Особенности соединения трубопроводов с помощью сварки
Соединение отдельных элементов трубопроводных магистралей или бытовых ответвлений выполняется по единым стандартам. Мастер использует специальную аппаратуру, регламентируемую ГОСТом, которая оказывает воздействие на трубу тем или иным способом (в зависимости от конкретного случая).
По типу прилагаемых усилий сварку труб подразделяют на четыре вида:
- термическую;
- термомеханическую;
- механическую;
- холодную.
При термическом методе происходит нагрев краёв трубы. При термомеханическом — соединение труб осуществляется за счёт нагрева специальной проволоки. Механический способ применяется, как правило, в промышленных целях и может осуществляться благодаря силе трения или направленному взрыву. А также существует холодная сварка, которая выполняется с помощью специальных химических составов. Средство наносят на края труб, предназначенных под сварку, и прижимают их, в результате чего через некоторое время образуется довольно прочный шов.
Чаще всего металлические и полимерные трубы соединяются методом термической сварки
Сварка труб разного диаметра производится с использованием специальных проводников. Это может повлиять на надёжность соединения, однако, если всю работу выполнить правильно, то тогда стык будет прочным и герметичным и прослужит долго.
Применение плавящихся и неплавящихся электродов
При соединении труб эффективным методом считается сварка ручным или автоматическим способом. Для ее использования применяют технологию сварки электродами. Процедура включает в себя три основных шага.
- Сначала необходимо подготовить свариваемые детали. Специальной щеткой очистить поверхность от грязи, остатков лака или краски. В противном случае, загрязненные места могут не схватиться, и впоследствии шов будет пропускать и не выдержит должной нагрузки. Также экипировка мастера играет не последнюю роль. Раскаленные искры не должны попадать на оголенную кожу. Требуется защитная одежда, перчатки и маска, предупреждающая повреждение сетчатки глаза. Не ленитесь и не упускайте этой детали в работе с электросваркой. Ваше здоровье – прежде всего.
- После подготовительных работ наступает непосредственно сам процесс сварки. Зажгите дугу и удерживайте ее в стабильном горении. От этого зависит качество шва. Тип стыка мастер выбирает самостоятельно, исходя из качества материала, сложности шва, угла наклона или по другим соображениям.
- Тщательно обработайте место соединения, то есть устраните лишний наплыв металла и проверьте готовый шов на прочность.
Эти «три кита» применяются в сварке любых трубопроводных конструкций. Специалист сам определяет, каким методом заварить шов, от его квалификации зависит долговечность и надежность трубы в дальнейшей эксплуатации.
Описание технологии
При сварке трубопроводов под давлением возможно несколько методик работы:
- заделки отдельных трещин в основном металле или на линии соединения труб;
- доработки некачественно выполненного шва или кольцевой трещины;
- установки вентиля при организации бокового отвода.
Перед началом выполнения сварочных работ необходимо удалить легковоспламеняющиеся предметы. Если убрать мебель невозможно, то следует установить экраны из материала, выдерживающего воздействие раскаленных капель металла.
Устранение свищей
При нарушении технологии сварки или при нерасчетных механических воздействиях возможно образование отверстия (свища). Возникающая течь воды усложняет процедуру ремонта (напор зависит от давления в магистралях). Дальнейшая эксплуатация системы без заделки отверстия приводит к постепенному затапливанию подвального помещения и разрушению линии стыка потоком воды.
Краткий алгоритм заделки вертикальных повреждений:
- Установить аппарат на сухом участке грунта или на подставке.
- Встать напротив поврежденного участка, а затем расположить электрод под прямым углом к поверхности (для предотвращения стока воды по стержню).
- Возбудить дугу и наложить несколько капель металла на верхнюю кромку поврежденного участка.
- Убрать инструмент и нанести несколько ударов молотком по нагретым каплям, заполняя микротрещины.
- Повторить операцию, постепенно спускаясь вниз по трещине.
- Нарастить боковые кромки разлома, добиваясь прекращения фильтрации воды.
- Снизить сварочный ток и нарастить стенку трубы, перемещая инструмент снизу вверх по зигзагообразной траектории.
- Уплотнить материал ударами молотка с одновременным удалением окалины. Зачистить поверхность металлической щеткой и покрыть слоем краски для защиты от коррозии.
Рекомендуем к прочтению Зачем нужен журнал сварочных работ
Работа со стыками
Если магистраль расположена к поверхности грунта и имеется возможность перекрытия воды, то для заделки трещины используют методику частичной разделки стыка. После отключения напора и частичного слива жидкости необходимо вырезать технологическое отверстие в верхней части трубы. Через канал откачивают остатки влаги или укладывают в магистраль ветошь. Затем заваривают поврежденный участок электродом, пропущенным через отверстие.
Рекомендуется провести электросварку за несколько проходов, обеспечивая повышенную надежность. Затем сварщик должен убрать посторонние предметы, которые ограничивали поток воды по трубе. На заключительном этапе необходимо проварить шов по ее внешней поверхности и установить крышку, которая закроет технологическое отверстие. Поскольку выполняется несколько швов, то линии должны перекрывать друг друга, а последняя полоса выводится на монолитную поверхность трубы.

Для получения идеального шва необходимо выполнить все технологические условия.
Врезка в водопровод
При сварке водопроводных труб возможна установка отвода под углом 90°:
- Совместить патрубок с шаровым краном с боковой поверхностью водопроводной трубы. Перед сопряжением необходимо обрезать кромки бокового отвода для плотного контакта между магистралями.
- Зачистить поверхность соединяемых деталей от ржавчины или следов старой краски. При наличии теплоизоляционного покрытия необходимо аккуратно срезать защитный слой.
- Аккуратно проварить стык, не допуская прожога боковой стенки трубы.
- Открыть кран и просверлить отверстие в напорной магистрали. Использовать электрический инструмент не рекомендуется из-за риска попадания воды и поражения мастера током.
- После начала течи жидкости быстро вынуть сверло и перекрыть поток вентилем.
- Смонтировать боковой отвод до требуемой точки, а затем открыть кран.
- Убедиться в отсутствии течи воды, при необходимости дополнительно заварить стыки.
- Покрыть поверхности теплоизоляционным материалом или слоем краски для защиты от воздействия внешних факторов.
Виды сварки труб
Сварка труб может, в зависимости от условий и масштаба работ, производиться различными способами:
- газовая сварка сетей водопровода, теплоснабжения и газовых труб в квартирах жилых домов из полудюймовых стальных труб;
- электродуговая ручная;
- электрическая автоматическая или полуавтоматическая, специальным оборудованием – сварочный автомат или полуавтомат;
- сварка стальных труб и нержавеющих (нержавейки) в среде аргона неплавящимся электродом, по-другому TIG-сварка;
- орбитальная, на специальных автоматах с вольфрамовыми электродами в атмосфере аргона под управлением обучающихся программ компьютера;
- индукционная, при которой металл нагревается электромагнитным полем;
- обсадная, для повышения герметичности соединения.
Отдельное место в сварочных технологиях занимает соединение труб из цветных металлов (алюминиевых, медных и т.д.), металлопластиковых, квадратных и эмалированных труб. Эти работы имеют свои особенности. Для них подбираются специальные электроды или аппараты газовой сварки, а также режимы.
Медные трубы рекомендуется сваривать электродуговым типом в атмосфере азота. Электроды должны быть из вольфрамовой проволоки, в состав обмазки входят раскислители или среда углекислого газа. Тонкостенные трубы для бензопроводов лучше сваривать полуавтоматами. Соединение поли пропиленовых труб производится специальным паяльником.

Они получили заслуженную популярность в последнее десятилетие за упрощенную технику работы с ними, за долговечность и низкую стоимость. Обычно используется приспособление, которое в народе называют «утюг».










Сварочное оборудование для пластмассовых труб стоит в диапазоне примерно от 1000 рублей до 5000 рублей. Но при этом существуют и значительно дорогие аппараты, например, за 60000 рублей. Конечно, промышленные и магистральные трубопроводы варятся по совершенно другой технологии и на другом оборудовании. Ко всем сварочным работам допускаются лишь аттестованные сварщики.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
КЛАССИФИКАЦИЯ ТРУБОПРОВОДОВ
Они подразделяются в зависимости от того, что предстоит перемещать. Трубопроводы бывают промышленными, технологическими (на предприятиях, между ними), магистральными, для подачи горячей и холодной воды, газа и канализационными. Эта специфика определит, на каком материале остановиться: металле, пластике или керамике.
Стыкуют части трубопровода 3-мя способами. Взрывом при трении (механический). Плавлением (это уже термический). Отнесем сюда плазменную, электролучевую и газосварку. Магнитоуправляемой дугой путем контактного стыка (термомеханическим).
Из них выбирают один, исходя из параметров и материала будущей конструкции.
Отметим, что указанные способы – универсальны, соединят трубу любого d . Плавление распространяется на электродуговую и газосварку. К давлению прибегают в газопрессовой сварке, когда холодная, а также контактная и ультразвук. Кстати, механизированная и электродуговая в ручном режиме первенствуют.







Техника и технология ручной дуговой сварки
При строительстве трубопроводов больше половины объема сварочных работ приходится на ручной тип дуговой сварки. Это соединение и отдельных труб и секций в непрерывную нить, и сварка переходов сквозь искусственные и естественные преграды, и сварка захлестов, крановых узлов, катушек, отводов и прочего.
Расход электродов при сварке труб рассчитывается в зависимости от массы наплавленного электродом металла и зависит от марки применяемых электродов.
Технологию такой сварки определяет материал труб, подлежащих соединению. В зависимости от условий эксплуатации и марки стали труб подбирают сварочные материалы.
Затем устанавливают технику и технологию сварки, а также план организации работ, руководствуясь при этом темпами строительства трубопровода. При определенных материалах для сварки технология зависит от толщины стенки и диаметра трубы.
Для трубы, имеющей толщину стенки в пределах до6 ммвключительно требуется наложение минимум 2-х швов, более6 мм– не менее 3 слоев. Основным считается корневой слой шва.
Им следует надежно проплавить кромки соединения труб и образовать обратный валик с усилением и равномерной толщиной, равной 1-3 мм, на внутренней поверхности шва.
Сварка водопроводных труб диаметром свыше 1020 мм, после наложения корневого шва, предполагает произведение подварки слоя внутри трубы в местах непроварки корня, а также подваривают нижнюю четверть окружности стыка.
Заполняющие слои шва должны быть надежно сплавлены между собой и проплавить кромки свариваемых труб. По окончании наложения каждого слоя шва обязательно следует очищать от шлака поверхность шва.
Лицевой шов должен иметь плавные очертания и сопряжение с поверхностью труб, без подрезов и прочих видимых дефектов. Шовное усиление должно быть толщиной 1-3 мм. Ширина разделки должна перекрываться шириной шва на 2-3 ммв обе стороны.
Технология ручной сварки
Существует 3 вида наиболее применяемых схем сварки в зависимости от типа используемых электродов:
- сварка стыка электродом с основным покрытием;
- сварка стыка электродом газозащитного типа;
- сварка горячего прохода и корня шва электродом газозащитного типа, а облицовочного и заполняющего слоев – электродом с основным покрытием.
Теперь, немного о том, как правильно варить трубы.
Сварка электродом с основным покрытием производится с поперечными колебаниями снизу вверх. Амплитуда колебаний зависит от ширины разделения стыка. Поточно-расчлененный метод сварки предполагает выполнение определенного участка шва каждым отдельным сварщиком.
Положение участка шва зависит от числа сварщиков, задействованных на одном стыке одновременно. При сварке труб большого диаметра количество сварщиков может достигать 4-х человек. Если их двое, то сварка должна выполняться снизу от надира вверх по периметру в противоположные стороны.
Последующий слой сварки должен быть смещен от нижней точки окружности трубы на 5-6 см, и так каждый последующий слой относительно начальной точки сварки предыдущего.
Последовательность наложения швов при сварке неповоротных стыков
При применении электродов газозащитного типа, сварка корня шва выполняется без колебательных движений сверху вниз, при этом конец электрода следует опереть на кромки труб, которые необходимо сварить.
Сварка труб электросваркой выполняется постоянным током прямой или обратной полярности холостого хода в источнике питания не меньше 75 В.
Значение силы тока при сварке электродом диаметром 3,25мм не должно превышать 110 А, электродом4 мм– 120-160 А в полувертикальном и нижнем положении, в других положениях – 100-140 А.
Скорость сварки должна поддерживаться на уровне 16-22м/ч.
Сварка труб встык, при соблюдении всех выше изложенных правил и советов, не составит большого труда.
Устранение свища
Как заварить трубу с водой электросваркой с максимальной степенью надежности? Точная инструкция зависит от характера повреждения. Начнем с того, как устранить свищ в водопроводной трубе, то есть круглое отверстие, из которого сочится жидкость.

В таком случае нужно занять позицию, позволяющую четко наблюдать границы повреждения, а электроды держат перпендикулярно основанию, чтобы минимизировать объемы воды, попадающей на них. Работа ведется сверху вниз, пока отверстие полностью не будет скрыто наплавленным металлом.
Порядок действий выглядит следующим образом:
- металл наплавляется на верхнюю часть свища;
- молотком делается 2 удара сразу после того, как дуга погасла. Это способствует уплотнению материала, исключает порообразование;
- цикл повторяется сверху вниз;
- если имеет место истончение стенок по краям отверстия, они усиливаются по методу, описанному выше;
- когда пар перестает сочиться наружу, стенка трубы усиливается. Ток выставляется минимальный, чтобы исключить сквозное прожигание. Постепенно наплавляется нужный объем материала;
- для повышения прочности сформированный шов простукивается.
На этом видео подробно показано, как заварить свищ в трубе (нижнее положение):
Формирование врезки
Сварка под давлением пара может выполняться и в том случае, если нужна установка вспомогательного канала для его отвода.
Установке врезки должен предшествовать монтаж шарового крана. Это поможет не перекрывать систему полностью, но остановить поступление пара или воды на отдельный ее участок, что упростит дальнейшую работу.

Процесс выглядит следующим образом:
- на определенный участок трубопровода подгоняется патрубок, оснащенный шаровым краном и резьбой соответствующего типа;
- наложенная деталь обваривается, при этом сохраняется изначальная целостность трубопровода;
- кран открывается, сквозь него происходит сверление отверстия в основной трубе;
- сверло вытаскивается, подача воды останавливается перекрытием крана;
- монтируется сгон, оснащенный обмоткой, новая ветка трубопровода замыкается;
- кран открывается.
Уровень давления в системе в данном случае может быть любым. При работе следует придерживаться минимального тока, чтобы исключить повреждение главной магистрали.
При подборе диаметра сверла нужно иметь в виду, что сформированное отверстие должно быть достаточно широким для обеспечения эффективной работы новой ветки трубопровода.
Смотрите видео про врезку в стальную водопроводную трубу под давлением:
Заключение
Итак, ответ на вопрос, как заварить трубу отопления или водоснабжения довольно прост. Справиться с задачей может и новичок.
Главное – придерживаться указанных рекомендаций, а также соблюдать технику безопасности, учитывать, что температура транспортируемой среды может быть достаточно высокой. А также использовать средства защиты во избежание ожогов.









Самыми фундаментальными работами при строительстве дома является проведение коммуникаций. Если идет речь об отоплении и водоснабжении, то для надежности лучше произвести все работы самостоятельно – тщательно и без спешки. Освоение процесса и знания, как варить трубы электросваркой, позволят избежать серьезных финансовых затрат и возможных издержек если бы работа была сделана приглашенным работником некачественно.
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется. Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
- Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным
Это роли не играет, важно обеспечить доступ к стыку. Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону
Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Металлические или пластиковые трубы
На самом деле сейчас этот вопрос как никогда актуален. Еще лет 20 назад выбора то по сути и не было, ведь все отопительный системы, да и простой водопровод тоже, строились с использованием металлических труб. Да, размеры их отличались, да и сплавы моментами тоже, но суть это не меняло.

Вы можете посмотреть на фото сварки труб отопления такого типа хоть сейчас, ведь за эти 20-25 лет ничего толком не изменилось, хоть технологии и стали более совершенными.

С другой стороны, раз уж технологии не стоят на месте, то должно было появиться что-то более прогрессивное, чем трубы из стали.

На самом деле все произошло уже давно, еще в конце 90-х начале 2000-х, когда пластиковые трубы начали становиться массовыми.

Работать с металлическими материалами довольно непросто, особенно в домашних условиях – нужны знания, навыки, опыт, нужные инструменты, да и с металлом у вас намного меньше пространство для ошибок.
Даже простая сварка металлических труб, когда нашелся аналог, показалась слишком тяжелой и несовершенной.

Да, у металлических труб все еще есть неоспоримые преимущества, из-за которых их в некоторых местах все еще не перестают использовать.

Прежде всего – рабочие температуры. Как бы не были хороши трубы из пластика, но металл может выдержать более высокие температуры, не говоря уже о физическом воздействии.

Сейчас все центральные системы отопления построены с использованием металлических труб, что вполне нормально.

Стоит отметить, что часть этой ситуации еще связана с тем, что большая часть этих систем прокладывалась еще до популяризации труб из пластика и металлопластика.
Сварка трубопроводов: классификация
Существуют следующие виды сварки трубопроводной арматуры:
- термические;
- термомеханические;
- механические.
Термическая подразумевает сварку путем плавления: газовая, электронно-лучевая дуговая, лазерная, плазменная и прочие.

Схема и описание контактной сварки.
Механическая производится путем взрыва и трения.
В зависимости от носителя, методы сварки подразделяют следующим образом:
- газовая;
- лазерная;
- дуговая;
- плазменная.
От условий формирования соединительного шва различают:
- принудительную;
- свободную.
В соответствии с методами защиты, зоны сварки классифицируют:
- с использованием защитных газов;
- с самозащитной электродной проволокой;
- под флюсом.
Автоматизация и механизация процесса подразделяет сварку на:
- ручную;
- механизированную;
- автоматизированную;
- роботизированную.
Выбор подходящих электродов
Для сварки металлических изделий требуется расходный материал. От его качества зависит надежность швов, герметичность трубопровода. Электрод представляет собой металлический стержень, покрытый специальным составом. Он поддерживает устойчивую электрическую дугу, участвует в формировании сварного соединения.
Стержни классифицируют по типу сердцевины и внешнего покрытия.
На основании первого признака выделяют такие виды расходных материалов:
- С неплавкой сердцевиной. Для изготовления стержня используют вольфрам, уголь или графит.
- С плавящейся вставкой. Сердцевина представляет собой проволоку, сечение которой выбирают в зависимости от технологии сварки.
Рекомендуем к прочтению Как выполняется сварка выпускных коллекторов
На основании типа покрытия электроды делятся на следующие группы:
- С целлюлозной оболочкой (C). Стержни применяют при сварке труб большого диаметра, например, при монтаже водо-, газо-, нефтепроводов.
- С рутилово-кислотным (RA) покрытием. Изделия используют для получения аккуратных сварных швов. Под воздействием электрической дуги соединение покрывается тонким слоем шлака, легко удаляемым механически. RA-электроды используют при прокладке систем отопления и водоснабжения.
- С рутиловым покрытием (RR). При использовании таких стержней получают равномерные швы. Образующийся при работе шлак легко снимается. Стержни этого типа применяют при создании угловых стыков, наваривании дополнительного слоя.
- С рутилово-целлюлозной оболочкой (RC). Такие электроды позволяют соединять элементы трубопровода, лежащие в любой плоскости. Они часто применяются при создании протяженных вертикальных швов.
- С основным покрытием (B). Универсальные стержни используются при сварке любых металлических конструкций, эксплуатирующихся в экстремальных условиях. Соединение не трескается, не разрушается со временем.
Чем проверяется качество сварочных швов во время работы

Чтобы сварные швы получались прочными и долговечными, в процессе сварки нужно обязательно проверять их качество. Специалистами используются ультразвуковые устройства и оборудование, использующее рентгеновские лучи для просмотра внутренних дефектов шва. При правильном использовании, с помощью таких приспособлений можно добиться невероятно качественно сварного соединения. Однако чтобы сделать, например, сварное соединение канализационных труб, необязательно прибегать к такой идеализации. Достаточно отбивать шлаки сварных соединений, заодно проверяя свежий шов на прочность. Опытные сварщики могут на слух определять конечный результат своей работы, простукивая трубы на предмет недопустимых изъянов.









На видео пример сварки пластиковых труб:
Полезные советы от специалистов
Магистральная система водоснабжения, заполненная водой, источник повышенной влажности. Существуют профессиональные секреты, позволяющие проводить работу качественно. Нужно снизить воздействие воды. Этого достигают несколькими способами:
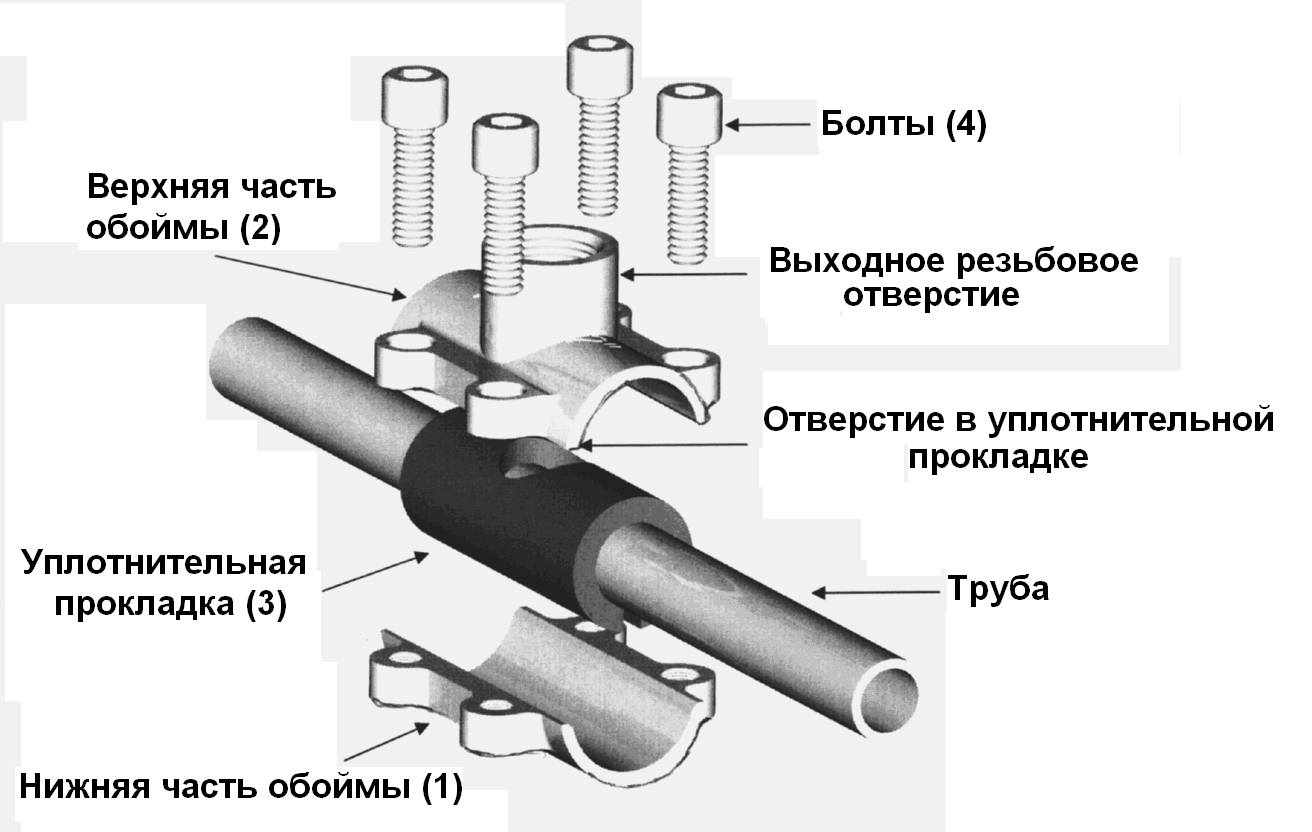
- В свищ вбивают болт соответствующего диаметра с большой шляпкой. Струйка воды уменьшается, образуются только капли. Если свищ круглый, он забьется полностью. Достаточно будет обварить шляпку и наплавить металл вокруг нее. Этот способ подойдет для любого пространственного положения повреждения.
- На свищ накладывают гайку большого размера, течь частично устраняется, вода не попадает на электрод, а вытекает через внутренне отверстие гаки. После этого гайку по внешнему краю обваривают. После этого в нее с использованием фума или вкручивают болт, образуется герметичное соединение, дефект устраняется. Внешний вид трубы становится хуже – это минус, но такой ремонт довольно эффективный, не занимает много времени.
- Увеличивается объем металла, подаваемого в сварочную ванну. Нескольких капель бывает недостаточно. Величина капли зависит от толщины электрода. Иногда дополнительно берут электрод с обчищенной обмазкой. Первый электрод создает дугу, а когда образуется ванна расплава, в держатель вставляют второй, на котором нет обмазки. Объем наплавочного материала увеличивается, дырка быстрее заплавляется.
Учитывая особенности работы с заполненной трубой, можно самостоятельно сделать ремонт сети без сгона воды из системы. Нужно правильно подбирать электроды по типу стержня, виду обмазки, регулировать рабочий режим тока.
Источник
Сваривание труб
Довольно распространенным вопросом можно назвать то, как варить трубы электросваркой. Инверторы и другие приборы характеризуются простотой в применении, а также возможностью точной регулировки выходных параметров. Сварка металлических труб проводится с учетом нижеприведенной информации:
- Стык должен быть непрерывным.
- Начав сварку не нужно останавливаться.
- Все работы должны проводится в несколько слоев, за счет чего обеспечивается герметичность. Количество швов зависит от толщины стенок.
Сварка труб электросваркой должна проводится с контролем получающегося крепления. Кроме этого, сварной шов на трубе своевременно очищается от шлака и других загрязняющих веществ.
Как изготавливаются изделия?
Технологии:
- Применение защитного газа.
Такая технология сварки труб подразумевает несколько типов сварочного процесса:
Таблица разновидностей электродов.
- с применением инертных газов;
- использование активного газа;
- комбинированная подача.
Для работы применяется несколько видов электродов:
- плавящиеся;
- неплавящиеся.
- Сварка профильной трубы.
Эти изделия изготавливаются в основном из углеродистых сталей. Довольно редко можно встретить трубы из нержавеющих материалов. Их соединение происходит по известной технологии:
- электродуговой;
- газовой;
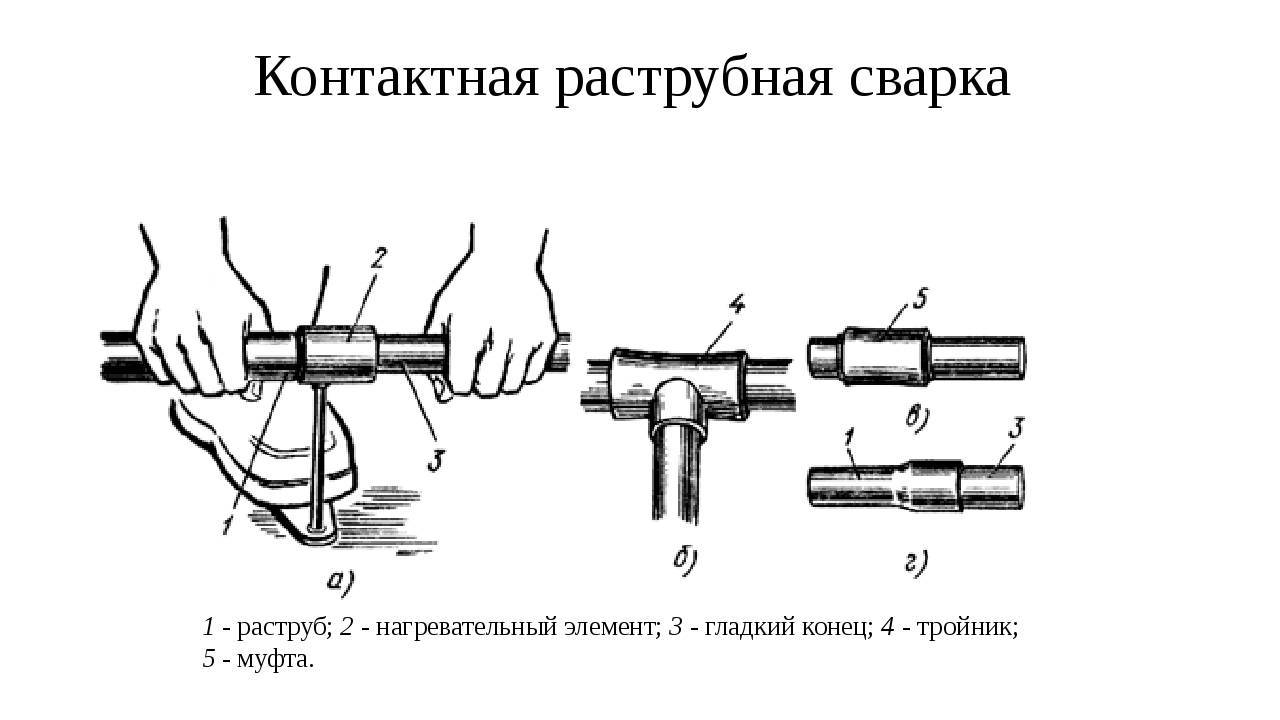
- контактной.
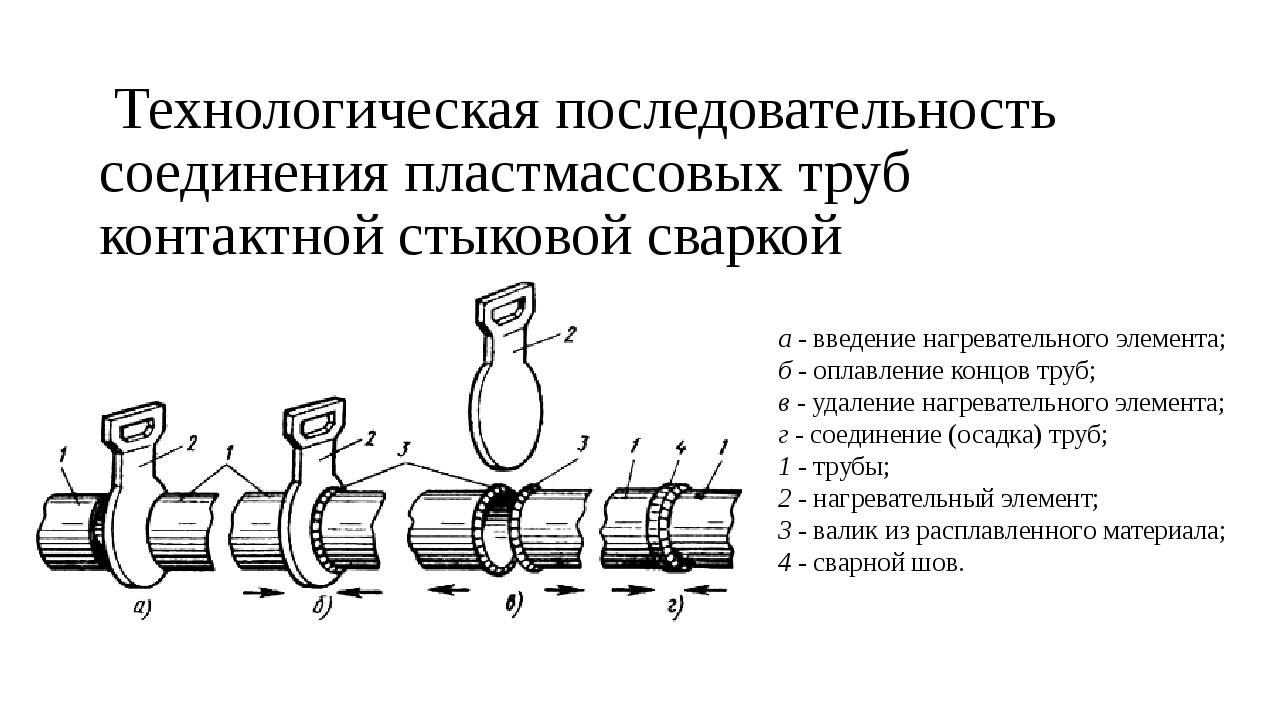
Когда выполняется контактная трубы сварка, поддерживается непрерывное оплавление в автоматическом режиме согласно установленной программе. Диаметр изделия, равный 1450 мм, заваривается за 4 минуты. Полная заварка одного стыка, когда выполняется строительство трубопровода, требует 15 минут.
- Дугоконтактная сварка.
Схема дуговой сварки.
Такая автоматическая сварка отличается методом плавления кромок. При таком способе деталь нагревается дугой, которая вращается с большой скоростью в магнитном поле, непосредственно по торцам свариваемых изделий. Данный способ применяется для строительства трубопроводов небольшого диаметра.
- Орбитальная сварка труб.
Основой технологического процесса считается дуговая сварка, если применяется неплавящийся электрод. Процесс происходит под защитой инертного газа. В основном для этого используют аргон.
Известны смеси газов, дающие возможность повысить скорость сварочного процесса. В результате глубина проникновения становится намного больше, получается отличный сварочный шов. Самыми распространенными являются следующие смеси:
- аргон и водород;
- аргон и гелий.
Пропорции подачи могут быть разными. При выборе газа руководствуются видом материала, а также экономичностью и областью использования детали.
Эта система состоит из двух компонентов:
- источник тока;
- сварочная головка;
- электрод.
Когда возникает необходимость сварки труб с водой
Сварка емкостей или труб, находящихся под напором воды, требуется при:
- обнаружении течи в стыках магистралей после ввода системы водоснабжения в эксплуатацию;
- установке участка трубы с заводским дефектом (например микроскопической трещиной);
- ремонте напорного участка, отвечающего за водоснабжение дома или нескольких зданий;
- сложностях со сливом жидкости из резервуаров (например в наклонных трубах или при монтаже магистралей в низинах);
- длительной процедуре удаления воды из системы из-за повышенного объема (например, экономически нецелесообразно откачивать 10-20 тыс. л жидкости из-за шва длиной 20-30 мм);
- необходимости монтажа дополнительной арматуры (например, для установки ответвления).