Подготовка к работе
Перед тем как производить сварку металла инвертором, требуется подготовить рабочее место, электроды, оборудование. Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Электроды выбираются в зависимости от того какие металлы нужно сваривать и какой они толщины. На упаковках с расходными материалами указывается для какого материала они предназначены.
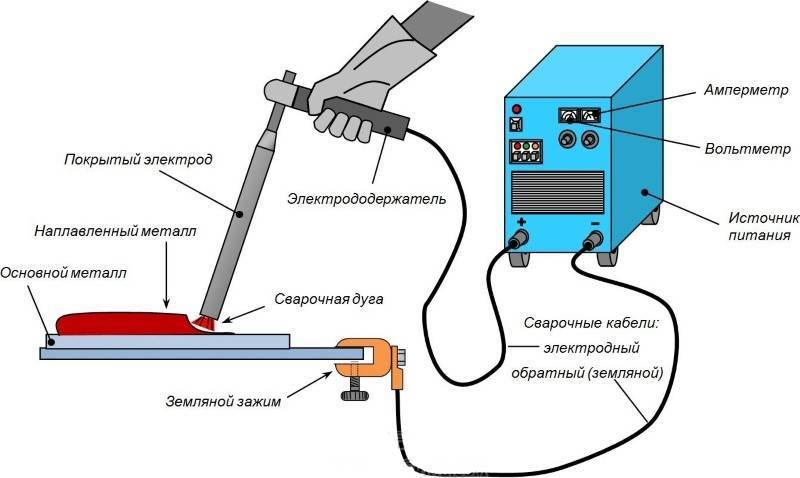
После выбора электродов и подготовки рабочего места, требуется подключить оборудование. Из инвертора выходит два кабеля. Один представляет собой массу и имеет «металлический крокодил» на конце. Он прицепляется на обрабатываемую деталь или к металлическому столу. Второй кабель представляет зажим для электрода.
Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
Недостатки:
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.
Что представляет собой инвертор
 Сейчас есть широкий ассортимент инверторных сварочных аппаратов, которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить — это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сейчас есть широкий ассортимент инверторных сварочных аппаратов, которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить — это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сначала преобразование в ток с высокочастотными характеристиками, а после — в постоянный ток, при этом коэффициент полезного действия (КПД) достигает около 90%. Практически все инверторные аппараты предназначены для бытового применения и рассчитаны на напряжение в 220 В. Ими лучше всего варить электродами диаметром от 2 мм до 4 мм. Немаловажным плюсом такой дуговой сварки для начинающих является сравнительная простота розжига и удержания дуги.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором для начинающих, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретный состав металла.
Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и варить их электродами, к примеру ОК-46 или УОНИИ 13/55, диаметром 3 –4 мм.
Электроды УОНИИ
Схема подключения инвертора, полярность
Общая схема выглядит примерно так – розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода.
Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
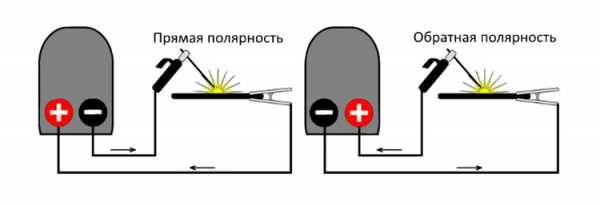
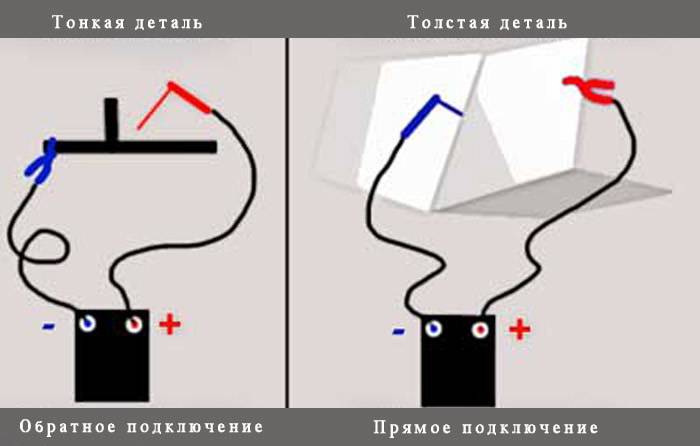
Существует два варианта подключения: прямая полярность (масса +, рукоять -) и обратная полярность (масса -, рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл.
Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
Подключение сварочного инвертора к сети
Подготовка металла
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
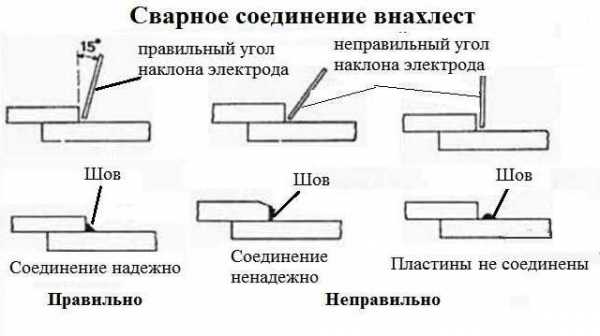
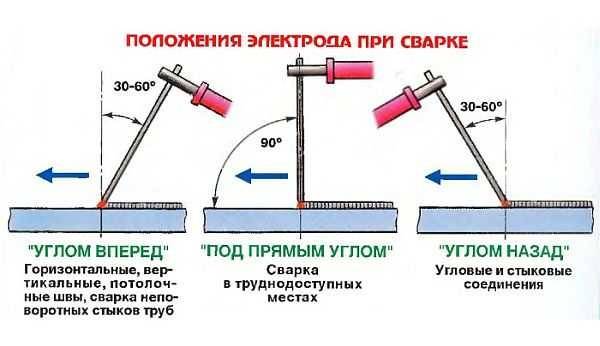
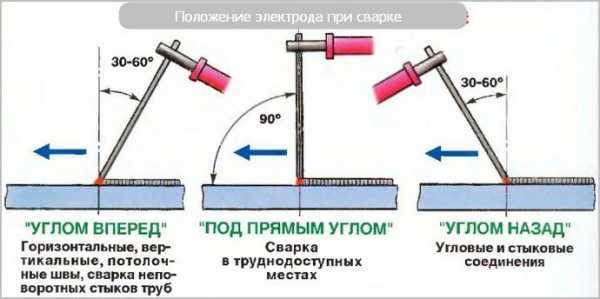
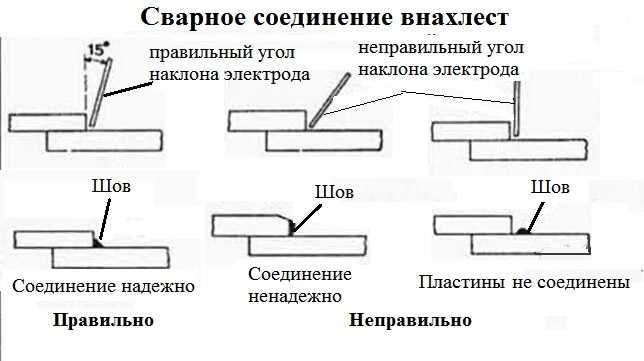
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;
- тавровые;
- торцовые;
- нахлесточные.
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем – «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.
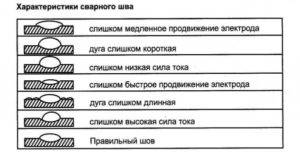
Выбор силы тока при сварке электродом
Советы и возможные ошибки
Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
Важно взять за привычку очищать от ржавчины и налета места соединения.
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.
Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.





 Инверторный сварочный аппарат
Инверторный сварочный аппарат
Основы сварки инвертором
Для сваривания металлических конструкций при помощи инвертора, нужно понимать особенности процесса сварки, разбираться в его функциональности. Следует ознакомиться с теоретическими данными и только после этого переходить к практике и нарабатывать опыт.
Сварка инвертором для начинающих
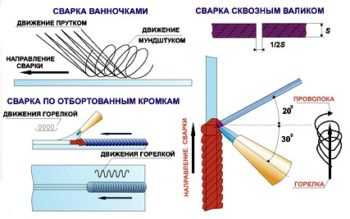
Для начинающих сварщиков важно правильно отточить перемещения электрода над поверхностью свариваемых металлов и понять, как подбирать ток, чтобы формировать качественный шов. Нужно взять несколько заготовок и потренироваться на них создавать шов с использованием различных электродов
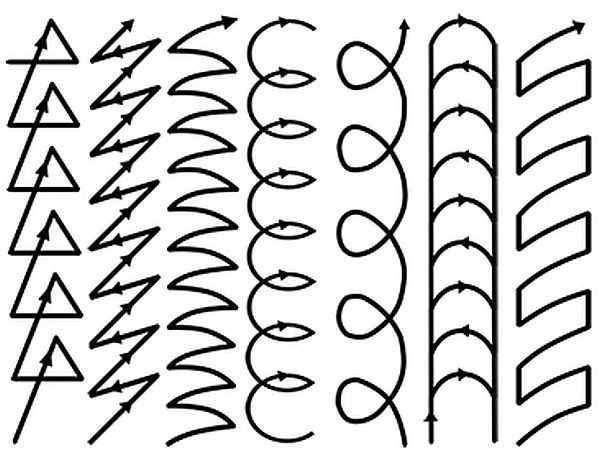
Основной нюанс — описывать электродом простые зигзаги, круги или ёлочки так, чтобы высота шва и ширина была одинаковой по всей длине.
Стандартные схемы перемещения электрода для создания надёжных сварных швов.
Сварщик надо владеть техникой формирования швов на уровне автоматизма. Рука должна плавно и равномерно перемещать электрод на одинаковой высоте от поверхности заготовок
Не менее важно понять, какие свойства металл приобретает в различных сварных ваннах
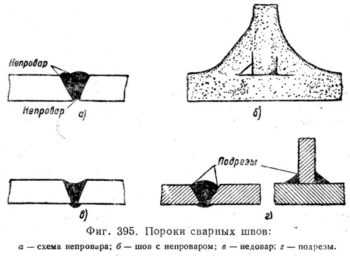
На этапе оттачивания автоматизма следует не забывать о том, что не нужно допускать прогаров, неполного проплавления, разбрызгивания металла.
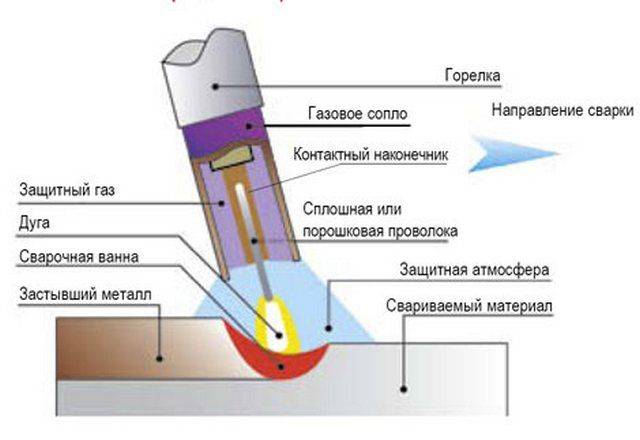
Как при сварке образуется шов
 Так выглядит шов при сварке инвертором
Так выглядит шов при сварке инвертором
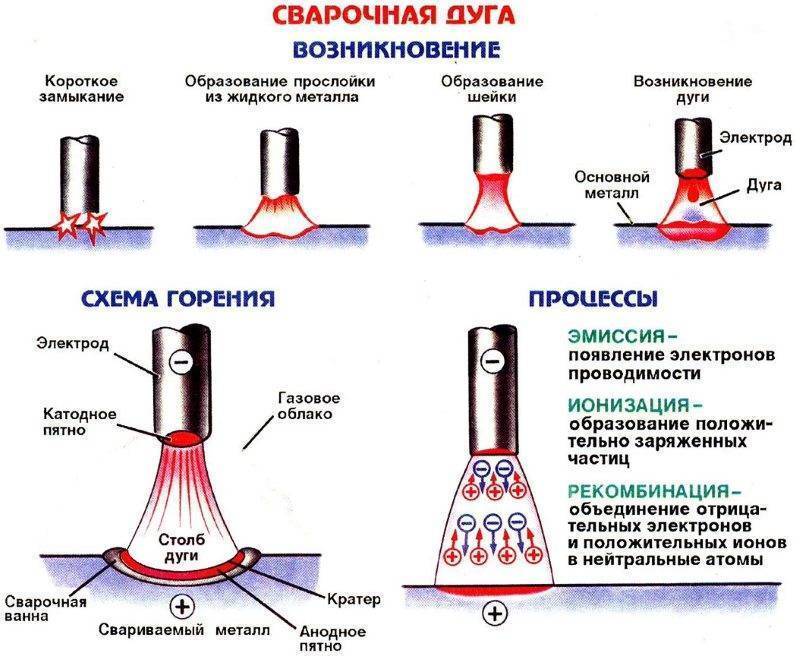
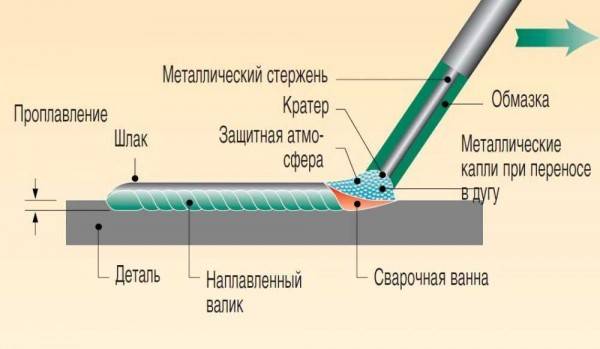
Сварной шов образуется в месте формирования дуги, которая создаётся вблизи контакта электрода и металлических частей. При подаче тока в определённом диапазоне величин между электродом и поверхностью металла, подсоединённого к одной из клемм инвертора, формируется дуга с высокой температурой горения. Именно она заставляет проплавляться металл и создавать шов после остывания.
Обмазка электродов содержит определённый химический состав, который при нагреве частично плавится и испаряется. Испаренная часть вокруг дуги образует особую атмосферу, препятствующую контакту металла с кислородом. Благодаря этому соединение получается по прочности сравнимое с литыми конструкциями. Несгоревшие компоненты обмазки остаются на поверхности деталей и подлежат после остывания удалению путём зачистки щёткой или оббивания молотком.
Как правильно выбрать сварочный инвертор и электроды для него
Правильно подобранные электроды играют большую роль в формировании качественного и надежного сварного соединения. Научиться выбирать их невозможно по видео, для этого следует придерживаться общепринятых рекомендаций и следующих принципов.
- При работе со средне- и низкоуглеродистыми сталями используют углеродистые электроды.
- Легированные стали варят при помощи электродов, выпускаемых по ГОСТ 10052-75 и 9466-75.
- Для сварки изделий из чугуна применяют изделия марки ОЗЧ-2.
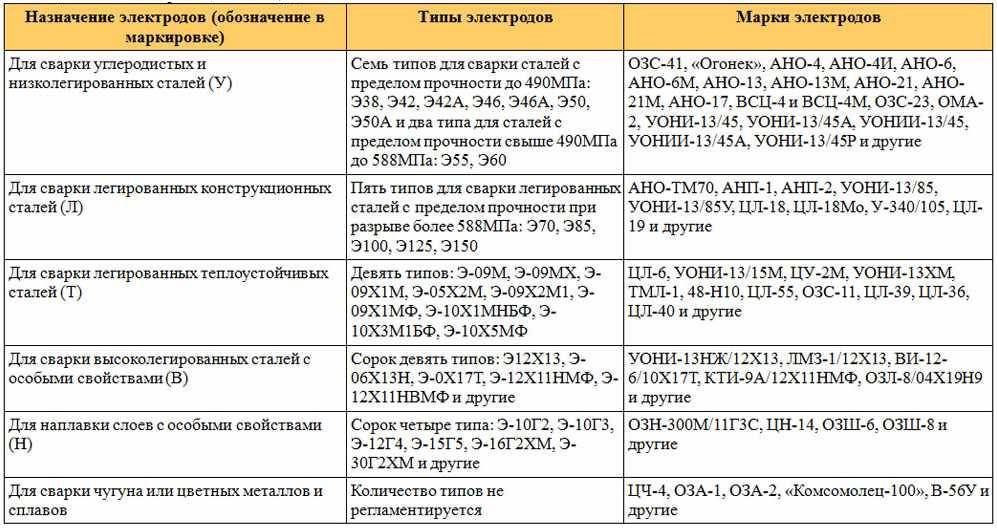
Классификация электродов по тину и назначению (нажмите для увеличения)
Если вы собираетесь приобрести сварочный инвертор для использования в домашней мастерской, на приусадебном участке или на даче, придерживайтесь следующих рекомендаций.
- Максимальное значение сварочного тока – 160–200 А. Лучше сразу приобрести аппарат, у которого это значение может быть достаточно высоким, потому что оборудование с более скромными параметрами не даст вам возможность варить детали большой толщины.
- Напряжение холостого хода не должно превышать величины 90 В, лучше выбирать инверторы, у которых данный параметр находится в интервале 50–60 В.
- Продолжительность включения (ПВ) (параметр, который указывает на то, в течение какого времени оборудование может работать без перерыва) лучше выбирать в пределах 40–80%.
Учитывая тот факт, что напряжение в бытовых электрических сетях очень нестабильное и часто характеризуется значительными скачками и падениями, лучше выбирать инвертор, способный работать в широком интервале величины питающего напряжения.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.

Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.

При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.

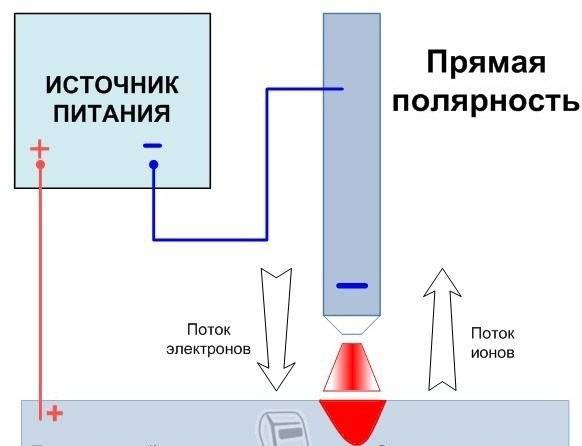



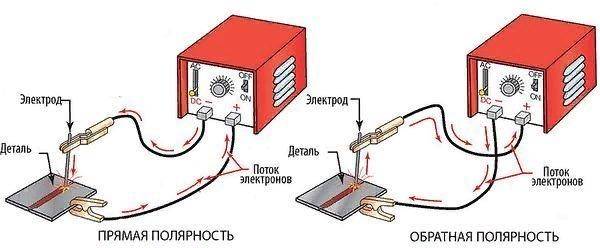


Полярность при сварке инвертором
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.

Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов
И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс». При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.








Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Что такое сварочный инвертор и как он работает
 Сварочный аппарат инверторного типа
Сварочный аппарат инверторного типа
Инвертор представляет собой специальное оборудование, предназначенное для электродной сварки металлических деталей. В отличие от сварочного трансформатора, имеет компактные размеры и относительно небольшую массу.
Простые модели позволяют вручную регулировать ток, подаваемый на электроды, а также ряд типичных предустановок. Профессиональные аппараты предоставляют возможность подстроить параметры горения дуги, создавать собственные настройки и т. д.
Принцип работы инвертора основан на преобразовании переменного тока в постоянный, а затем в высокочастотный, но с малой величиной напряжения (50-70 В). Поскольку в качестве питания используются обычные одно- или трёхфазные электросети, то в них могут возникать скачки напряжений, что недопустимо при сварке. Выбор в пользу постоянного тока решает эту проблему.
Преобразование в постоянный ток решает проблему колебаний напряжений. Также стабильная работа аппарата обеспечивается и при пониженных величинах питания.
Немного о технике безопасности
Будем кратки и не станем разглагольствовать
Самое важное, даже при сварке инвертором, была и остаётся техника безопасности. Наличие маски сварщика, это обязательное условие
Также, варить нужно в одежде из негорючих материалов, которая будет надежно защищать руки и ноги от искр расплавленного металла.
Само собой разумеется, что вблизи места проведения сварочных работ не должно находиться легковоспламеняющихся предметов. Кроме того, не стоит забывать и о том, что домашняя электропроводка должна быть способна выдержать нагрузку от подключения сварочного инвертора.

Примерно это около 4 кВт, если говорить о сварочном токе не более чем в 200 А. И, хотя сварочные инверторы не так сильно нагружают электросеть, как старые трансформаторные аппараты, при пониженном напряжении они могут отказаться работать
Всё это важно учитывать при подготовке к проведению сварочных работ
Основная работа
Типичные электроды для сварки представляют собой металлические стержни с покрытием – обмазкой, прикрывающей место сваривания от взаимодействия с атмосферным кислородом.
При контакте наконечника стержня и металлической конструкции образуется дуга, обмазка начинает гореть и немного расплавляться. Образуется газ, окружающий так называемую сварную ванну. Все это обеспечивает изоляцию от кислорода.
Помимо защиты и образования шлака при работе с инвертором необходимо, чтобы контролировалась и техника сварки. Нужно следить, чтобы происходило достаточное и равномерное прогревание в местах соединения.
Расстояние расплавки от края должно быть одинаковым для обоих элементов. Для этого надо контролировать, чтобы расстояние от наконечника до поверхности было одним и тем же во всем процессе.
При сварке инвертором следует постепенно продвигать держатель электрода, поскольку частички расплавляющегося электродного стержня переносятся дугой в шов.
Стоит также вырисовывать наконечником различные фигурки, способствующие уширению и сплавлению элементов, это могут быть круги, зигзаги, петли, крючки, змейки.
Так как все линии должны быть четко выведенными, то двигать придется умеренно и плавно, причем уверенно. Впоследствии можно самому управлять скоростью по состоянию образовавшейся ванночки.
На помощь начинающим сварщикам
Чтобы облегчить процесс сварки инвертором для начинающих, а также сгладить популярные типичные ошибки новичков в ходе обучения на современных инверторных аппаратах предусмотрены следующие встроенные автоматические функции:
- Для упрощения процедуры первого поджигания дуги встроена система «Hot Start».
- Предотвратить такой неприятный момент для новичков как «залипание» электрода, которое происходит по причине быстрого приближения металлического стержня к рабочей поверхности, поможет функция «Arc Force».
- Если все-таки электрод «залип», для предотвращения перегрева самого аппарата инвертора и отключении сварочного тока, существует функцией «Anti-Stick».
С помощью данных встроенных функций вы сможете быстрее научиться пользоваться инверторным аппаратом для сварки и получить качественные швы уже на первых испытаниях.
Так ли надежна сварка
Со времен появления этого метода соединения двух и более элементов конструкции принято считать его наиболее эффективным и надежным. И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.









Совсем другое дело – сварной шов, который на уровне атомов выполняет скрепление двух и боле элементов. Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
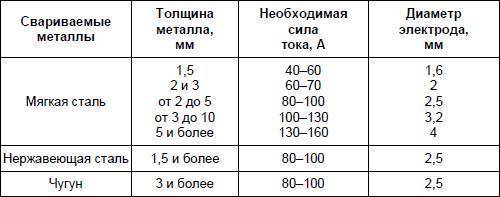
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Пошаговая инструкция по выполнению работ

Подготовительные шаги:
- Шаг первый – для начала следует подготовить рабочее место, убрать помещение от лишних предметов и легкогорючих материалов и жидкостей;
- Предусмотреть нормальное освещение места творческих изысканий.
- Подготовить материал для сваривания и необходимые инструменты.
- Проверить правильность и надежность соединения кабелей в случае использования электрических удлинителей.
Что касается самих работ, то здесь нужно раз и навсегда усвоить последовательность и порядок действий, это должно стать правилом и выработать все движения до автоматизма:
- Сварочные кабели разматываются и расправляются, подключается к гнездам инвертора.
- Свариваемые детали раскладываются, проверяется правильность соединений по возможности закрепляются в тисках или струбцинах.
- Одеваются средства защиты, подготавливается маска.
- Клемма массы – зажим со знаком «плюс» к одной из свариваемых поверхностей.
- Электрод вставляется в держатель.
- Проверяется подключение самого аппарата к электрической сети, без включения клавиши подачи электропитания.
- Включается питание, через 15-20 секунд аппарат готов к работе.
- Электрод подносится к месту предполагаемого шва, защитная маска подносится к лицу, разжигается дуга.
- Легкими движениями формируется образование сварочной ванны, и формируется шов.
При соединении небольших деталей, где шов имеет небольшую длину, рекомендуется не выключать аппарат на время контроля качества и удаления шлакового налета, при больших объемах работы, рекомендуется, несмотря на наличие принудительного охлаждения, выключать инвертор и делать небольшой перерыв.
По окончании работ рекомендуется:
- Убрать руку с держателем, прекратить образование электрической дуги.
- Выключить питание аппарата.
- Дать остыть 3-5 минут шву, и легкими постукиваниями оббить шлак и проконтролировать качество шва – в идеале, он должен быть похож на уложенные чешуйки, как на рыбе – одна должна вроде бы накладываться на другую.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Основные виды и типы марок электродов
Электроды конструктивно состоят из сердечника и защитной оболочки (обмазки). Их составы подбираются индивидуально: материал сердечника должен максимально соответствовать типам свариваемых металлов, а обмазка — обеспечивать оптимальную среду для создания надёжного соединения.
Электроды подразделяются по назначению для сварки следующих металлов:
- сталей углеродистых и легированных;
- сталей нержавеющих;
- цветных металлов.
Типы обмазок по составу бывают такие:
- основные;
- рутиловые;
- кислые;
- целлюлозные;
- смешанные.
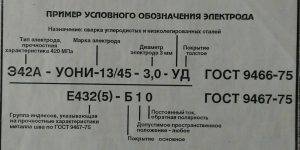 Расшифровка маркировки электрода. Правильное понимание параметров позволит эффективно сваривать металлические конструкции.
Расшифровка маркировки электрода. Правильное понимание параметров позволит эффективно сваривать металлические конструкции.
Для начинающих сварщиков идеально подходят электроды диаметром до 3 мм с основным и рутиловым покрытием. Они позволяют создавать пластичные и прочные швы на основании базовых знаний и навыков.








Оборудование и экипировка

Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках. Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме. Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше. Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги.
- Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используютсякрайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Выбираем, покупаем
Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла





