Этапы процесса
Рассмотрим процесс поэтапно для разных вариантов соединений.
Соединение при низкотемпературной пайке
Специалисты утверждают, что для такой работы нужно приобретать легкоплавкий припой и низкотемпературный флюс. Газовую горелку можно заправить смесью, в состав которой входят пропан, воздух или бутан.
Пламя нужно направлять строго по шву труб, перемещая по всей площади стыка. Это делается для равномерного нагревания всех участков. Не забывайте периодически промазывайте зазор припоем, постепенно он начнет плавиться. Как только пошло плавление, нужно отвести горелку, и вещество заполнит капиллярный зазор. Когда зазор полностью заполнился, деталям необходимо остыть в нормальных условиях, без перепада температур. Неостывшее соединение запрещается трогать.

Иногда не рекомендуется паять какие-либо изделия, в таких случаях отдают предпочтения сварке. Процесс практически ничем не отличается от паяния. Но перед тем как перейти к процессу сварки, ознакомьтесь с правилами техники безопасности и ходом работы. Вам понадобятся защитные очки.


Пайка высокотемпературного типа
Состав наполнителя газовой горелки меняется, теперь ее заполняют пропаном с кислородом или ацетиленом с воздухом. Разогрев не должен занимать много времени, устройство должно подавать синее пламя.
Пламя, как в случае с низкотемпературной пайкой, нужно подавать по всему стыку, меняя положение горелки. Когда металл разогреется примерно до 750 градусов, он станет темно-красного цвета. В этот момент нужно воспользоваться припоем, можно подогреть его горелкой. Однако припой в идеале должен нагреться от детали.

Изделию нужно сообщить такую температуру, при которой припой быстро расплавится и заполнит пространство между деталями. После полного заполнения нужно оставить конструкцию остывать.


Ремонт
Своими руками можно устранить возникшие неполадки в водопроводе или бытовой технике, например, холодильнике или сплит-системе.
Расслоение металла – часто встречающаяся проблема. В этом случае применяется высокотемпературная пайка, это значительно продлит срок службы системы. Нередкое явление – появление трещин на сгибах труб. Мастера рекомендуют применять низкотемпературную сварку.
В ремонте также перед началом работ необходимо очистить поверхности, иначе конструкция быстро выйдет из строя. При протечке фитинга придется вырезать эту часть трубы и впаять новую с новой муфтой. Если случилась поломка гайки или прокладки, то достаточно заменить только эту деталь.


Техника безопасности
Медь отличается высокой теплопроводностью, поэтому на руках обязательно должны быть рукавицы или перчатки, иначе ожога не избежать. Элементы берут только щипцами или защитными рукавицами.
Осторожно нужно применять флюс, следить, чтоб он не попал на тело. Иначе будет химический ожог
Если все-таки вещество попало на руки, нужно оставить работу и промыть место большим количеством мыльной воды.

Обратите внимание на одежду, в которой собираетесь выполнять работы. Это не должна быть синтетика, потому что данный материал легко воспламеняемый
Лучше выбрать одежду из натурального хлопка.
Мастера советуют новичкам перед началом работы потренироваться на обрезках труб. Так, после пары тренировок результат будет намного лучше.


Капиллярная методика соединения медных труб
Пайку медных труб, которую по праву считают самым надежным и прочным методом соединения медных деталей, выполняют, опираясь на принципы капиллярной технологии. В соответствии с данным эффектом, который основан на законах физики, жидкость может подниматься по капилляру, преодолевая силу тяжести, если между нижней и верхней точкой ее подъема имеется определенная дистанция.

Фитинги под пайку
Данный физический эффект позволяет паять медные трубы таким образом, чтобы расплавленный газовой горелкой припой равномерно распределялся по всей области создаваемого соединения. Для того чтобы эффективно выполнять такую пайку, можно располагать трубы в любом пространственном положении, главное, чтобы расплавленный припой подавался с нижней части формируемого соединения.

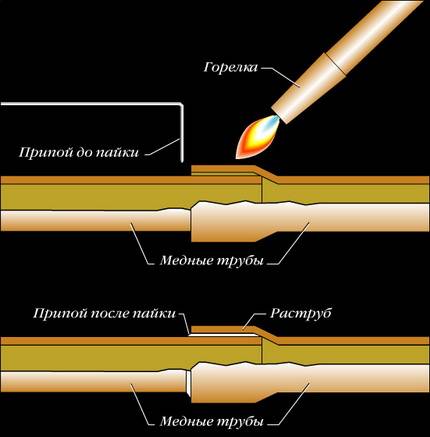







Более подробно процесс выполнения капиллярной пайки выглядит следующим образом:
- используя газовую горелку, место будущего соединения тщательно прогревают;
- в зазор между торцами соединяемых труб или между трубой и используемым фитингом подается расплавленный припой, который его полностью заполняет за счет капиллярного эффекта;
- полученному соединению дают полностью остыть;
- после полного остывания сформированного соединения его элементы тщательно зачищают, используя специальный чистящий состав.
При помощи пайки, основанной на капиллярном эффекте, соединяют элементы трубопроводов не только из меди, но и из черных металлов. В том случае, если в качестве соединительного элемента для медных труб используется стальной фитинг, то на место будущего соединения наносится слой специального флюса. В качестве припоя при выполнении пайки по капиллярной технологии применяется очень токая проволока, которая может быть изготовлена из олова, меди, а в отдельных случаях даже из серебра.
Технология пайки медных изделий
Сварка медных конструкций происходит в несколько этапов. Рассмотрим каждый этап подробно.
Подготовка материалов

Прежде всего, необходимо заранее подготовить все необходимые материалы и инструменты. Затем нужно отрезать нужный участок от целикового изделия. Медные трубы режутся труборезом, с хорошо наточенным лезвием.
Заготовка устанавливается жестко перпендикулярно лезвию, а сам труборез вертится вокруг нее. Вдумчивый подход к использованию инструмента позволит получить ровный срез, практически без заусенцев. Если и будут неровности, они проявятся внутри трубы
Но важно знать, что использование трубореза немного уменьшает диаметр трубы
Чтобы этого избежать, пользуются ножовкой по металлу. В данном случае срез получится не такой ровный и аккуратный, но сохранит исходные размеры заготовки.
Необходимо получить срез размером от 0.02 до 0.4 мм. Слишком маленький зазор не даст припою должным образом соединить детали, а слишком большой не дает возможности проявиться капиллярному эффекту.
Полученный элемент обязательно нужно зачистить, чтобы убрать заусенцы и всевозможные загрязнения. Дополнительно соединяемые поверхности необходимо обезжирить растворами.
У второй соединяемой детали необходимо немного расширить диаметр при помощи труборасширителя. Это позволит обеспечить надежное соединение. После подготовки элементов рекомендуется примерить их друг к другу на предмет правильного соединения.
Нанесение флюса

Теперь нужно нанести на обе детали небольшой слой флюса, чтобы убрать лишние продукты окисления. Операция производится при помощи небольшой кисточки. Не рекомендуется оставлять излишки вещества на поверхностях соединяемых элементов. Это приводит к образованию ненужных пор и впоследствии трещин.
Соединение деталей
После нанесения флюса для пайки медных изделий и труб нужно быстро соединить части, чтобы избежать попадания пыли и других загрязнений на область будущего шва. При совмещении посредством фитинга операция производится до упора. Во время движений необходимо вращать элементы друг относительно друга. Это позволит флюсу равномернее распределиться по поверхностям. Излишки флюса убираются.
Низкотемпературная пайка
Такое соединение реализуется при помощи газосварочного оборудования или электропаяльника. Флюс и припой должны соответствовать сварке. Припой нужен легкоплавкий, а флюс низкотемпературный.
Пламя горелки направляется на стык двух элементов. Для равномерного прогрева необходимо постоянно менять положение контактного пятна между огнем и трубой. Во время нагрева на соединительный зазор периодически наносится припой, который затем расплавляется под воздействием температуры.
Расплавленный припой должен полностью заполнить соединительный зазор. Чтобы не мешать данному процессу, рекомендуется не воздействовать некоторое время горелкой на область растекания.
После заполнения зазора необходимо некоторое время дать припою остыть. Остужать его искусственными способами не рекомендуется. Во время сварки нельзя перегревать медь. При перегреве флюс будет разрушаться и не сможет эффективно защищать соединение от окисления. В качестве индикатора используется флюс с примесью припоя. При достижении необходимой температуры в веществе будут наблюдаться расплавленные капли. Это означает, что дальнейший нагрев детали не требуется.
Высокотемпературная пайка

Способ реализуется при помощи газовой горелки. Нагрев должен быть равномерным и максимально аккуратным. Как только медь достигнет температуры 750 градусов, она станет вишневого цвета. Показатель говорит, что можно наносить на зазор припой.
Что такое пайка, и зачем она
Все очень просто: пайка медных изделий нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.
 Устройство газовой горелки.
Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.










Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
 ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
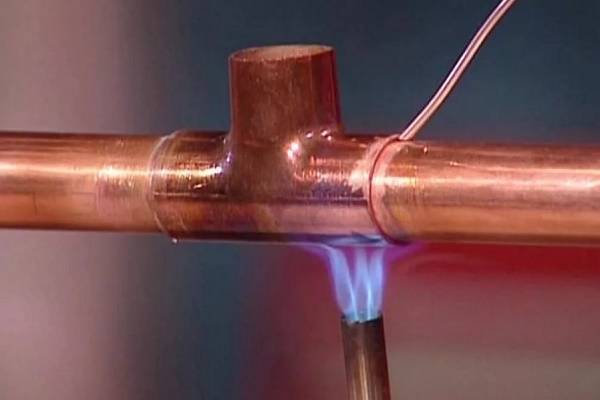
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
 ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
 Watch this video on YouTube
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
 ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
 ФОТО: mastergrad.comИногда без подобного соединения не обойтись
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
 ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
 ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
 ФОТО: market.sakh.com
ФОТО: market.sakh.com
 ФОТО: market.sakh.com
ФОТО: market.sakh.com
 ФОТО: solarschool.dk
ФОТО: solarschool.dk
 ФОТО: laketravisplumber.com
ФОТО: laketravisplumber.com
 ФОТО: reicheltplumbing.com
ФОТО: reicheltplumbing.com
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Материалы и инструменты
Для производства работ по пайке медных труб необходимы специальные инструменты и материалы.


Существуют твердые и мягкие припои.
- Низкотемпературные припои те, у которых температура плавления меньше 300C. Предел прочности у них составляет 16-100 МПа. Такие припои позволяют выполнить работу при температуре, которая почти не влияет на характеристики меди. Практика показывает, что это дает менее прочные швы. Низкотемпературные используют для водоснабжения и отопления. Всем известно, что свинец негативно влияет на здоровье человека, поэтому существуют бессвинцовые припои. Используются они в конструкциях трубопровода питьевой воды. Бессвинцовый припой, по большей части, состоит из олова, остальное – примеси. Такой материал обходится недешево.
- Припои для высокотемпературной пайки обладают температурой плавления выше 300C и пределом прочности 100-500 МПа. А также плотностью шва, устойчивостью к высоким температурам. Но требуется большой опыт работы, у новичков же встречаются частые ожоги меди, этот металл легко пережечь. Офлюсованные припои хороши тем, что в их составе и на поверхности присутствует флюс. Использование дополнительного флюса не нужно даже для сложных конструкций.


- Флюс. Это пастообразное вещество, наносят его на поверхность трубы и фитинга. Паста защищает от окисления меди. Следует отдавать предпочтение составам, где есть хлорид цинка. Существует множество вариантов флюса, он может быть во флаконе с кисточкой, но специалисты рекомендуют приобретать материал в виде пасты.
- Труборез. Инструмент для резки медных труб, одно из главных приспособлений. Все труборезы имеют похожую конструкцию и мало чем различаются. Труборезы отличаются друг от друга конструкцией, более длинные ручки у прибора дают возможность применять меньше усилий.


Труборасширитель. Инструмент для увеличения диаметра трубы, установки одной конструкции в другую.
Фаскосниматель (кромкорез). Принадлежность, необходимая для зачистки поверхности и снятия фаски.
Фитинги. Соединительные детали, имеющие разные назначения и размеры.
Термопаста. Используют пасту для подогрева труб. Контакт и шов промазывают термопастой.
Теплоотводящие пасты. Обеспечивают надежную защиту соединений от распайки, препятствуют изменению цвета материала в ходе эксплуатации.
Щетки и ершики. Щеткой и ершиком убираются излишки флюса в ходе работы, очищают соединения.
Щипцы для труб. В целях безопасности горячие, раскаленные трубы можно брать только щипцами.
Защитные рукавицы










Когда паяют, плавится металл, который при любом неосторожном движении оставит ожог на вашей коже. Флюсы оставляют химические ожоги.
Плюсы и минусы пайки медных труб
Для начала вспомним, что медь – металл в высокой температурой плавления и вообще довольно капризный, со своим характером. С нашей точки зрения эта особенность несет как плюсы, так и минусы для работы с ней.
Однозначный плюс заключается в возможности непрерывного процесса нагревания и пайки благодаря способности меди держать и сохранять тепло, даже если в нагреве произойдет перерыв.
Однозначный минус – высокая степень рассеивания тепла, из-за чего нагрев нужен «с запасом».
Еще один технологический минус – нагревание всего изделия вместе с местами крепления
Из-за этого работать нужно в перчатках и с большой осторожностью
https://www.youtube.com/watch?v=N9QwpYEQpUw
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.










Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Предварительная подготовка
Перед пайкой медных труб необходимо их подготовить.
Очистка поверхности
Качество связки припоя зависит от степени очищения спаиваемых поверхностей. Любые остатки каких-либо других веществ, грязи мешают проникать припою, уменьшают его текучесть. Все это приводит к тому, что вещество не распределяется равномерно, поверхность не полностью обработана припоем. Часто из-за этого не удается достичь качественной работы, и соединение выходит из строя.
Выделяют два способа очистки металла: химический и механический. Внешнюю часть трубы и внутреннюю часть фитинга очищают от оксидной пленки, грязи и примесей с помощью металлической щетки. Кроме этого, возможны варианты использования стальной шлифовальной шерсти или шкурки. После этого припой хорошо распределяется по поверхности.


Удобными в использовании являются очищающие салфетки на нейлоновой основе.
Химический способ предполагает использование кислоты, которая реагирует с оксидами. Можно использовать флюс, который обезжиривает поверхность и активно борется с оксидами.


Использование флюса и сборка частей
На очищенную поверхность нужно нанести флюс. Он наносится на участок трубы, который будет соединяться фитингом или раструбом, хорошо распределите флюс на поверхности, чрезмерное количество флюса может негативно сказаться на соединении. Но также не стоит применять флюс с внутренней стороны фитинга. Регулируйте расход пасты.
После нанесения флюса нужно правильно соединить детали, чтобы избежать прилипания к поверхности посторонних частиц. Если пайка будет проводиться позднее, будет намного лучше, чтоб детали уже были собраны. Надо провернуть трубу до упора, тем самым проверив ее соединение и распределение флюса. После уберите остатки флюса заранее подготовленной для работы тканью. Соединение можно нагревать.


Для низкотемпературной пайки используют флюсы, в списке состава которых занимают не последнее место хлориды алюминия. Флюсы – опасные вещества, поэтому необходимо следить за тем, чтобы излишек не оставался на внешней части трубы. Такая невнимательность может привести к коррозии металла и протечке. После пайки вновь осмотрите поверхность, на ней будет немного флюса из-за теплового эффекта. Появившийся на трубе флюс нужно снова убрать.
При высокотемпературной пайке вместо флюса используют буру. Ее мешают с водой до густой консистенции каши. Можно использовать специальные пасты для высокотемпературной пайки. Если вы выбрали медно-фосфорный припой, то флюс к нему не нужно приобретать, он уже присутствует в составе. Лучше использовать комплект одного производителя, при этом согласовать это с видом пайки.

Раструбное утолщение
Для соединений в быту используют либо фитинги для пайки медных труб, либо раструбные утолщения.
Лучше выбрать вариант с раструбным утолщением, так нужно будет наложить лишь один шов на стыке труб.
С торца детали обрабатываются вальцовочным труборезом. Срез должен быть ровным и строго перпендикулярным.
С концов труб избавляются от фаски, пользуясь фаскоснимателем. Внутри и снаружи поверхности зачищаются.
Один отрезок трубы зажимают в тисках, внутрь вставляют труборасширитель
Затем нужно осторожно расширить внутренний диаметр трубы, чтобы в нее поместился внешний диаметр второй трубы.
Перед ремонтными работами не забудьте убрать с конструкций пластиковые фрагменты, иначе они расплавятся и будут непригодны к использованию.


Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.

Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.










Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.

Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.

Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Процесс пайки
Начинаем учиться нехитрым приемам того, как спаять медные трубы:
Отрезаем трубу нужной длины с помощью трубореза. Трубу держим строго перпендикулярно инструменту, чтобы получился ровный край.
Снимаем заусенцы с помощью щетки для зачистки паяемых поверхностей. Обязательно очищаем и внутреннюю поверхность с помощью специального ершика.
Второй отрезок трубы расширяем до нужного диаметра с помощью труборасширителя. Добиваемся, чтобы трубы входили друг в друга свободно с зазором.
- Аналогично очищаем край расширенной трубы от заусенцев и грязи.
- Наносим флюс. Лучше всего наносить его на одну трубу, которая вставляется (меньшего диаметра). Равномерно распределяем по поверхности с помощью кисточки.

Нанесение флюса
- Вставляем трубы друг в друга (соединяем). Излишки флюса снимаем влажной тряпочкой, чтобы припой не пристал.
Начинаем прогревать все соединение. Следим за тем, чтобы равномерно прогреть весь узел. Хорошей подсказкой является изменение цвета флюса – когда он станет серебристым, нагрев следует прекратить.
- Подносим к стыку труб припой. Он начинает плавиться без горелки, от горячей меди и, растекаясь, заполняет все пустоты между трубами благодаря капиллярному эффекту. Как только начнут появляться на поверхности труб капли припоя, пайку следует прекратить.
- Во время остывания места пайки на соединение не дуть, не давать физической нагрузки.
После того, как соединение остыло, протираем его влажной тряпочкой, чтобы удалить остатки флюса и припоя. Вся система должна получиться аккуратной.