной транспортной системы применяется пайка полиэтиленовых труб.
Обычно пайка осуществляется стыковым либо электромуфтовым способом. В обеих технологиях лежит общий физический принцип. Он основан на действии взаимопроникновения молекул, из двух соединяемых поверхностей изделий ПЭ или ПВХ. Однако имеется и ряд существенных различий между этими двумя технологиями. Чтобы шире раскрыть все особенности стыковой и электромуфтовой сварки, рассмотрим их отдельно.
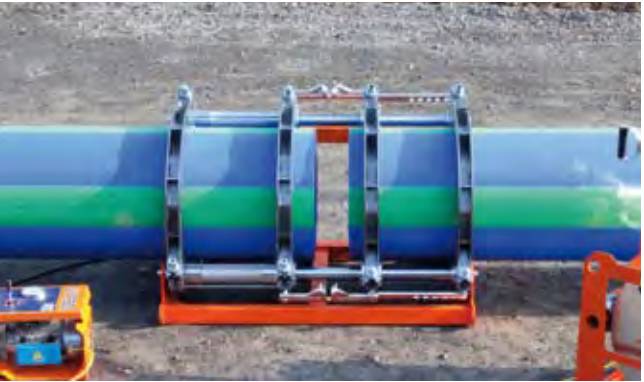
Технология пайки труб из полиэтилена встык
Стыковая пайка наиболее востребована при монтаже напорных трубопроводов, канализации и газопроводов. Чтобы сварные соединения отвечали прочностным характеристикам, на предварительном этапе следует выполнить условия стыковки сварных элементов:
- монтаж труб можно проводить, если они изготовлены из одного и того же материала;
- свариваемые трубы должны иметь ровные и чистые торцевые поверхности;
- пайка осуществляется при строгой соосности ПЭ труб с применением центратора.
Переходя непосредственно к сварке, нужно учитывать температурный режим процесса
На этом этапе монтажных работ принимается во внимание то обстоятельство, что полиэтилен, ПВХ, а также другие аналогичные пластмассы имеют значительную степень линейного и объемного расширения при нагревании
Быстрый разогрев приводит к неравномерному распределению температуры с образованием больших перепадов давления в соседних точках зоны соединения, что может вызвать нежелательные концентрации напряжения внутри шва.
Дальнейшая технология пайки ПЭ труб сводится к следующим операциям:
- С помощью нагревательного элемента, который устанавливается между свариваемыми трубами, торцы начинают разогреваться с учетом заданного температурного режима: трубы ПНД — до 220°С, ПВД — до 200°С. Торцы к нагревателю подводятся в ручную. Затем, используя гидрозажим, обеспечивается надежное прилегание их к термоэлементу под давлением 0,6-0,8 кгс/см².
- Выдержав необходимое время, трубы разводят в стороны, нагреватель убирают, а торцы труб соединяют под давлением 1,0- 2,0 кгс/см² в зависимости от марки полиэтилена.
- Последняя операция — охлаждение шва, происходит естественным путем при выдержке давления в течение определенного времени.
- В конце технологии производится контроль прочности сварного соединения, его размера и конфигурации грата. После извлечения трубы из зажимов шов маркируют, присваивая ему порядковый номер.
Пайка труб на протяжении всего процесса постоянно контролируется по давлению и времени. Изменение и сверка этих параметров происходит согласно циклограмме.








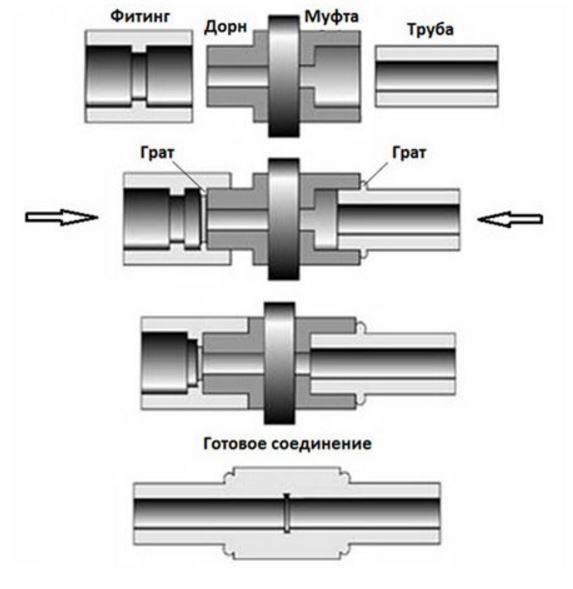
Электромуфтовая пайка труб
Пайка полиэтиленовых труб электро-фузионным способом используется тогда, когда трубы имеют различную толщину стенок. Сфера применения: низконапорные трубопроводы (дренаж, самотечная канализация), врезка в уже проложенный трубопровод, ремонт и замена элементов. Главное отличие муфтового соединения от стыкового — это более качественная пайка труб при существенной разнице их диаметров.
Другое преимущество такой пайки состоит в скорости, простоте работы и возможности проводить их на небольших участках. Принцип сварки с использованием электромуфт заключается в расплавлении торцов труб закладной металлической спиралью, а технология этого процесса выглядит так:
- торцы ПНД или ПВД труб очищаются от грязи и обезжириваются;
- на один из концов трубы надевается электромуфта и зажимается с помощью позиционера;
- после совмещения торцов труб муфта смещается обратно таким образом, чтобы место стыка пришлось ровно на ее середину;
- на клеммы электромуфты подается рабочее напряжение, процесс нагрева осуществляется в автоматическом режиме;
- пайка считается законченной по показаниям отверстий фитинга, из которых должен появиться расплавленный полиэтилен;
- остывание шва должно проходить без принудительного охлаждения в состоянии полной неподвижности.
Пластиковые трубы ПЭ и ПВХ уверенно вытесняют металлические в быту и промышленности.
Происходит это в силу того, что они часто превосходят последние по таким характеристикам, как химическая инертность материала, относительно легкий монтаж, простота в обслуживании, незначительные местные сопротивления в магистрали, большой гарантийный срок службы (до 50 лет).
Что касается технологии, следует заметить, что пайка ПЭ труб предполагает значительную степень культуры монтажных работ и хорошее знание предмета. Решить это вопрос можно за счет подготовки специалистов на базе профильных учебных заведений.
Диффузионная сварка при помощи электропаяльника

При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок. размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь .
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Соединение труб пайкой с армированием
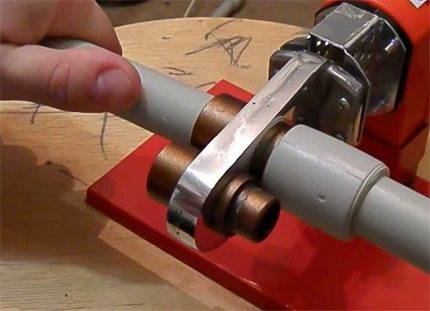
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.



![[инструкция] пайка полипропиленовых труб | видео](https://nikastroy.ru/wp-content/uploads/5/b/2/5b2a1456d072007311bbd65807d91135.jpeg)



Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление – торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.

На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.

Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.
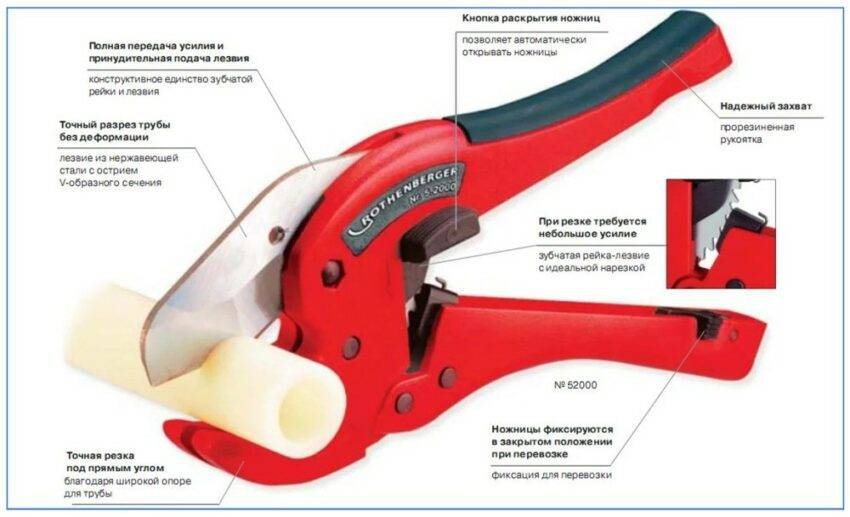
Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.

Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.

Разметка
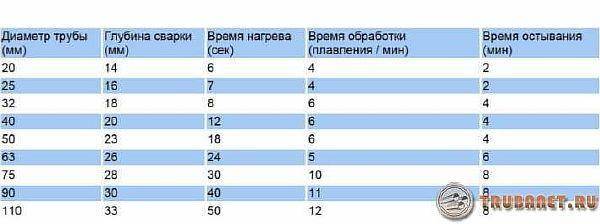
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.











Рекомендуемые расстояния до риски в зависимости от диаметра трубы:

Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.

Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.

Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.

Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Сварка труб в неудобном месте
Иногда возникает необходимость сварки в существующем трубопроводе, расположенном в труднодоступных местах. Сварку выполняют малогабаритным ручным аппаратом, с его помощью нагревают отрезки трубы на несколько градусов выше необходимой температуры. Далее прогревают соединительные элементы и быстро стыкуют с трубой. Температура ее за это время снизится до нормы.
Холодная сварка полипропилена
 Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.