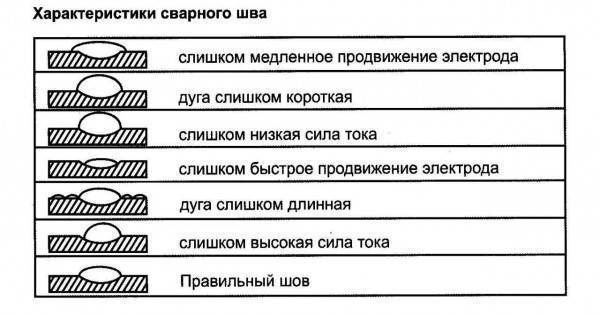
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
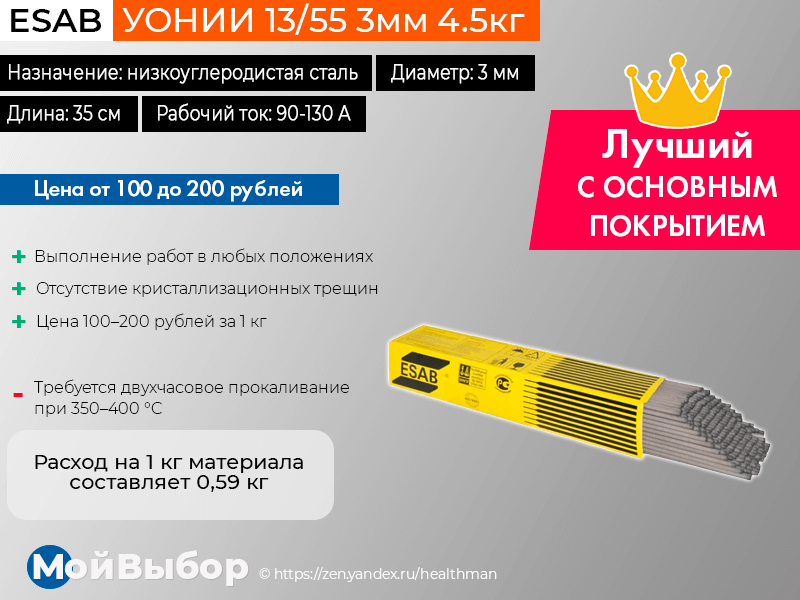
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.







Сварочный электрод какой фирмы выбрать?
Изделия как зарубежных, так и российских фирм показывают высокие характеристики. Наиболее распространены марки сварочных электродов, имеющие большое количество положительных отзывов среди профессиональных и начинающих сварщиков. Самые популярные фирмы, производящие электроды с основным и рутиловым покрытием:
- УОНИ. Продукт УОНИ 13/55 имеет основное покрытие, отличается доступной ценой, обеспечивает надежный шов. Кроме того, оно доступно и популярно, поэтому его легко приобрести в любом соответствующем магазине.
- Kobelco. Изделия этой фирмы также имеют основное покрытие, нуждаются в предварительной прокалке, для удаления лишней влаги. Подходят для сварки труб и серьезных конструкций.
- ESAB-SVEL. Оборудование данной фирмы не нуждается в серьезной прокалке, так как не имеет высокой чувствительности к влаге. Работа может производиться при минимальном токе, что позволяет работать с тонкостенной сталью.
- Lincoln Electric. Электроды этой фирмы недорогие, отличаются быстрым розжигом, образуют шов высокой прочности.
- ОЗЛ-8. Электроды для сварки нержавеющей стали, а также металла с содержанием хрома и никеля. Отличаются высокой стоимостью.
- Resanta МР-3. При отсыревании этого изделия потребуется продолжительная прокалка при средней температуре, иначе качество шва заметно упадет.
Кроме популярных марок электродов, существует многообразие сварочных элементов, имеющих узкую область применения и не использующихся в быту.
В целом же, стоит отметить, что качество образуемого шва, скорость процесса, безопасность и комфорт работы зависят от параметров и характеристик выбранных сварочных электродов. Надежное оборудование гарантирует надежный результат работы, именно поэтому необходимо подбирать его тщательно и ответственно.
Подходящие марки
Решая вопрос, какие электроды выбрать для сварки инвертором, можно глянуть на статистику, которая покажет самые популярные варианты. Среди них имеются:
УОНИ-13 55 – они больше подходят для сварщиков с опытом. Они служат для создания плотного шва, который обладает высокой прочностью. Они могут использоваться даже при низких температурах.

Электроды для сварки инвертором марки УОНИ-13 55
МР-3С – могут стать незаменимым решением в тех случаях, когда к шву выдвигаются высокие требования по качеству. Они подходят для работы постоянным током на обратной полярности и для переменного тока.

Электроды для сварки инвертором марки МР-3С
МР-3 – является универсальной маркой, так как стержень подходит для большинства требуемых операций. Их можно применять в любых условиях, даже если поверхность металла чем-то загрязнена, в том числе и имеет ржавчину. Они хорошо противодействуют влаге и защищают шов от попадания водорода.

Электроды для сварки инвертором марки МР-3
АНО – серия состоит из нескольких марок, но в целом является самой популярной в использовании. Их преимущество состоит в том, что электроды не нужно предварительно прокалывать. Дуга хорошо зажигается как в первый, так и в последующие разы. Качество шва получается достаточно высоким. Подходит для работы новичкам.

Электроды для сварки инвертором марки АНО
Особенности выбора электрода для инвертора в зависимости от режимов свариваемого металла
Задаваясь вопросом, как выбрать электроды для инверторной сварки, следует в первую очередь узнать, что именно придется сваривать. При подборе расходного материала для сталей, следует узнать их состав. Здесь очень важным моментом является уровень их легирования, какие дополнительные элементы входят туда и в каких количествах. Дело в том, что если происходит сварка нержавейки, то после самого процесса, когда сделан неправильный выбор, то сама нержавеющая сталь утрачивает свои антикоррозионные свойства и на месте шва со временем может появляться ржавчина. Чтобы этого не происходило, требуется выбирать электроды, которые будут компенсировать температурные утраты.

Электроды для сварки нержавейки инвертором
Подобные схемы действуют и со сталями с высоким содержанием углерода. Если же в металле наоборот, низкий уровень углерода, то требуется обеспечить дополнительную защиту, чтобы в шов не попал данный элемент, иначе все соединение станет достаточно хрупким. Для работы с чугуном следует использовать специальные расходные материалы, которые направлены именно на этот металл, иначе есть большой риск образования брака.
Каждый из металлов имеет свои особенности в режиме сваривания, из-за разницы в температуре плавления и свойств текучести. Если электроды подбираются из того же состава, то больших проблем с применением не должно быть, так как достаточно лишь выставить указанные параметры, которые подходят для нужного положения и начинать работу. Таким образом, рассматривая какие электроды лучше для инвертора, следует учитывать вышеперечисленные факторы
Основные режимы и нюансы применения
Выбрав, какие электроды лучше для инверторного сварочного аппарата, следует ознакомиться с режимами их применения. Здесь приведены параметр тока для всех положений у самых распространенных моделей:
МР-3С
| Величина диаметра, мм | Сила тока, А | Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
АНО-21
| Величина диаметра, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 2 | 50…90 | 50…70 | 70…90 |
| 2,5 | 60…110 | 60…90 | 80…100 |
| 3 | 90…140 | 80…100 | 100…130 |
МР-3
| Диаметр электрода, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 3 | 100…140 | 80…100 | 80…110 |
| 4 | 160…220 | 140…180 | 140…180 |
| 5 | 180…260 | 160…200 | – |
УОНИ-13 55
| Величина диаметра, мм | Положение | ||
| Нижний шов | Вертикальный шов | Потолочный шов | |
| 2 | 40…60 | 40…65 | 40…70 |
| 2.5 | 70…85 | 60…75 | 60…80 |
| 3 | 80…95 | 70…90 | 70…90 |
| 4 | 130…150 | 130…140 | 130…140 |
| 5 | 180…210 | 160…180 | |
| 6 | 210…290 |
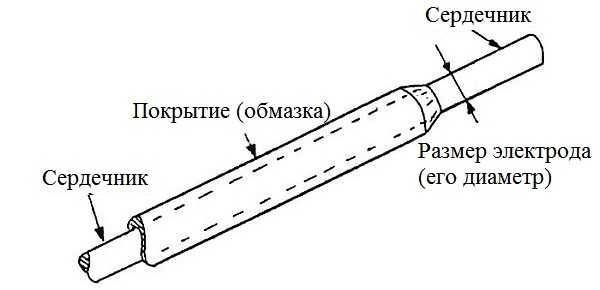
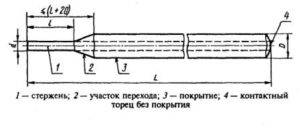
Как наносится покрытие
Как уже было сказано выше, толщина покрытия непосредственно зависит от диаметра самого стержня. Для нанесения такого покрытия могут использоваться различные технологии. Нанесение обмазки выполняется при их изготовлении с помощью специального оборудования. Такое оборудование работает в полностью автоматическом режиме, что позволяет повысить качество нанесения покрытия на электроды. Твердые элементы в составе обмазки могут размалываться, и наноситься дополнительно на вязкую основу обмазки. Для обеспечения единой фракции таких твердых компонентов их просеивают через специальные фильтры, и лишь после этого выполняется их нанесение на поверхность наплавочного материала. В отдельных случаях при нанесении обмазки готовый состав предварительно обжигают, что позволяет удалить серу, которая может ухудшить качество сварного соединения. На последнем этапе нанесения покрытия станок окунает стержни в приготовленную смесь, и на выходе мы получаем равномерный слой обмазки.
Рекомендации при выборе
Существенной разницы в выборе электродов для инвертора и трансформаторного типа сварки нет
В первую очередь, чтобы выбрать для сварки лучший электрод, следует обращать внимание на коэффициент наплавки, упаковку (обязательно удостоверьтесь в оригинальности), хранение, расход, а также проверить сертификат качества и лицензию производителя
Коэффициент наплавки определяется соотношением содержания в стержне полезного (чистого) металла. Популярные марки не всегда могут похвастаться высокими показателями. При нарушении транспортировки, срока и места хранения стержней, портится качество материала.








Какие электроды выбрать для сварки
Электроды марки УОНИ 13/55
Данные изделия применяются для сварочного инвертора с использованием постоянного тока. Они хорошо зарекомендовали себя в местах, где требуется особенно высокое качество соединений. Образование сварочной ванны обеспечивает защиту от негативного влияния кислорода, содержащегося в воздухе. Его действие нейтрализуется углекислым газом, выделяемым в процессе горения обмазки.
Некоторые неудобства такая обмазка создает в момент розжига изделия. У молодых сварщиков на это уходит много времени. Возникают трудности и с повторным розжигом из-за сильного затвердевания обмазки, изолирующей кончик металлического стержня. Однако, эти мелкие недостатки компенсируются красивыми швами, без каких-либо отметин от шлака.
Изделия Kobelco LB-52U
Дорогостоящие японские электроды для инвертора, отличающиеся высоким качеством. В одной упаковке помещается 4-5 кг изделий.
Несмотря на высокую цену, они пользуются широким спросом, особенно, когда требуется сварить низкоуглеродистую сталь. Они буквально незаменимы при невозможности двухстороннего проваривания заготовок. Именно эти электроды, используются в работах по соединению трубопроводов. Получаются прочные швы с гарантией качества.
Стержень электрода, как и в предыдущем случае покрыт обмазкой. Перед началом работ изделия требуют прокаливания в температурном режиме до 300 градусов. После удаления влаги горение существенно улучшается, а швы получаются более качественными, как по горизонтали, так и по вертикали. В большинстве случаев работы проводятся с постоянным током. Допускается использование переменного тока, но качество сварки будет несколько снижено.
Марка ОЗЛ-8
Отечественные электроды для сварки, предназначенные для работы со стальными заготовками, содержащими в больших количествах хром и никель. Именно такие электроды выбирают для сваривания нержавеющей стали. Единственным ограничением этих изделий является их использование в аппаратах с постоянным током и подключение по схеме обратной полярностью. За счет этого получается короткая дуга нужной величины.
При соблюдении всех требований технологии, получаются очень прочные швы, не подверженные коррозии
Это очень важно при сваривании деталей, находящихся под постоянными нагрузками
Определенное неудобство доставляет появление шлака в небольшом количестве, который быстро и легко отделяется от поверхности заготовки. При остывании швы не растрескиваются, но следует избегать резкого охлаждения во избежание кристаллизации, снижающей прочность соединения. Перед работой таким электродам требуется прокаливание.

Сварка чугуна электродом в домашних условиях

Полярность при сварке инвертором

Как варить инвертором: советы новичкам

Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом

Сварка нержавейки инвертором

Контактная сварка из инвертора
Лучшие электроды для ручной дуговой сварки со смешанным покрытием ESAB OK 46.00

- материал – металлический сплав;
- назначение – низкоуглеродистая сталь;
- поперечное сечение – 3 мм;
- размер изделия – 35 см;
- сила подводимого тока – 70-140 А;
- сопротивляемость на разрыв – 510 МПа;
- удлинение материала – 28 %;
- значение текучести – 400 МПа;
- время прокаливания – 60 мин;
- температура прокаливания – 70–90 °C.
Продолжает рейтинг электродов для ручной дуговой сварки модель ESAB OK 46.00, на которую напрессована рутилово-целлюлозная оболочка. Она применяется при сварке углеродистых сталей с низкой степенью легирования и пределом текучести 380 МПа. Работа выполняется либо постоянным током обратной полярности, либо переменным током.
Нижний порог рабочего тока 70 А позволяет сваривать изделия с тонкими стенками. Эти электроды не чувствительны к загрязнениям свариваемых поверхностей, таким как ржавчина, оцинковка, грунтование. Шлак, образующийся во время работы, легко счищается. Требуется предварительно прокалить 1 ч при 70–90 °C. Сварка выполняется при подведении тока 70–140 А. Расход на 1 кг материала – 0,51 кг.
Изделия ESAB OK 46.00 покрыты рутилово-целлюлозным материалом. Рекомендуются для сваривания вручную углеродистых сталей с низкой степенью легирования. Работа выполняется постоянным или переменным током после предварительного прокаливания.
Среди преимуществ работы с этими электродами сварщики отмечают мягкую ровную дугу, легкое поджигание, малое количество образующегося шлама. В плюсы также попадает цена 180 рублей. Из минусов выделяют необходимость прокалки, наличие подделок на рынке.

Плюсы:
- выполнение работ в любых положениях;
- сварка при помощи постоянного или переменного тока;
- мягкая ровная дуга;
- образуется малое количество шлама, который несложно счистить;
- цена 180 рублей.
Kobelco LB-52U
Другой вид сварочного электрода, который изготавливается в Японии. Стоит отметить, что эти изделия используются в таких случаях, когда нет возможности работать с двух сторон поверхности, например, при сварке трубопровода.

Вещество очень дорогое, однако качество говорит за себя. Надежность этих электродов оправдана высокой ценой, а также многочисленными работами бывалых специалистов.








Для наибольшей надежность рекомендуется работать под постоянным током, однако использование переменного тоже подходит, но качество тогда будет немного ниже.
Рекомендуем этот вид, если хотите получить идеально ровный шов, при использовании с низкоуглеродистыми видами стали, а также для возможности работы по любым направлениям. В некоторых случаях, когда материал лежит в сыром месте, может потребоваться прокалка до 300 градусов.

AURORA
Китайская компания Aurora, ориентированная на европейский и российский рынки, выпускает инверторы, работающие по технологии MOSFET и IGBT. В каталоге компании представлено 26 аппаратов серий ARC, Maxima, Minion, PRO Inter, Stickmate. Вся продукция сертифицирована по нормам ES, GB и законодательства ЕАЭС (ТР ТС 010/2011 «О безопасности машин и оборудования», ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 020/2011 «Электромагнитная совместимость технических средств»). На аппараты дается гарантия 2 года, оказывается и послегарантийная поддержка. Цена на инверторы в зависимости от мощности и комплектации варьируется от 4000 до 112 000 рублей.
Одна из наиболее популярных моделей — AURORA INTER 160 (10030). Этот сварочный аппарат может использоваться и как бытовой, и как профессиональный. Работает от сети 220 В. Мощность 4,6 кВт, сварочный ток до 160 А. Толщина рабочего электрода 1,6–4 мм. Габариты модели 290х130х200 мм, вес 5,5 кг. Среди отличительных характеристик — пониженное образование брызг, легкий поджиг и горячий старт. В комплект поставки включены кабели с заземляющим зажимом и электрододержателем. Цена: 10 400 рублей.
Что собой представляют электроды?
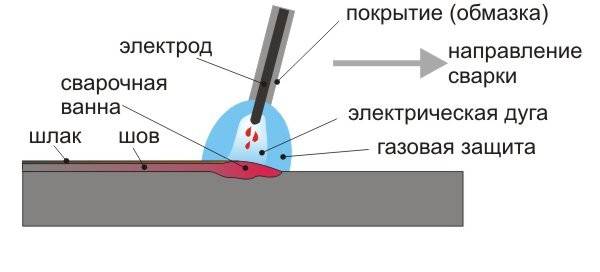
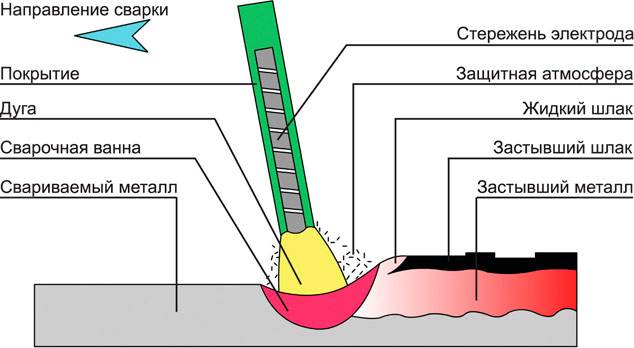
Сварочные электроды представляют собой металлические и неметаллические стержни (сердечники) с химическим покрытием из материала, обладающего электропроводностью. Стержень используется для поддержания сварочной дуги и обеспечения присадочного металла, необходимого для свариваемого соединения. Выбор стержней происходит в соответствии с материалами и аспектами сварочных работ.

Проволока подключается к источнику тока с помощью оборудования. Когда цепь смыкается, создается дуга, которая плавит материал. Оболочка стержня образует газы, которые стабилизируют дугу, противодействуя продувке, предотвращает окисление сварного шва.
Флюсовое покрытие на электродах определяет, как оно будет действовать во время процесса сварки. Поверхностный слой защищает металл от повреждений, стабилизирует дугу. Материал наполнителя получают путем сплавления электродов в форме капель. Защита достигается за счет разложения покрытия в виде газов и в виде жидкого шлака, который плавает над расплавленной ванной, после чего становится твердым. Изделия изготавливаются так, чтобы они находились в допустимых пределах влажности и прочности шва.
https://youtube.com/watch?v=jemAcPldLZY
Лучшие сварочные электроды с целлюлозным покрытием
Особенностью таких стержней является наличие большого количества органических элементов в составе.
При использовании электродов с целлюлозным покрытием достигается высокая скорость проведения работ, легкое отделение шлака, создается газовая защита материала.
Применяются они для сварки магистральных трубопроводов, обработки углеродистых и низколегированных сталей.
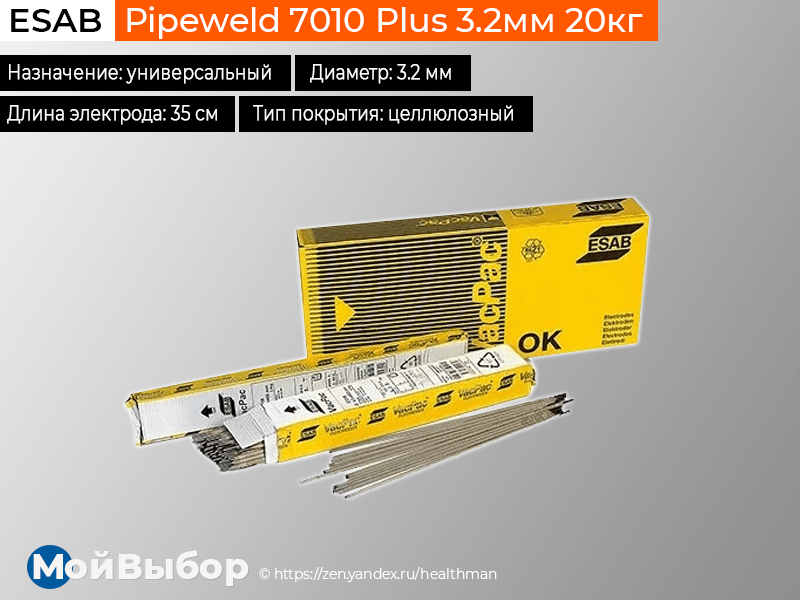
ESAB Pipeweld 6010 Plus
4.9
★★★★★
оценка редакции
94%
покупателей рекомендуют этот товар
К основным достоинствам этих стержней следует отнести удобство контроля сварочной дуги и большую глубину проплавления. Качество шва не зависит от выбранного пространственного положения, поэтому работать со стержнями крайне удобно.
Линейка электродов представлена образцами различного диаметра: 2.5, 3.2, 4 и 5 мм. Это позволяет успешно обрабатывать металл толщиной более 10 миллиметров. Стержни не требуют прокалки перед началом работы.
Достоинства:
- стабильное горение;
- легкое отделение шлака;
- гладкий шов;
- экономичный расход.
Недостатки:
не любят сырости.
ESAB Pipeweld 6010 Plus подойдут для бытового или профессионального использования. Широкий спектр допустимых диаметров позволяет обрабатывать металлы различной толщины.
Кратон J422
4.9
★★★★★
оценка редакции
91%
покупателей рекомендуют этот товар
Электроды отличаются высоким качеством производимого сварочного шва. Они обладают низкой склонностью к образованию пор и трещин, а также высокой прочностью — 420 MПa. Качественное покрытие не подвержено осыпанию даже при деформации.
Покупателю доступны стержни различного диаметра, в том числе 2.5, 3.2 и 4 мм. Это позволяет обрабатывать металл толщиной от 2 до 6 миллиметров. Работу можно вести в любом пространственном положении и при различных температурных условиях.
Достоинства:
- легкость отделения шлака;
- малые потери металла;
- качественный шов;
- низкая цена.
Недостатки:
сложность вторичного зажигания.
Кратон J422 используются для сварки низколегированных сталей. Особенно полезны электроды будут при обработке корневых швов трубопроводов или использовании в труднодоступных местах.
Bohler AWS E6013
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электроды Bohler используются для сварки монтажных или прихваточных швов. Легкое зажигание дуги повышает эффективность работы и способствует экономичному расходу электродов при осуществлении частых остановок.
В продаже присутствуют стержни диаметром 2.5, 3.25, 4 и 5 миллиметров. Максимальное допустимое значение силы сварочного тока составляет 240 А. Это гарантирует качественную обработку металлов толщиной до 20 мм.







Достоинства:
- прочный шов;
- экономичный расход;
- легкость повторного зажигания;
- широкий спектр применения.
Недостатки:
требуют длительного прокаливания.
Bohler AWS E6013 будут полезны как при мелком бытовом ремонте, сварке автомобильного кузова, так и в условиях цехового производства или возведения сооружений.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.

- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.

Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
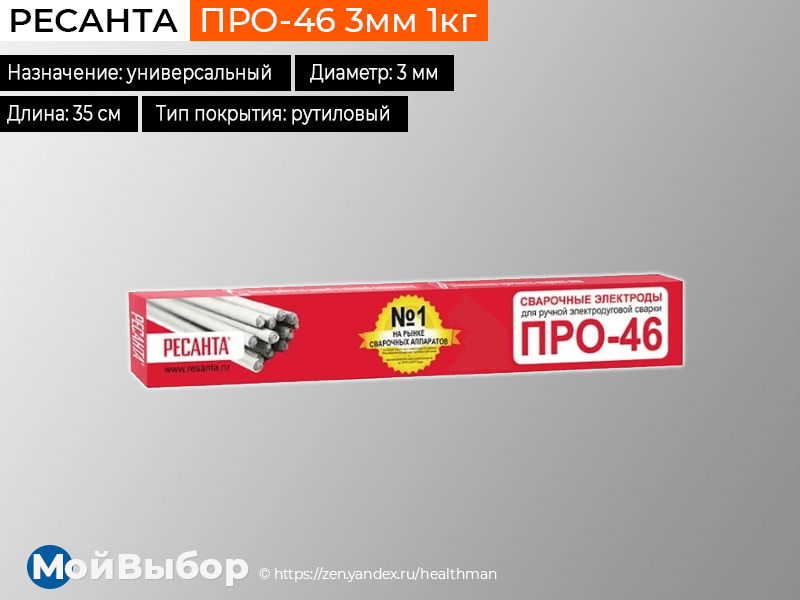
Лучшие сварочные электроды с рутиловым покрытием РЕСАНТА МР-3

- материал – металлический сплав;
- назначение – сталь с массовой долей углерода до 0,25%;
- поперечное сечение – 3 мм;
- размер изделия – 35 см;
- сила подводимого тока – 80–110 А;
- сопротивляемость на разрыв – 450 МПа;
- удлинение материала – 18 %;
- уровень наплавления – 8 г/А-ч;
- ударная вязкость – 8 кгс*м/см2.
Рейтинг, в который вошли самые лучшие электроды для инверторной сварки, возглавила модель РЕСАНТА МР-3. Она выполняет сваривание вручную сталей с массовой долей углерода до 0,25%. Работа ведется либо постоянным, либо переменным током. Допускается прямое и обратное подключение. Эта модель покрыта рутилом, минералом, состоящим из оксида титана.
При сварке черных металлов с низкой степенью легирования рутиловые электроды делают шов, в котором практически не образуются микротрещины, снижающие прочность соединения. Эти универсальные изделия производятся из специальной проволоки марки Св-08А, на которую под большим давлением наносится рутиловая оболочка. Величина тока в месте сварки составляет 80–110 А. Значение текучести – 430 Мпа. На 1 кг материала расходуется – 1,7 кг.
Модель РЕСАНТА МР-3 предназначена для сваривания вручную сталей с массовой долей углерода до 0,25%. К точке сварки подводится постоянный или переменный ток. Работа выполняется при любой ориентации в пространстве.
Пользователям нравится малое количество образующегося шлама при использовании этой модели, легкость зажигания, возможность работы с постоянным и переменным током, цена 225 рублей. Среди недостатков отмечают необходимость бережного обращения, чтобы не повредить рутиловое покрытие, отсутствие защищающей от влаги упаковки.

Плюсы:
- выполнение работ в любых положениях;
- сварка при помощи подведения постоянного или переменного тока;
- легко зажигается в увлажненном состоянии;
- качественный шов;
- цена 220 рублей.
Лучший бюджетный сварочный аппарат инверторного типа Wert SWI 190 (TIG, MMA)
- два типа сваривания;
- Hotstart;
- защита от электродного залипания.
Универсальный инструмент лидирует в рейтинге лучших бюджетных моделей инверторного типа. Агрегат работает по TIG и MMA технологии. Мощность невелика – 3,5 кВт, но и стоит инструмент недорого – меньше 3000 рублей. Наибольшая токовая сила – 190 А.
Благодаря компактности, легкости (масса меньше 2,5 кг) ценится монтажниками, выполняющими высотные работы. Среди полезных опций – хот-старт, защита от залипания электрода, возможность регулировки форсирования дуги.
Малогабаритный прибор подойдет для сваривания на весу, на высоте.
Как выбрать электроды для инверторной сварки
Выбирая эти изделия, самое главное — определиться, с каким материалом придется работать
То есть важно знать, из чего сделаны свариваемые изделия, а сердечник электрода должен по составу подходить к ним
Таким образом электроды можно классифицировать по ряду признаков:
- для низкоуглеродистых металлов применяются углеродные варианты;
- для чугуна;
- для прочных термостойких сталей;
- для высоколегированного металла;
- для работы с алюминиевыми или же медными вариантами изделий;
- для наплавки и ремонтных работ;
- универсальные варианты.
Электроды по чугуну
Электроды, применяемые для работы, не должны иметь повреждений
Также важно, чтобы они были сухими. Для сушки изделий используются особые печи.
Опытные специалисты также учитывают и условия, в которых будет проводиться работа. Например, влажность, температуру окружающей среды и т.д





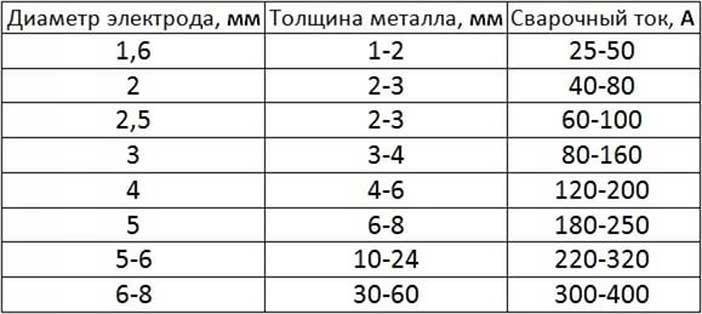
Также важно учитывать диаметр выбранного электрода, толщину деталей и силу тока. Важно понимать, что при неправильном подборе изделия плотность тока может быть снижена
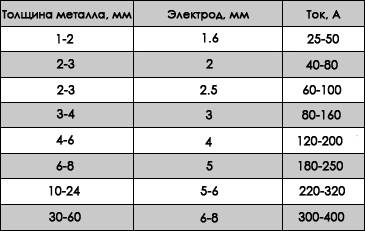
В итоге качество сварки оставит желать лучшего, шов будет толстым и широким. Обычно производители электродов сразу указывают, для какой силы тока изделие подойдет лучше всего. Для сложных и массивных конструкций лучше брать толстые электроды, тогда как профильные изделия свариваются вариантами толщиной всего до 2 мм. Примерное соотношение толщины металла и диаметра предлагаем оценить по рисунку ниже.
Соотношение толщины заготовок и диаметра электрода
А здесь представлены рекомендуемые значения тока в зависимости от толщины изделия.
Соотношение диаметра электрода и сварочного тока
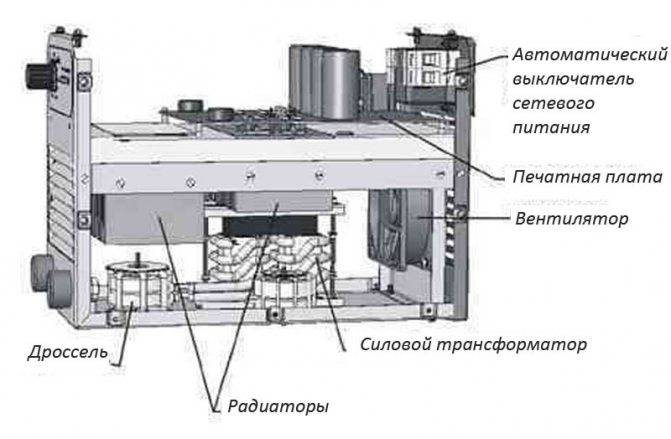
Недостатки инверторов для ручной сварки
Как у любой техники, у инвертора тоже есть недостатки. Одним из наиболее значимых минусов является наличие специальных требований, касающихся хранения аппарата. Правильные условия хранения предполагают в первую очередь его защиту от пыли, которая может нанести устройству серьезный вред.
Именно из-за подобных требований к условиям хранения производственные компании и строительные организации выбирают сварочные аппараты, которые не так чувствительны к состоянию внешней среды. Такие устройства, к которым относят сварочные трансформаторы и генераторы, можно спокойно оставлять на открытом воздухе, не переживая за то, что это серьезно отразиться на их технических характеристиках. Минусом инверторов можно считать и их стоимость, которая превышает цену сварочных трансформаторов.

Кроме того, инверторы требуют соответствующего обслуживания. В частности, для поддержания устройств в рабочем состоянии их необходимо тщательно чистить и продувать после длительного периода эксплуатации, чего не требуют обычные сварочные трансформаторы.
Также важно правильно приступать к работе на таком аппарате, если его только что занесли с улицы. Важно знать, что подключать инвертор к сети и начинать работу с его использованием, можно только спустя 1,5–2 часа после его переноса в теплое помещение
Такое требование обусловлено тем, что на элементах аппарата, занесенного с улицы в тепло, скапливается конденсат, который может послужить причиной нарушений в его работе.
Какой должен быть ток
Необходимый сварочный ток напрямую зависит от толщины металла, с которым придется работать. Под конкретную толщину металла подбирают максимальный диаметр электрода.
Если работать с толщиной металла 1–2 мм, максимальная сила тока будет составлять 65–85 А. При сварке металла толщиной 2–5 мм понадобится сила тока 100–120 А. Если металл толщиной 5–10 мм, нужно рассчитывать на максимальную силу тока 210–240 А.
Важно не забыть, что указанный производителем ампераж должен быть выше необходимого, поскольку указанные значения часто не совпадают с реальностью. Для стабильной работы лучше не использовать аппарат на пределе его мощности
Как выбрать сварочные электроды
Диаметр. При выборе диаметра электродной продукции отталкиваться необходимо от толщины соединяемых элементов и возможностей сварочного аппарата. Наиболее популярной и универсальной считается тройка (3 мм).
Покрытие. Нанесение покрытия преследует несколько целей. В первую очередь защищается стержень от коррозии. Но еще важнее становится образование в зоне сварки защитной атмосферы, которая предотвращает образование шлака.
По-разному ведут себя электроды при сварке грязных или ржавых поверхностей
Не все сварщики уделяют чистоте сопрягаемых кромок должное внимание. Поэтому им больше понравятся неприхотливые расходники, пусть даже цена у них будет немного выше
Марка электродов. Основная масса электродной продукции хорошо сваривает низкоуглеродистые и низколегированные стали. А вот для работы с нержавейкой или легированными сортами следует отдать предпочтение специализированным расходникам.
Хранение. Разные виды покрытий способны впитывать в определенных количествах влагу. Она негативно влияет на качество шва, проблемы появляются с розжигом дуги, некоторые электроды полностью становятся непригодными для сварки. Поэтому лучше найти место для пачки электродов в отапливаемом сухом помещении.
Производитель. Еще недавно отечественные сварщики с восхищением говорили об импортной электродной продукции, которая была на голову выше отечественных аналогов. Сегодня наметилась тенденция к улучшению качества российских электродов, они мало в чем уступают зарубежным конкурентам.
В наш обзор попали 13 лучших сварочных электродов. При составлении рейтинга были учтены мнения экспертов и отзывы российских сварщиков.