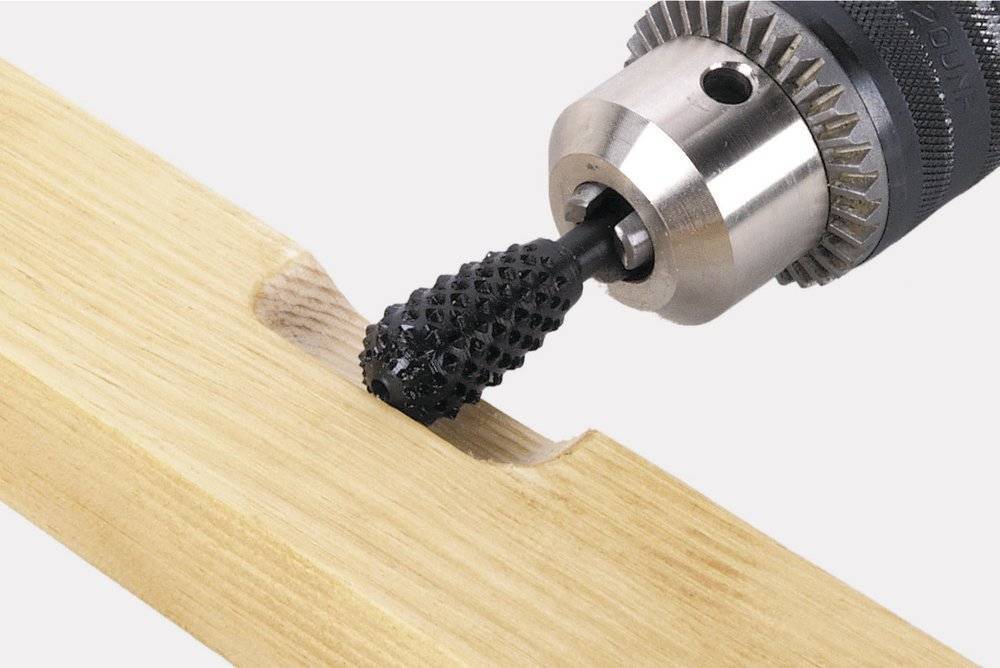
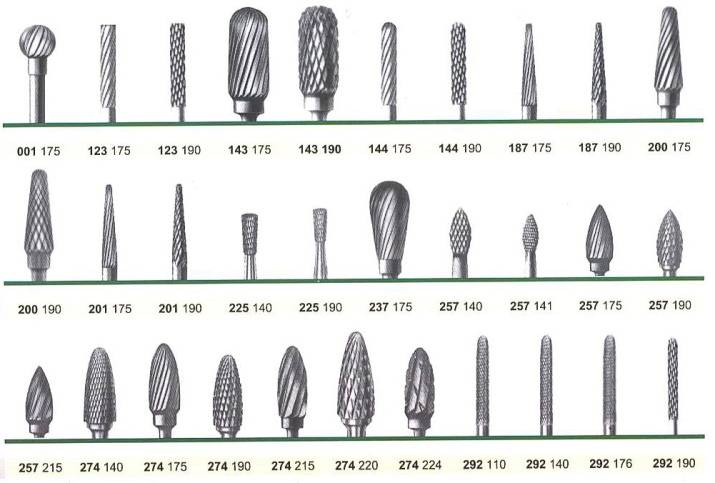
Бор-фрезы или шарошки
С помощью шарошечных фрез можно придавать отверстиям или краям вырезанных пазов определенную конфигурацию, проводить их доводку. Используют их и для декоративного оформления плоскостей – для своеобразной «гравировке» по древесине.
Пазовые фрезы
Функциональность понятна из названия. Такими фрезами обычно выбираются пазы различного предназначения, как для создания соединительных узлов деталей, так и для, например, декоративного оформления изделий.
Пазы могут выбираться как от края детали к ее середине, так и в любом месте на плоскости – заточка большинства пазовых фрез позволяет проводить вертикальное погружение режущей части в материал (хотя, в отличие от концевых, эта функция не является превалирующей).
Всю многочисленную группу пазовых фрез можно разделить на несколько подгрупп
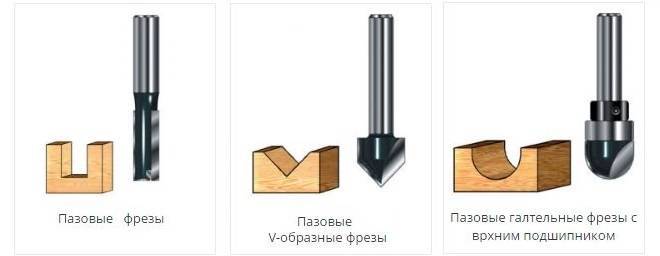
Пазовые прямые, галтельные и галтельные V-образные
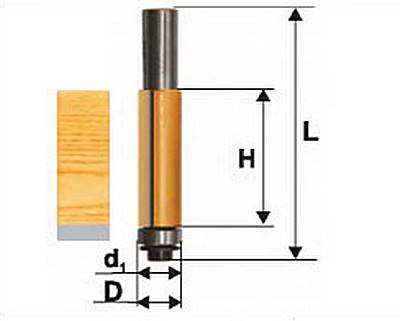
 | Одна из простейших фрез – пазовая прямая. Нередко в обиходе ее именуют «пальчиковой». По выборке схожа с погружными концевыми фрезами цилиндрической формы. После прохода образует паз установленной ширины с перпендикулярным расположением стенок и дна. Может различаться шириной выбираемого паза и глубиной выборки (длиной рабочей части фрезы). При необходимости ширину паза можно увеличивать дополнительными проходами со смещением инструмента на нужное расстояние. |
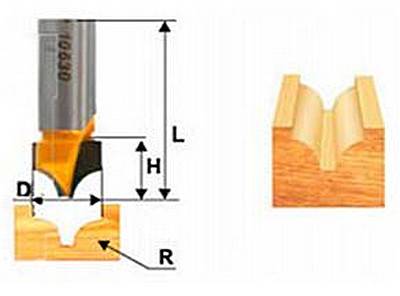
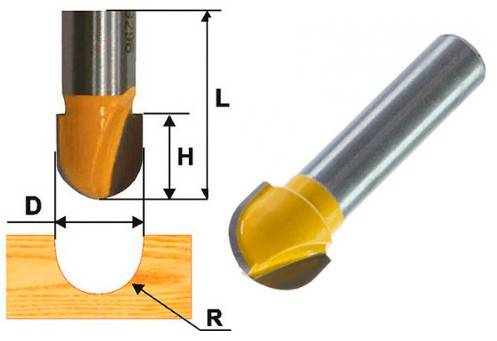 | Пазовая галтельная фреза выбирает канавку с округлым дном (галтель). В зависимости от глубины погружения, стенки паза могут представлять собой дугу вплоть до 180 градусов, либо вначале иметь перпендикулярный поверхности участок с последующим закруглением. Фреза часто используется для декоративного оформления изделий. |
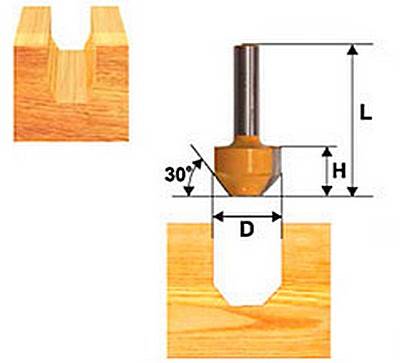
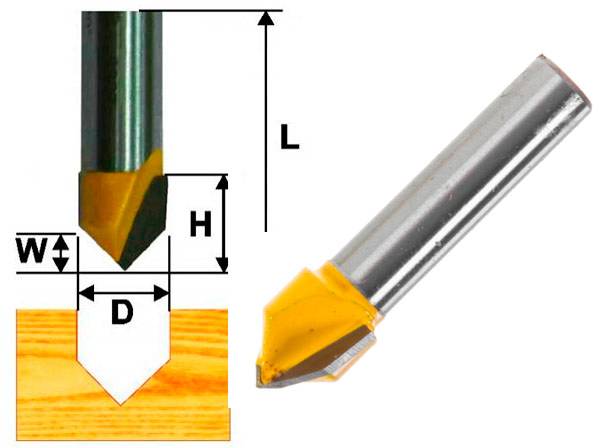
 | Галтельная V-образная. В отличие от обычной галтельной, имеет заострённый наконечник и выбирает паз с направленным вниз углом, по типу латинской буквы V. По применению схожа с рассмотренной выше. Ширина паза и величина угла в вершине может быть различной. |
Пазовые конструкционные
 | Фреза для выборки паза типа «ласточкин хвост» – одного из самых надежных соединений деревянных деталей. |
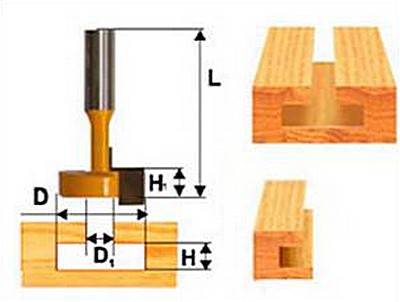 | Фреза для выборки Т-образного паза, нередко применяемого в том числе и в качестве направляющей для перемещения подвижных деталей. Может также использоваться для вырезки срытых петель для навешивания изделий на стену. |
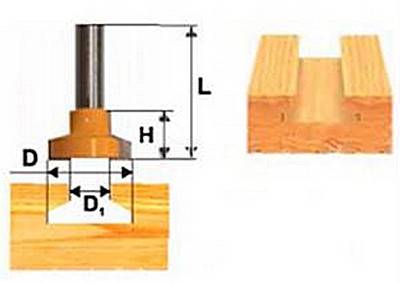 | Фреза, схожая с предыдущей, но выбирающая скрытый паз трапециевидной формы. |
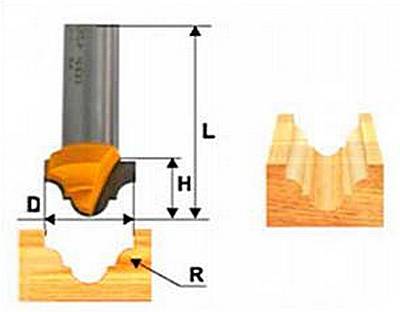
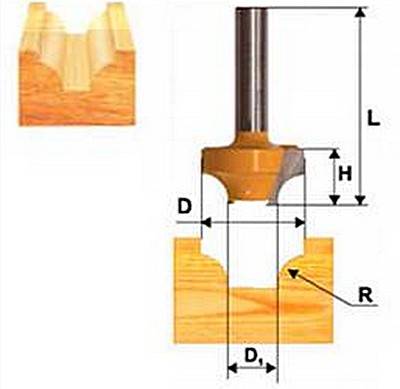
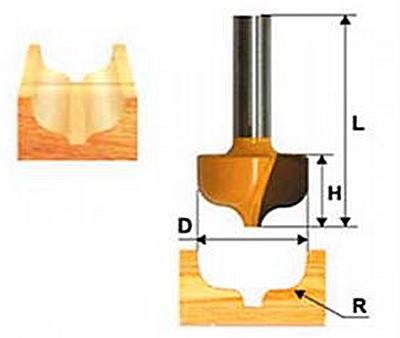
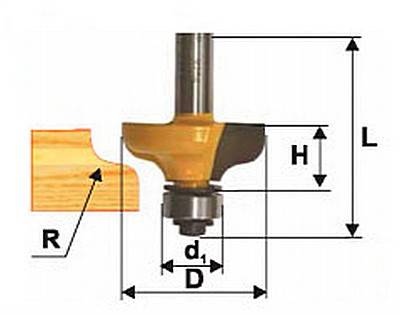
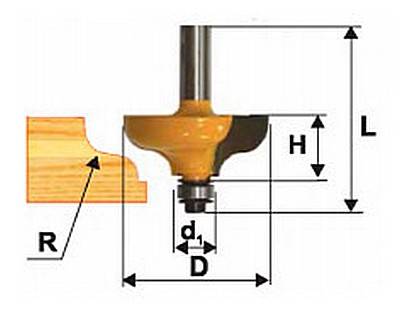
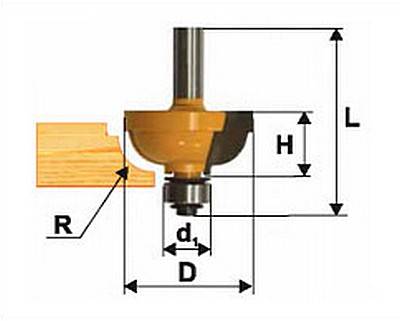
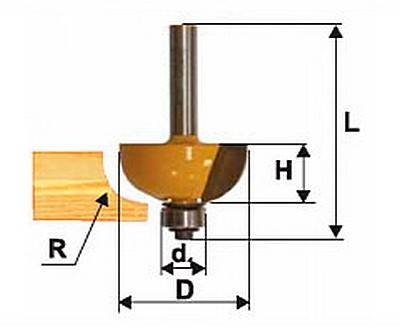
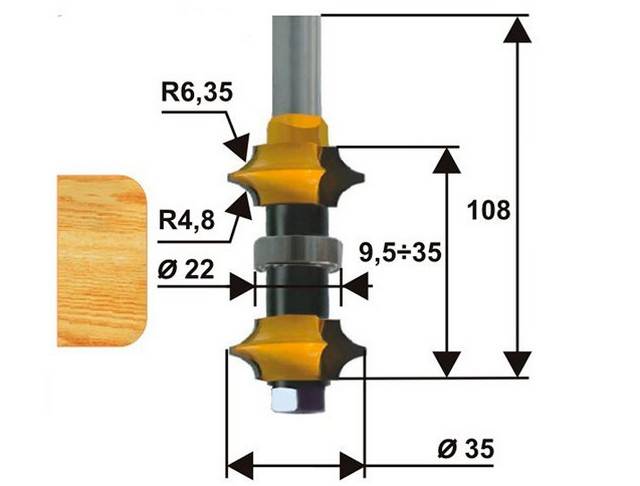
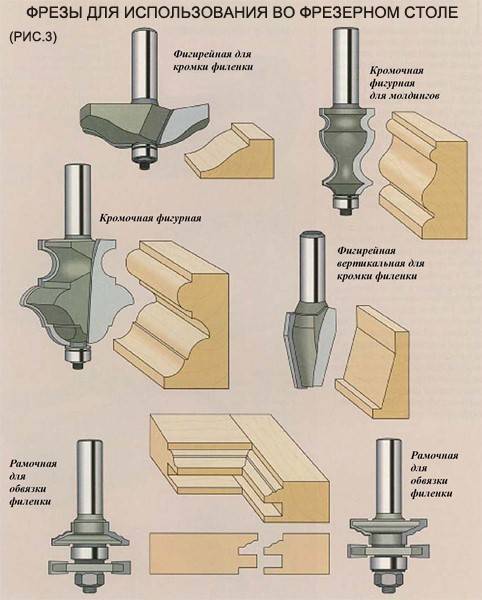
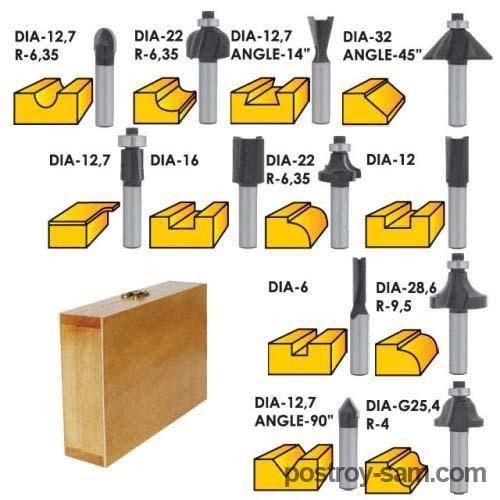
Пазовые фасонные
Эти фрезы представлены в большом разнообразии – они позволяют выбирать разы сложной симметричной формы. Кроме того, ими можно при необходимости проводить и обработку торцевых кромок заготовки.
Очень часто, если эти фрезы используются для декорирования поверхностей, то их пускают в ход после прохода прямой пазовой фрезой. Так как иначе на режущие кромки выпадает слишком высокая нагрузка, приводящая к быстрому выходу из строя.
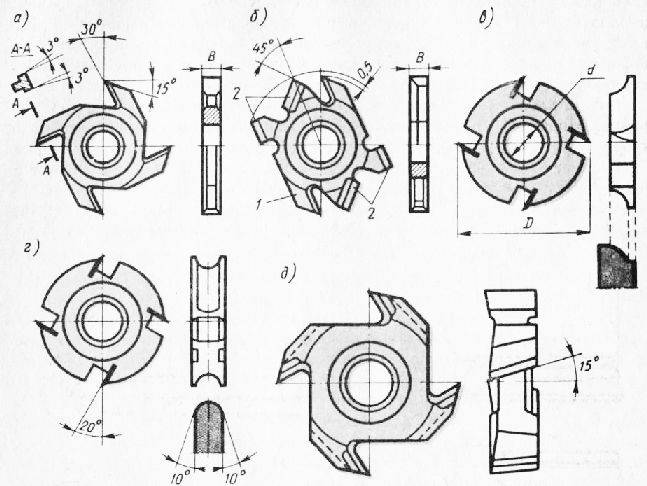
Образцы распространенных фасонных фазовых фрез показаны в таблице:
 |  |  |
 |  |  |
 |  |
Кромочные фрезы
Это – очень многочисленная группа, которую тоже можно с некоторой долей условности разделить на несколько подгрупп. Отличительная черта большинство кромочных фрез – наличие опорных подшипников. Это позволяет производить обработку торцевых сторон заготовок не только с и использованием направляющих фрезерного стола, но и с применением шаблонов, в том числе – сложной криволинейной формы.
Кромочные прямые
Фрезы предназначены для получения ровных кромок, перпендикулярных плоскостям заготовки. Опорный подшипник может располагаться снизу или сверху. Диаметр подшипника бывает равным диаметру фрезы, но применяются и другие, большего или меньшего размера, что даже несколько расширяет возможности оснастки, например, для пропорционального увеличения или уменьшения деталей относительно шаблона.
 |  |  |
Кромочные калевочные
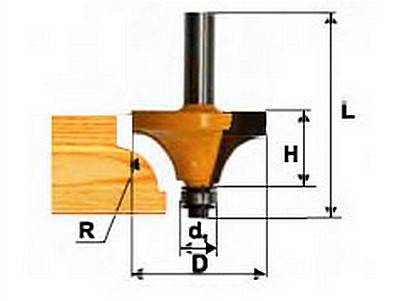
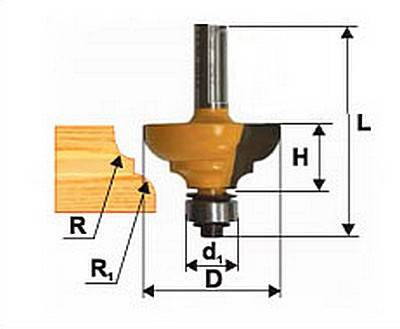
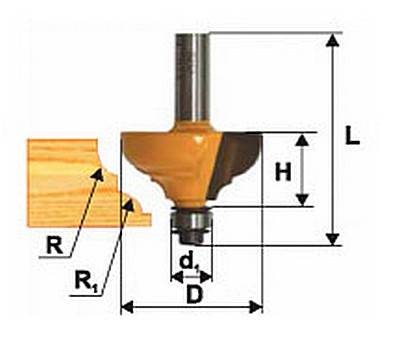
Фрезы позволяют придать торцевым сторонам заготовки выпуклую или, наоборот, вогнутую округлую или волнистую форму различной конфигурации. Широко используются для чистовой обработки заготовок для придания им декоративных качеств. Могут применяться и для созданий сложных художественных орнаментов.
 |  |  |
 |  |  |
 |  |
К кромочным калевочным можно отнести и фрезу, скругляющую торец заготовки с обеих сторон за один проход, например, при изготовлении столешницы. В таких фрезах часто предусматривается возможность изменения расстояния между верхней и нижней режущими кромками, расположенными симметрично.
Критерии качества
При выборе набора деревообрабатывающих насадок следует обращать внимание на следующее:
- Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке. Особенно это актуально, если заготовкой служат изделия из граба, груши, дуба и других твердых пород древесины.
- В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком.
- Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200 — 250ºС. Инструмент после такой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм.
- Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Применение такой оснастки недопустимо.
Важный параметр — твердость материалов, из которых изготавливаются фрезы.Чаще, это касается монолитных образцов. Проверку можно выполнить и в домашних условиях. Для этого рекомендуется использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твердости 58 — 62 HRC.
Долговечность инструмента определяется интенсивностью его применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущей стали обладают наилучшей стойкостью, а монолитные, выполненные из инструментальной стали – наименьшей.
Приобретение подходящего деревообрабатывающего станка не решит всех проблем. Для осуществления полноценной обработки изделий, потребуется подобрать качественную оснастку. Рассмотренные в обзоре виды фрез по дереву помогут определиться и доукомплектовать ваш ручной фрезер. Ведь, в выполнении каждой конкретной операции, участвует определенная конфигурация приспособлений.

Советы по использованию
Рекомендации по правильному применению торцевой фрезы заключаются в следующем.
- Используйте в каждом конкретном случае изделие с рекомендуемыми параметрами. К примеру, нельзя обрабатывать стекло, гранит, закалённую сталь фрезами из обычной инструментальной стали. Как бы ни была тверда и износостойка быстрорежущая сталь, она легко затупится о заготовки материалов, твёрдость которых (по шкале Роквелла) превосходит или равна используемым инструментам. Это напоминает ситуацию, в которой калёный саморез из легированной стали крепче, чем фигурная отвёртка из чёрной стали: отвертка повредится после затягивания нескольких десятков саморезов без предварительного рассверливания скрепляемых заготовок.
- Не перегревайте фрезу за счёт избыточного усилия и самых высоких оборотов, выдаваемыми конкретным фрезером. Быстрорежущая сталь, как калёная и другие похожие марки стали, при нагреве до нескольких сотен градусов отпускается. Чтобы вернуть её в исходное состояние, такую сталь необходимо перезакалить, погружая нагретую фрезу (или деталь, заготовку) в машинное масло, остужая её по специальному алгоритму. Алмазные фрезы также критичны к перегреванию: углеродные частицы не могут содержаться на перегретом припое и отлетают от стального полотна, на котором они закреплены. Кроме того, при сильном раскаливании алмаза последний превращается в графит, и диск становится бесполезным – он годится лишь для работы по дереву.
- Не используйте торцевые фрезы для несвойственных им работ, например, для врезки петель. Торцевые изделия не рассчитаны на мебельные и другие работы, где требуется простое вырезание материала.
- Включите при начале обточки скорость, достаточную для обработки заготовки. Недостаток оборотов (мощности) может привести к застреванию фрезы, застопориванию привода, что негативно отразится на качестве обточки.
- Не пытайтесь с помощью фрезы неподходящего (например, меньшего) диаметра обточить заготовку в одном и том же месте несколько раз. Это не только негативно скажется на конечном результате (неровности обточки, несоответствие её формам, указанным в проекте подготавливаемого изделия), но и приведёт к ускоренному, а также неравномерному износу зубьев режущего инструмента. Неравномерный износ, в свою очередь, обладает смещённым центром тяжести – резак попросту будет болтать в разные стороны. Возникшая при этом паразитная вибрация довершит своё дело: резак сломается, патрон фрезера расшатается.
- Не используйте ударный режим резания с неусиленными фрезами, рассчитанными на безударный режим. Нарушение данной рекомендации – залог быстрой поломки резака: отлом режущих зубьев, износ общей коронки, отрыв алмазных (или победитовых) частиц. Само изделие при этом перегревается, технологические канавки оси, на которую надет резак, изнашиваются быстрее. Инструмент начинает болтаться, что тут же отзовётся неровным торцеванием – края прорезанного зазора будут сплошь в насечках и выбоинах.

Правильный выбор торцевой фрезы и её надлежащее использование – залог долговечности резака и самого фрезера, высокого качества и скорости работы. Становится возможным заточить сотни изделий за одну рабочую смену, если мастер трудится на заводе.
Правила эксплуатации
Регулируемая калевочная фреза, как уже ясно, выступает действительно ценным помощником в самых различных операциях. Но кромочную оснастку следует применять продуманно и аккуратно. Необходимо учитывать, что каждый инструмент рассчитан под определённый радиус. Он может составлять от 0,32 до 1,6 см. Во время работы фрезер следует держать крепко, чтобы он не сдвигался, однако и сильное придавливание к заготовке противопоказано.

Сдвигать устройство следует плавно, но замедление хода крайне вредно – изначально заданный темп следует поддерживать чётко. Поэтому стоит заранее потренироваться на бракованном и ненужном дереве, как выбирать подходящую скорость обработки. Особенно рискованно менять скорость, если одновременно фреза делает разворот — из-за этого могут появляться прожиги.
До включения фрезера очень важно отрегулировать упор. Поступают так:
отключают инструмент, если он включён в сеть;
вставляют фрезу в цангу;
устанавливают аппарат на плоской опоре;
нажимают на него сверху, до соприкосновения рабочего органа с поверхностью;
фиксируют верх в найденном положении;
немного откручивают винт прижима;
опускают стержень до контакта с площадкой упора;
подтягивают этот стержень на высоту, которая совпадает с ориентировочной глубиной обработки;
затягивают винт обратно — теперь инструмент настроен и готов к эксплуатации.

Фрезеры малой мощности с хвостовиками 0,6 см не позволяют убирать более 3 мм дерева за прогон. Но для домашнего использования таких устройств достаточно. А в профессиональном секторе нужна уже техника помощнее. Стоит учитывать, что идущий в базовом комплекте параллельный упор не всегда совершенен. Иногда стоит сменить его на более удобное и жёсткое устройство.





Но такое приспособление уже скорее для опытных людей, хорошо понимающих все тонкости дела. Не стоит отказываться от использования пылеотсоса — он существенно повышает безопасность и удобство всех манипуляций. Работа с кромками всегда ведётся при движении инструмента по ходу набегания режущих частей фрезы – это относится, конечно, не только к калевочной оснастке.
Кромочные фрезы
В большинстве случаев кромочные фрезы имеют упорный подшипник. Благодаря ему появляется возможность вести инструмент по шаблону, обрабатывая кромки и ребра заготовок.
Полустержневые
Инструмент создает выступы полукруглой формы на кромках заготовок.
Если использовать полустержневую фрезу в паре с калевочной или галтельной, то можно изготавливать шарнирные соединения. Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
Фигурные
Данные фигурные фрезы еще называют мультипрофильными. В зависимости от задач мастер может использовать часть профиля оснастки или задействовать его полностью. Во втором случае потребуется устанавливать инструмент в агрегат, который имеет мощность не менее 1600 Вт.
Галтельные
Предназначаются для придания ребрам заготовки внутреннего радиуса или выборки пазов с круглым сечением.
Галтельные фрезы оснащаются одним или двумя подшипниками, исключающими перекос инструмента.
Конусные
С помощью конусных резаков можно:
- снимать фаску на ребре заготовки;
- декорировать кромку столешницы;
- создавать угловой срез на ребрах заготовки перед их склеиванием (можно получать изделия многоугольной формы).
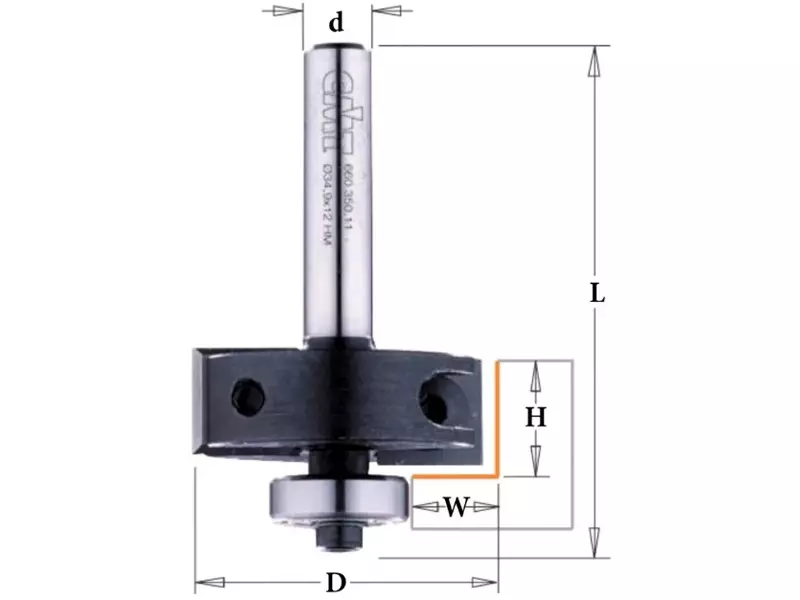
Фальцевые
Применяются для выборки четверти и пазов прямоугольного сечения. Благодаря упорному подшипнику фальцевая фреза может использоваться как на ровных, так и на криволинейных заготовках.







Для регулировки глубины паза применяют упорные подшипники разных диаметров.
К этой же категории относится и пазовая дисковая фреза. С ее помощью в заготовке прорезается паз под установку Т-образной ПВХ кромки.
Калевочные
Калевочные фрезы позволяют получить дугообразную, прямую, а также фигурную кромку на заготовке. Работая какой-либо частью одной и той же оснастки, можно:
- скруглить ребро детали;
- получить кромку с фальцем;
- сделать полустержневой выступ;
- получить кромку с губкой;
- сделать декоративную обработку ребер, к примеру, изготавливая оконные рамы.
Оснастка данной серии может быть и двойной, как показано на следующем рисунке.
На двойном резаке расстояние между элементами можно менять в соответствии с толщиной заготовки. Благодаря двум элементам заготовка обрабатывается в один проход, одновременно с обеих сторон.
Прямые
Прямая кромочная (обгонная или торцевая) фреза применяется при чистовой обработке торцов заготовки или создания идеального угла в 90 между пластью детали и ее кромкой (торцом). Подшипник может быть установлен в верхней или нижней части инструмента.
Кроме функции торцевания, оснастку с верхним подшипником можно использовать как пазовую и прорезать паз прямоугольного сечения на пласти заготовки, конечно же, используя шаблон определенной высоты. Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки.
Фреза “кукуруза”
Фреза кукуруза также является кромочной. Основное ее предназначение – это шлифовка и выравнивание краев заготовки по шаблону. Благодаря особому расположению ножей (по спирали) обеспечивается легкое удаление стружки и плавный ход инструмента.
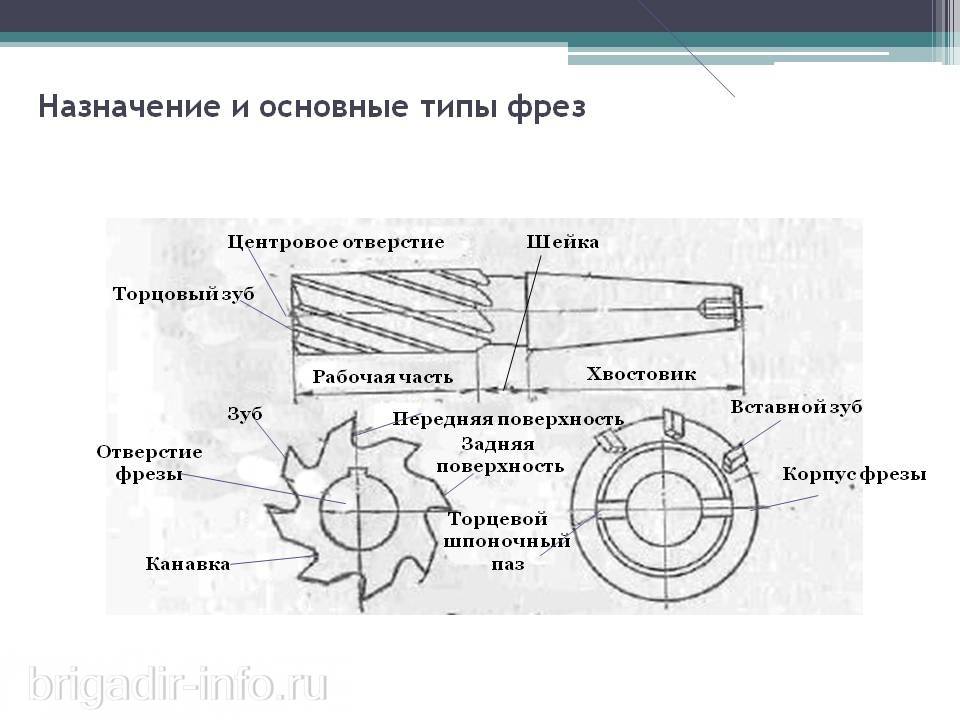
Что такое фреза, каково назначение этого режущего элемента
Ручной фрезер представляет собой удобный и эффективный инструмент, предназначенный для обработки пиломатериалов, в том числе фасонных, а также плоских поверхностей. Кроме этого данное устройство подходит для формирования различных технологических выемок, например, пазов, гребней, углублений под установку петель. Для этого достаточно купить фрезы соответствующей конфигурации. Каждый такой элемент обладает индивидуальными конструкционными особенностями и используется для выполнения определенных функций.







Сегодня не представляет никаких проблем приобрести как сам ручной фрезер, так и рабочие насадки, превращающие такое устройство во многофункциональное оборудование
Назначение ручной фрезы по дереву:
- Кромочная обработка – предполагается использование фрезы для сращивания древесины для ручного фрезера, когда требуется соединить между собой различные заготовки путем соединения шип/паз.
- Врезка петель и прочей фурнитуры.
- Декорирование – в этом случае фрезы используются для формирования на поверхности плоских изделий объемных форм, а также для изготовления деревянных заготовок со сложной конфигурацией.
Профессионалы знают десятки вариантов использования фрез на ручном фрезере. Однако чтобы правильно определиться с выбором режущих деталей для инструмента, желательно изучить официальную классификацию существующих изделий. Разобравшись, какими бывают фрезы и особенности их использования, сделать выбор будет гораздо легче.
В первую очередь нужно обратить внимание на единицу измерения диаметра хвостовика. Для этого могут использоваться миллиметры или дюймы
Единица измерения зависит от типа цанг, которые включены в комплектацию фрезера. Эти компоненты предназначены для зажима хвостовика. Если размер исчисляется в миллиметрах, то самыми распространенными вариантами будут изделия диаметром 6, 12 и 8 мм. Если же в качестве единицы измерения взяты дюймы, в этом случае можно будет купить фрезы для ручного фрезера всего двух размеров — ½ и ¼.
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
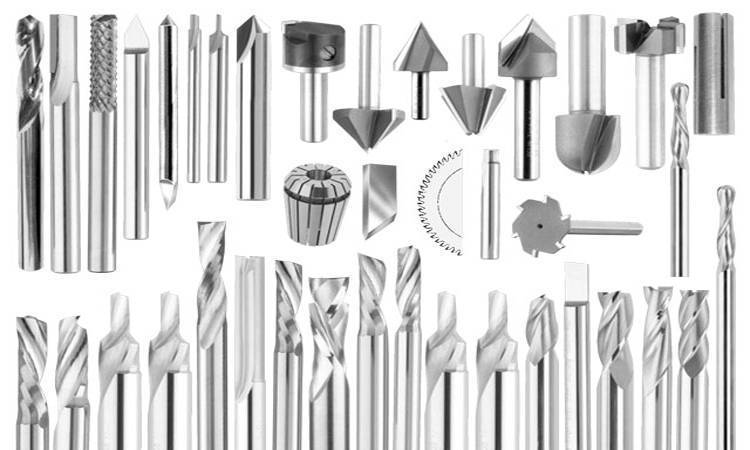
Виды фрез для ручного фрезера по дереву: типы конструкций
На рынке представлены десятки вариантов изделий с различным назначением и стоимостью. Если рассматривать конструкционные особенности режущих элементов, можно выделить следующие виды фрез по дереву для ручного фрезера:
- Сборные – имеют вид болванки с приваренными режущими кромками. Эти фрезы очень просты в изготовлении, поэтому большинство изделий, представленных на рынке, имеют подобную конструкцию.
- Со сменными кромками – изделия укомплектованы сменными режущими кромками, имеющими двухстороннюю заточку. Когда нож с одной стороны затупляется, фрезу можно перевернуть и использовать дальше.
- Монолитные — фрезы, в основании которых выточены режущие кромки. Они редко ломаются, однако после нескольких заточек деталь придется сменить.
С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
Виды фрез по дереву: классификация изделий по типу лезвий
Фрезы могут иметь вертикальное, спиральное или наклонное расположение лезвий. Изделия с прямыми кромками будут срубаться с заготовки кусочки древесины, что увеличивает вероятность того, что в процессе нарезки появятся сколы. В результате этого существенно снижается качество фрезеровки. С наклонными лезвиями такого не происходит.
Потребители могут купить фрезы по дереву с двумя типами лезвий:
- Быстрорежущими (HM) – применяются на поверхностях, выполненных из древесины мягких пород.
- Твердосплавными (HSS) – используются для обработки твердых поверхностей.
Изделия с твердосплавными лезвиями имеют более высокий температурный коэффициент и обладают улучшенными характеристиками, что сказывается на их стоимости.
Фрезы по дереву из твердосплавных пластин используются преимущественно для обработки твердой древесины
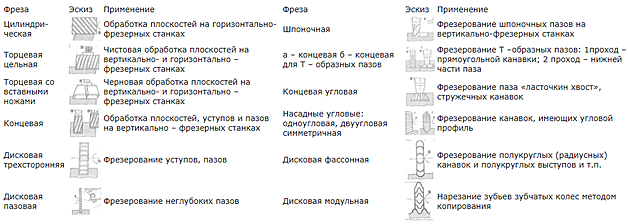
Обзор видов
По типу и конструкции зуба
Фрезы подразделяются по признакам направления зубьев на правый и левый тип. Установить принадлежность к той или другой группе помогает ход винтовой линии на рабочей грани. Также стоит отметить, что для ручного фрезера применяют модели с равномерным либо неравномерным выставлением рабочего блока. Чаще всего предусматривается единственный угловой шаг, а прорезающие кромки расставляются равномерно по отношению к общей оси, но бывают и исключения; они нужны главным образом при работе на станках, подверженных сильной вибрации.
По материалу
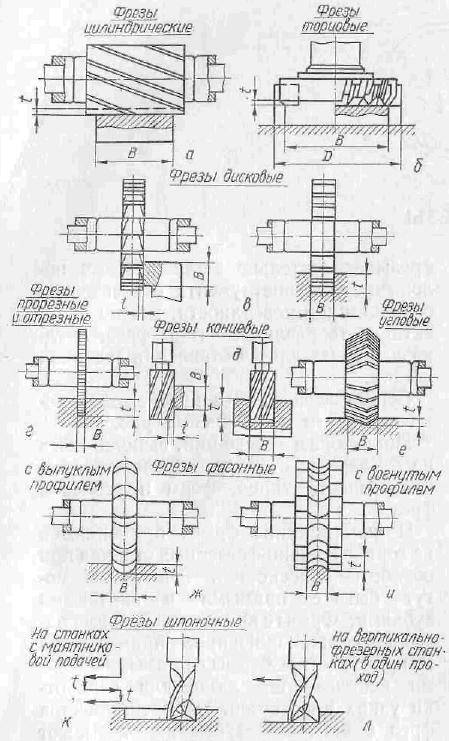
Основные цилиндрические фрезы могут быть изготовлены из:
- углеродистой стали;
- твердого сплава;
- быстрорежущего сплава;
- стали легированных марок.
Кроме того, углеродистая сталь приемлема лишь для фрез небольшой величины. Что касается твердых сплавов, то наряду с более известными их вариантами в последние годы на рынке все чаще фигурируют сочетания с карбидом тантала.
Часть инженеров экспериментирует со специальными пластинками, которые не требуется перетачивать. А вот пластинки с износостойким покрытием — это наиболее современный вариант, и пока что он еще освоен недостаточно. Использование таких моделей сопряжено с изрядным риском. Более широко применяются быстрорежущие стали хорошо зарекомендовавших себя марок:
- Р9;
- Р12;
- Р18.
В последнее время разработчики таких соединений стараются минимизировать концентрацию вольфрама и поднимать насыщение углеродом. Это позволяет добиться оптимального соотношения технических и экономических показателей готовой продукции. Но разница касается не только используемых материалов.
Режим прореза для металлического и деревянного изделий совершенно отличается. Скорость работы даже с самой прочной древесиной, включая и железное дерево, куда выше скорости прореза наиболее «мягких» металлов. Разница касается и тех металлов (сплавов), на основе которых делается инструмент. Также не совпадают и углы заточки зубцов. Все, кто хоть раз пытались обрабатывать дерево «металлическим» приспособлением, получали обескураживающий результат; противоположная попытка неизменно вела и ведет только к поломке изделия при касании.
Отдельная важная тема — насадная фреза. В основном подобные приспособления находят применение в работах по дереву. Но встречаются и модели, рассчитанные на металлообработку. Оба класса обеспечивают как «плоскую», так и «профильную» обработку материала. В столярном производстве насадными фрезами пользуются, чтобы получать плинтусы, наличники и некоторые другие полезные конструкции.
С их помощью обрабатывают как закрытые пленками или пластиками, так и не имеющие дополнительной облицовки заготовки. Допускается применение и на обычном фрезерном, и на четырехстороннем станке. Возможна успешная работа с древесиной всех групп твердости. Но и на этом типе доступные потребителю варианты не заканчиваются. Модульные цилиндрические фрезы технически сложны.









Их технологический расчет и адаптацию под конкретную работу могут выполнить только опытные инженеры с солидными знаниями. Обычно на изготовление модульной фрезы пускают стали Р6М5 и Р18. Чаще всего производственники стараются использовать 8-15 наиболее ходовых размерных позиций этого инструмента. Он находит широкое применение в металлообработке при производстве различных колес и других похожих изделий.
Отдельно стоит цилиндрическая фреза типа закругленный цилиндр. Преимущественно закругляют конец такого изделия. Но любопытно, что подобные модели, в том числе и корундовые, применяют скорее для маникюра, а не в серьезном промышленном производстве. Технология их получения подразумевает запекание корундового порошка на полимерной основе
Важное преимущество — щадящее исполнение, которое не сказывается отрицательно на обрабатываемой коже и ногтях, в отличие от многих других внешне похожих приспособлений
Как настроить инструмент?
Как упоминалось выше, для начала необходимо определиться с глубиной среза, для этого предназначен подъемный механизм, которым можно соединить основание и электропривод. Чтобы настроить параметры, необходимо выставить нужное расстояние от шайбы до штифта, они находятся возле мотора.
У станка есть прямолинейная направляющая, которая обеспечивает выдержку во время перемещения заготовок. На рынке предлагаются модели с комплектацией круговой направляющей для работы с окружностями. Если речь идет о небольших габаритах, оборудование оснащено технологическими отверстиями, куда устанавливается штифт на нужном расстоянии.


С каким бы оборудованием ни работал мастер, он знает, что первым делом необходимо наладить установку, чтобы потом начать процесс. В случае с фрезой необходимо снять предохранительную гайку с зажимной цангой, чтобы осуществить контрольную нарезку, запустив оснащение. Винты должны быть хорошо зажатыми, то же касается резьбовых деталей. Убедитесь, что на инструменте нет излишков защитной смазки, это может помешать обработке заготовок.
Частой ошибкой новичков является неумение крепко держать аппарат в руках, либо они делают это слишком усердно. Необходимо надежно, но не сильно направлять фрезер в нужном направлении и делать это плавно, чтобы получить желаемый результат. На поворотах нельзя замедляться, так как станок нагревается во время процесса и может оставить на древесине прожиг.
Пазовые фрезы
Часто требуется провести работу по образованию пазов. Применяемая пазовая фреза по дереву может иметь различную форму, классификация выглядит следующим образом:
Галтельные зачастую приобретают для получения пазов полукруглой формы. Они также весьма распространены, могут иметь различную форму и размеры. Чаще всего этот вариант исполнения применяется для декоративной отделки кромок и торцов. Зачастую при создании продукции наносятся сложные рисунки.
Конические сегодня получили весьма широкое распространение, так как могут применяться для получения резьбовых витков с различными параметрами. Подобные фрезы для дерева также изготавливаются при применении самых различных материалов.
Спиральные. Подобный вариант исполнения во многом напоминает концевые элементы. Ключевой особенностью назовем выраженную режущую кромку, которая расположена со внешней стороны
Если уделить внимание форме режущей поверхности, то она напоминает сверло.
Есть и фрезы пазовые для бруса, которые применяют для получения Т-образного паза.
Пазовые прямые подходят для получения паза, который имеет прямоугольное усечение. В этом случае подшипник может устанавливаться в верхней или нижней части
В большинстве случаев диаметр подшипника совпадает с диаметром инструмента. За счет этого он расположен заподлицо с режущей кромки. Существенно расширить область применения механизма можно за счет установки подшипника с большим или меньшим диаметром.
Комбинированные могут использоваться для получения соединительных элементов. Примером можно назвать получение шипа и паза. Стоит учитывать, что комбинированные варианты исполнения получили широкое распространение. За счет одного прохода получается оба требующихся профиля. Именно поэтому получаемое соединение характеризуется высокой надежностью. Однако, усложнение подобной оснастки для фрезера становится причиной увеличения стоимости.
Фреза по дереву чаще всего изготовлены в монолитном виде. Однако, встречаются также варианты исполнения со сменной режущей кромкой.
Копировальные и прямые сегодня встречаются крайне редко, но некоторые производители все же включают их в набор. Подшипник может быть расположен самым различным образом, классификация проводится по типу и количеству режущих кромок, их размеры

Галтельные насадки сегодня встречаются крайне часто, основная часть имеет закругленную форму. При применении подобного варианта исполнения можно получить паз формы «U». За счет этого углы скругляются. Чаще всего подобный паз делают для шпонок при создании различных механизмов из дерева.
Предназначение и устройство станка
Оборудование имеет довольно обширную область применения. С его помощью можно выполнять следующие операции:
- вырезание заготовок из дерева или массива;
- разрез;
- выполнение пазов или отверстий;
- нанесение рисунков высокого уровня сложности;
- строгание;
- обработка кромок и пр.
Благодаря этому одним из наиболее распространенных видов обработки древесины является именно фрезерование.
Конструкция этого типа устройств состоит из таких рабочих элементов:
- Станина. Выступает в качестве каркаса, на котором крепятся все рабочие узлы оборудования, а также подъемный механизм.
- Суппорт. Есть возможность его поднимания или опускания, что обеспечивает мастеру максимально удобное положение оборудования в процессе работы.
- Рабочий стол. На нем располагаются заготовки, необходимые при выполнении рабочих операций.
- Поворотный шпиндель. Крепится под поверхностью рабочего стола, а его верхняя часть проходит через отверстие, проделанное в столешнице.
- Вал. Используется для передачи мощности от мотора к режущему элементу. Как правило, вал располагается на суппорте.
- Режущий элемент (пила). Представлен в виде специальных ножей, головок для выполнения фрезеровки, дисков или фрез.
Техника безопасности
При работе с вращающимися деталями обязательно следует выполнять определённые требования безопасности. В противном случае травм не избежать.
Правила безопасной работы:
- Запрещается работать без защитных очков. Кусочки дерева могут отлететь в любую сторону и попасть в глаза. В таком случае следует сразу же попросить кого-нибудь осмотреть поражённую область и вытащить опилки, если необходимо. Если боль не проходит, то надо обратиться к врачу.
- Нельзя при работе смахивать опилки с поверхности голыми руками, поскольку так можно получить занозу. Следует взять любую тряпку и смахнуть дерево ею. А также не рекомендуется сдувать опилки, поскольку они могут засорить глаза близко стоящего человека.
- Устранять стружку с насадки можно исключительно после того, как инструмент будет обесточен.
- Рукава должны быть хорошо застёгнуты, поскольку болтающиеся части одежды могут быть затянуты вращающейся частью оборудования.
Пренебрегать техникой безопасности нельзя, ведь от этого зависит безопасность оператора, а иногда и жизнь.
Как видно, имеется большое количество насадок. Каждая предназначается для выполнения определённой работы
Именно поэтому так важно обладать полной информацией перед покупкой








Originally posted 2018-03-28 14:59:37.
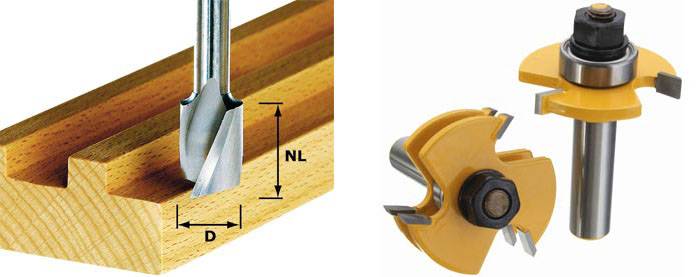
Диаметр хвостовика
Без надёжного хвостовика фреза отвалится. Максимальный диаметр хвостовика (и сечение поперечного разреза) определяют, насколько прочно будет держаться резак, не переломится ли он по оси, прежде чем рабочая часть инструмента затупится, или и вовсе потеряет свои ножи.
Хвостовики выполняются в виде конических и цилиндрических элементов. Встречаются и хвостовики с небольшой проточкой, исключающей проскальзывание резака в патроне. Проточек бывает не менее 2-х. Если выточить одну, то патрон и редуктор из-за расцентровки значительно раньше, чем заявлено производителем станка, выйдут из строя. Подшипник, используемый как упор, после износа легко поменять на новый такой же. Распространены фрезы с диаметром хвостовика в 6, 8, 10 и 12 мм.
Длина хвостовика достигает нескольких сантиметров – например, она составляет 90 мм. Высокомощные, высокопроизводительные фрезы с алмазным напылением, применяемые на производственном фрезеровальном конвейере, имеют диаметр хвостовика до 10 и более сантиметров за счёт масштабности работ, идущих в непрерывном и круглосуточном потоке.





