Сталь
Стальные трубы выгодно отличаются от полимерных и металлополимерных прочностью по отношению к гидростатическому давлению, стойкостью к температуре и гидроударам. Их ахиллесова пята — ржавчина; однако оцинкованная стальная труба защищена от коррозии и служит как минимум вдвое дольше черной стали.

Черные и оцинкованные трубы хранились в одинаковых условиях. Сравните их состояние
Характеристики
Температура: до +150°С;
- Давление: рабочее — до 32 атмосфер, разрушающее — 200 и выше;
- Срок службы: 15 лет у черной трубы и 30 у оцинкованной.
Фитинги
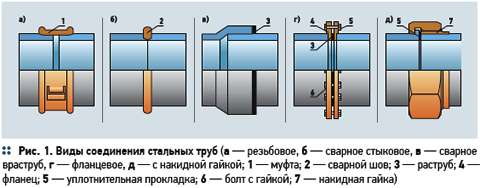
Повороты, ветвления труб и присоединения к ним сантехнических приборов выполняются тремя видами фитингов.
Вот их перечень:
| Изображение | Описание |
Резьбовое соединение со сгоном | Резьбовые: муфты, уголки, тройники и т.д. с трубной резьбой. Требуют наличия ответной резьбы на патрубках и сгонах. Резьбы герметизируются сантехническим льном и искусственными материалами (лентой ФУМ, полиэстеровой нитью с силиконом и т.д.). |
Тройники и уголки под сварку | Под сварку: отводы и тройники монтируются на сварных швах. Преимущество сварных соединений — дешевизна и высокая скорость монтажа, недостаток — в том, что сварка после чистовой отделки помещения крайне нежелательна, поскольку она оставит следы на стенах. |
Переход со стали на полипропилен выполнен с использованием безрезьбового фитинга | Компрессионные: патрубок обжимается резиновым уплотнителем при затягивании накидной гайки. Фитинги этого типа очень дороги и применяются там, где состояние трубы не позволяет нарезать резьбу. |



Металлопластиковые трубы отопления
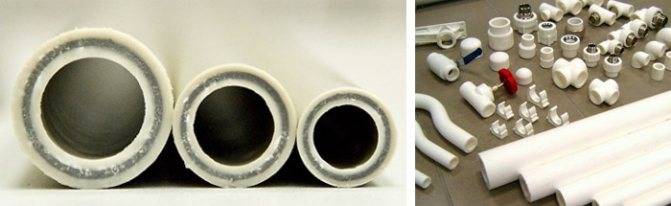
Металлопластиковые трубы универсальны – применяются не только в отоплении, но и в холодном и горячем водоснабжении. Труба имеет послойное строение, состоит из трех слоев – внутреннего, армирующего и наружного.
Внутренний слой выполняется из полиэтилена, армирующий (средний) слой – из алюминия, наружный – из полимера. Армирующий слой выполняет несколько важных функций:
- Придает прочность одновременно с фиксированной пластичностью;
- Предохраняет от диффузионного проникновения кислорода;
- Значительно снижает степень линейного расширения.
Наружное покрытие негативно реагирует на ультрафиолетовые лучи и постепенно разрушается. Поэтому наружная прокладка без защиты не рекомендуется. Внутренняя поверхность гладкая, не склонная к образованию отложений.
Трубы выпускаются в бухтах длиной от 50 м. Рабочая температура составляет величину до 95С (кратковременно – 110 С), давление – до 10 кгс/см2. При температурах более 140С труба расслаивается и разрушается. Чем ниже рабочая температура, тем больше срок службы изделия. Заявленный срок службы – 30 лет.
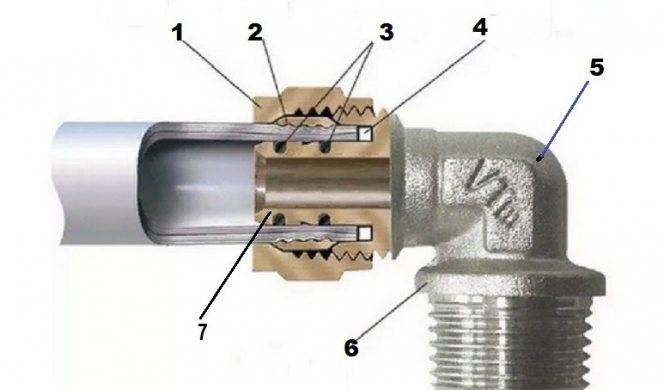
Соединение металлопластиковых труб производится двумя типами фитингов – компрессионными (резьбозажимными) и прессовыми. Прессовые фитинги впоследствии становятся неразборными. Основной материал фитингов – латунь, имеются уплотнения из резины. Монтаж труб этого типа отличается простотой и легкостью, но для прессования фитингов понадобится специнструмент — клещи. Проходное сечение латунных фитингов немного меньше сечения трубы.
Трубы описанной конструкции имеют низкую теплопроводность, не требуют теплоизоляции. Недостатком металлопластиковых труб является высокая стоимость фитингов, их большое гидравлическое сопротивление.
Схемы по типам подвода теплоносителя
Радиатор будет эффективно работать, если теплоноситель равномерно распределяется по всем секциям.
Теплая и холодная вода отличается плотностью. Нагретый теплоноситель всегда стремится вверх. В системе его вытесняет холодная более плотная вода. Эта особенность учитывается при подводе теплоносителя к батареям.
Подвод теплоносителя схемы
Верхняя подводка
В каждом радиаторе имеются вертикальные каналы, соединяющие горизонтальный верхний и нижний коллектор. Наличие этих элементов позволяет теплоносителю циркулировать в приборе.
При верхней подводке нагревается в основном только верх батареи. Чтобы предотвратить такой эффект после первого ребра по ходу движения теплоносителя устанавливается перемычка. Поэтому нагретая вода сначала опускается в нижний коллектор.
Потом проходит по всем секциям радиатора и попадает в обратный трубопровод. В результате верхняя подводка превращается в диагональный способ подключения батареи.
При отсутствии перемычки в радиаторе подающая труба подключается в верхней части, а обратная в нижней точке с противоположного торца батареи. Этот вариант называется диагональной обвязкой.
Нижняя подводка
Это самый простой способ обвязки. Схема предполагает установку котла в подвале или на цокольном этаже. От теплогенерирующего агрегата главный трубопровод выводится на чердачное помещение, где монтируется расширительный бак. От емкости прокладывается стартовая магистраль, но не ниже 1,5 м до первого радиатора.
Подача и обратка подключаются к батареям в нижних точках с противоположных сторон. Все радиаторы в системе соединяются с трубопроводами по такой же схеме и устанавливаются последовательно.










При установке теплового контура с естественной циркуляцией трубы прокладываются под уклоном. Последняя батарея обязана располагаться выше котла. Перепад высот между конечным радиатором и теплогенерирующей установкой не должен превышать 3 м.
Выполняется подключение:
- циркуляционного насоса;
- байпасов;
- запорных вентилей;
- кранов Маевского.
Насосное оборудование работает от электричества. При его отключении циркуляция теплоносителя возможно только естественным способом. Поэтому трубопроводы лучше прокладывать под уклоном.
Классификация полипропиленовых рукавов
В зависимости от условий использования в соответствии с ГОСТ (ISO 10508) трубы из полипропилена для отопления частного дома или другого объекта насчитывают 5 классов. Третья группа длинномерных элементов практически не применяется при устройстве тепловых контуров зданий.
Фрагмент отопления из ПП труб
Полимерные рукава классифицируются в зависимости от рабочей температуры и давления теплоносителя:
- 1 класс — используются при устройстве водопроводных сетей с водой, нагретой до 60 °C и давлением 0,4 МПа;
- 2 класс — применяется при монтаже водопроводных систем, выдерживающих 0,6 МПа и способных перемещать теплоноситель до 70 °C;
- 4 класс — используется при установке низкотемпературных радиаторов и напольного отопления до 70 °C и 0,8 МПа;
- 5 класс — применяется во время монтажа высокотемпературных радиаторов с термостойкостью до 90 °C и 1,0 МПа.
Редко использующийся 3-й класс выпускается производителями для установки низкотемпературных радиаторов и устройства напольных отопительных систем до 50 °C.
Максимальная температура для первой и второй группы может составлять 95 °C, для третьей категории — 65 °C, а для 4 и 5 вида — 100 °C. При таких значениях допускается работа коммуникаций в течение максимум 100 часов за весь период эксплуатации.
Почему трубы PEX
Главная особенность сшитого полиэтилена – наличие дополнительных пространственных молекулярных связей, которые появляются в процессе полимеризации. Такая структура материала придает трубам PEX:
- Прочность, которая допускает широкую сферу практического применения;
- Гибкость, исключающая образование трещин или изломов при механических воздействиях;
- «Память формы», которая обеспечивает возврат в исходное состояние при деформациях;
- Устойчивость к воздействию высоких температур (до +95 градусов, для некоторых видов – до +120…+150), давления (до 10 атмосфер) и химически агрессивных сред;
- Гладкость внутренней поверхности, обеспечивающая свободный ток жидкости;
- Малый вес, упрощающий хранение, транспортировку и работу с трубами;
- Долговечность. Нормативный срок трубопроводов из сшитого полиэтилена составляет до 50 лет.
Подробное описание каждого способа
Резьбовое
Выполнятся несколькими способами, самый распространенный – сгон.
Выполнить эту работу помогут такие инструменты:
- Трубный, гаечный ключ.
- Муфта с внутренней резьбой.
- Уплотнители для герметизации. Может быть: пеньковая веревка, лента ФУМ или герметик.
- Контргайка.
Две трубы имеют наружную резьбу. Наносим на них герметик. На одной длина резьбы больше чем на другой. Туда где больше витков накручивается гайка, до конца. Потом муфта. Затем накручиваем её на вторую часть, походу скручивая с первой. Когда муфта перестанет накручиваться, подпираем контргайкой
Затягиваем ключами, осторожно, что бы ни лопнула муфта
Фланцы
Для фланцевого стыка потребуется:
- два фланца;
- паронитная прокладка;
- болты, шайбы, гайки;
- ключи;
- ручная дуговая сварка;
- уровень.
Надо приварить фланцы. Не допускать смещения, они должны быть в одной плоскости.
Ловим с помощью уровня горизонталь. Прикручиваем два болта в верхние отверстия. Надеваем деталь на край тубы, так чтобы болты были вверху. Ставим на них уровень и ловим положение пузырька между полосок посередине. Когда поймали, делаем прихватку сваркой на верхней точке. Горизонтальная плоскость готова.
Переставляем уровень, в вертикальное положение, прислонив его к зеркалу фланца. Ловим уровень, слегка регулируя нижний конец фланца который еще не прихвачен. Установив вертикал, поставили вторую прихватку. И затем еще две получив четыре равномерных участка.
Затем сварщик обваривает фланец с двух сторон. Аналогично проделываются манипуляции со второй трубой.
Подклейка
Этот способ в металлических деталях применяется очень редко. Сам процесс не требует особого навыка от человека, но занимает очень много времени.
Для этой работы требуется:
- клей. БФ-2 или 88Н или ЭДП;
- кисточка.
Перед тем как клеить детали сначала наносят первый слой на их поверхности и дают обсохнуть. Этот слой будет скрепляющим. У каждого клея в инструкции написано время сушки. Дальше мажут второй слой и детали укладывают под пресс на сутки и даже более. Все зависит от клея.
После зачистить шов от подтека клея.

Сварка
Сварочный процесс используется практически во всех состыковках металлических труб.
Для того чтобы получить шов применяют такие способы сварки, как:
Газовая сварка служит для получения неразъемных соединений в трубах малого диаметра с минимальной толщиной.
Пост газовой сварки состоит:
- баллона кислорода;
- ацетилена;
- резиновых шлангов;
- горелки.
Контактная сварка мало применяется. Больше этот способ зарекомендовал себя в работе с пластиковыми трубами.









Самый ходовой способ получения неразъемных соединений электродуговая сварка, делится:
- ручную
- полуавтоматическую в среде защитных газов
При строительстве трубопроводов соединения получают только сварочным путем
Важной частью является подготовка стыка к сварке
Труба должна соединяться с другой:
- без переломов и смещений;
- стык должен быть зачищен;
- сделать фаску;
- выставить зазор 1-3 мм.
Необходимое оборудование для сварки:
- электроды;
- источник питания (трансформатор или выпрямитель);
- кабеля;
- средства индивидуальной защиты сварщика спецовка, рукавицы, щеток.
Пайка полиэтиленовых труб встык и с помощью электромуфты
Раструб
Данный вид соединения получил широкое применение в чугунных трубах для нефтегазодобывающей промышленности, жилищно-коммунальном хозяйстве. Один из самых простых вариантов неразъемных стыков.
Основным процессом получения стыка является заделка зазора между раструбом и поверхностью конусной трубы. Для этого используется цементный материал.
Для заделки раструба применяют цемент марки 300—400, который тщательно перемешивают с водой в пропорции девять частей цемента на одну часть воды. Раструб заполняют цементным раствором с помощью совка и начеканивают чеканкой до тех пор, пока последняя не начнет отскакивать от цемента.
Прессование
Этот способ получения неразъемного шва стал нужным при соединениях малого диаметра из цветных металлов. Обычная электродуговая сварка не способна по своим техническим параметрам сварить такие металлы, поэтому в этом случае нашли другой подход.
Для состыковки таких тонкостенных труб цветного металла используют пресс-фитинги с обжимными гильзами. Они выполняют обжим во внутренней части трубы, а наружные уплотнители обеспечивают стыку герметичность.
Виды и типы соединения фитингов
Английское слово «fit» означает собирать. Именно благодаря ему фитинг получил свое название. С помощью таких соединительных элементов стыкуются трубы в одной и разных плоскостях.
Они позволяют создавать разветвленные системы, обходить препятствия. При использовании фитингов стыкуются трубы одного или разного диаметра.
Производители выпускают соединительные элементы с резьбой и под пайку. Первый тип позволяет состыковать коммуникации из полипропилена со стальными трубами и арматурой в виде кранов и задвижек.
Вторая разновидность предназначена для соединения элементов из полимеров между собой методом пайки. Прежде всего, при использовании специального сварочного оборудования. Оно нагревает детали, поэтому их структура размягчается. Только после этого фитинг можно надеть на трубу.
Муфты и переходники
Самым простым фитингом полипропиленовых труб является муфта. Она изготавливается в виде бочонка, у которого внутренний диаметр соответствует размеру сечения трубы по внешней кромке.
 Муфта пп
Муфта пп
Муфты отличаются утолщенными стенками. Они используются для соединения труб одинакового диаметра, вставляемых в так называемый бочонок с двух сторон, если он полностью изготовлен из полипропилена. Когда на муфте имеется резьба, пайка выполняется только с одного края.
 Муфта комбинированная пп
Муфта комбинированная пп
Переходник — элемент позволяющий соединить трубы разного диаметра. Используется при разветвленных систем с несколькими потребителями.
 Переходник пп
Переходник пп
С помощью переходников удается заузить диаметр коммуникации и создать в контуре избыточное давление.
Уголок, тройник и крестовина
В большинстве случаев инженерные коммуникации имеют разветвленную конструкцию. Для поворота системы на 90° и 45° используются уголки. Они формируют систему необходимой конфигурации. Ведь полипропилен — жесткий и упругий материал, гнущийся только после нагрева.










Однако такой способ не используется при прокладке коммуникаций. В результате, при изгибе изменяется размер сечения и толщина стенок труб. Это уменьшает прочностные характеристики системы. Следовательно, приводит нередко к появлению течи при увеличении давления и температуры перемещаемой среды.
 Уголок пп
Уголок пп
Уголки также выпускаются с внутренней 3/4 резьбой на одном конце. Они применяются во время монтажа смесителей.
 Тройник пп
Тройник пп
Для разветвления инженерной коммуникации используются тройники и крестовины. Они позволяют свести вместе два или три отвода. Размеры фитингов для полиэтиленовых труб подбирают в зависимости от схемы.
 Крестовина пп
Крестовина пп
Тройники и крестовины позволяют создавать отводы под прямым или острым углом. Этот вид фитингов выпускается также с резьбой на одном из концов. В этом случае они применяются при монтаже запорной арматуры.
Обвод и компенсаторы
Для обхода преград на пути прокладки систем применяются обводы. С их помощью создается более круглый изгиб, чем при использовании уголков. Обводы позволяют плавно изменить направление трубопроводов. Поэтому удается проложить коммуникации, отличающиеся более привлекательным и аккуратным внешним видом.
 Обвод пп
Обвод пп
Компенсаторы — детали инженерных систем, способные «поглотить» перепады давления и температуры в трубопроводах горячего водоснабжения и отопления. Они увеличивают надежность, и сохраняют целостность сетей. Выпускается несколько готовых решений. Полипропиленовые компенсаторы изготавливаются в форме петли.
Фитинг американка
Монтажный процесс ПП систем позволяет облегчить американка. Это элемент из металла и пластика с резиновой вставкой. Детали используются для разъемных герметичных соединений.
 Американка пп
Американка пп
Такие фитинги с внутренней или наружной резьбой с одной стороны применяются при установке запорных кранов, гидроаккумуляторов, циркуляционных насосов, радиаторов отопления и так далее.
Краны, вентили и заглушки
Во время эксплуатации инженерных коммуникаций нередко приходится перекрывать воду. Это достигается с помощью установки кранов и вентилей. Они могут быть изготовлены из полипропилена или латуни.
 Вентиль пп
Вентиль пп
В первом случае детали впаиваются в системы. Во втором — дополнительно применяются переходники. Следовательно, позволяющие выполнить резьбовое соединение деталей сетей из разных материалов.
 Кран пп
Кран пп
Заглушки применяются в местах, где заканчиваются трубопроводы из полипропилена.
 Заглушка пп
Заглушка пп
Такие детали могут впаиваться для постоянного перекрытия отвода или временно устанавливаться посредством резьбового соединения.
Технология установки. Инструкция по монтажу

Компрессионного фитинга
- Фитинг раскручивают: с торцов снимают монтажные гайки, со штуцеров – уплотнительные кольца.
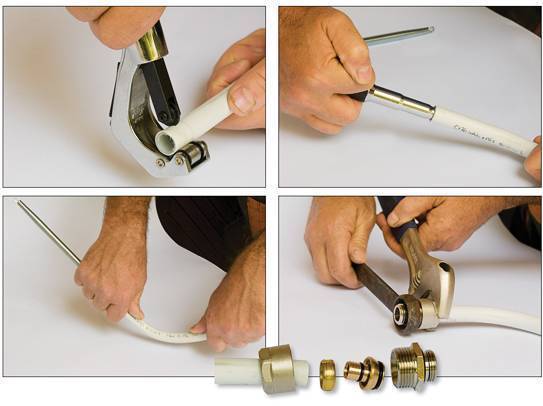
- Трубу нужно выпрямить и при помощи ножниц нарезать. Использовать другие инструменты для нарезки не рекомендуется: срез получается неровным, возможно нарушение целостности защитного слоя материала.
- Срезы нужно тщательно зачистить и откалибровать. Плохо обработанные торцы могут повредить уплотнительные кольца и нарушить герметичность соединения.
- На подготовленный отрезок надевают накидную гайку с уплотнительным кольцом. Штуцер фитинга соединяют с трубой и фиксируют гайкой: сначала вручную, а затем при помощи гаечного ключа.
Контролируйте сжатие! Услышав характерное потрескивание металла – прекратите процесс
Важно соблюдать баланс: плохо затянутый фитинг не сможет обеспечить герметичность системы, а перетянутый – можно сразу выбросить.. Чтобы более подробно узнать о том, как производится монтаж с помощью резьбовых (цанговых) фитингов смотрите видео:
Чтобы более подробно узнать о том, как производится монтаж с помощью резьбовых (цанговых) фитингов смотрите видео:









Пресс фитинга

Как и в первом случае трубу предварительно подготавливают: обрезают, зачищают и калибруют
Обратите внимание на торец: его срез должен быть перпендикулярным центральной оси водовода.

Сняв гильзу, проверяем кольца и прокладки, а затем производим сборку фитинга. Делается это для того, чтобы исключить возможность монтажа бракованными элементами.

На штуцер пресс-фитинга насаживается отрезок трубы. Глубина посадки контролируется визуально (сквозь специальное отверстие на гильзе).

С противоположного конца фитинга процесс насадки осуществляется так же.

С помощью пресс-клещей осуществляем прессовку соединительной гильзы внутри фитинга.
Процесс монтирования пройдет быстрее и успешней если вы купите фитинги и трубы одного производителя.
Пуш-фитинга

- Для соединения не требуются дополнительные инструменты и приспособления.
- Нужно проверить затянута ли колодка до упора.
- Подготовленный заранее отрезок трубы просто вставляют в отверстие фитинга.
Для повторного использования пуш-фитинга необходимо разобрать конструкцию. Для этого нужно раскрутить удерживающую колодку и изъять трубу. Тарельчатую пружину нужно заменить на новую – теперь фитинг вновь готов к использованию.
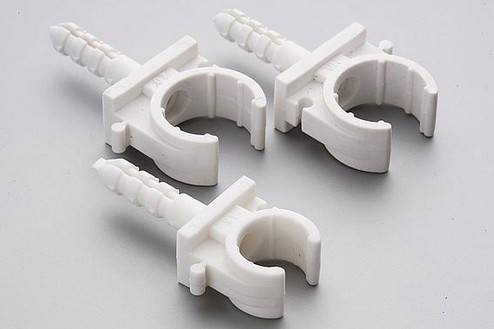
Крепление к стенам собранных участков осуществляется при помощи специальных клипс или кронштейнов, которые нужно подбирать с учетом диаметра изделия.
Как согнуть металлопластиковые трубы
Согнуть металлополимерную трубу можно вручную. В этом деле есть небольшие тонкости, которые стоит знать: процесс изгиба нужно осуществлять постепенно (в несколько этапов) и при помощи строительного фена.
Необходимо нагреть трубу феном. Обхватить руками так, чтобы большие пальцы рук находились вдоль трубы и служили своего рода упором. Медленно и постепенно начинаем процесс сгибания в несколько подходов, при необходимости подогревая изделие феном.
Не стоит делать резких движений! Важно сохранить целостность внутреннего слоя и не деформировать внешний. В момент сворачивания не забывайте о допустимом радиусе изгиба, который указан в разделе «Технические характеристики»
Для тренировки навыков используйте небольшие обрезки.
О том, как правильно согнуть металлопластиковые трубы можно посмотреть на видео:
Компрессионные фитинги для различных трубопроводов
Все существующие виды компрессионных фитингов позволяют выполнять разъемные соединения различных элементов трубопровода, именно это и является основным преимуществом данного изделия. Для выполнения монтажных работ необходим минимальный набор инструментов, в который входят резак или ножовка, ключ необходимого размера и калибратор.









Обжимные фитинги из меди
К другим плюсам компрессионных фитингов следует отнести следующие качества:
- Простота монтажа.
- Высокая скорость выполнения работ.
- Невысока стоимость изделий.
- Возможность многоразового применения.
Но существует и ряд существенных недостатков в подобной конструкции, и именно эти минусы не позволяют использовать фитинги компрессионного типа для устройства скрытых коммуникационных сетей:
- Невозможность применения для сборки трубопроводов, предназначенных для работы с жидкостями и газами под высоким давлением.
- Невысокая надежность соединения, компрессионный фитинг необходимо периодически подтягивать, в противном случае существует большая вероятность разгерметизации стыка.
- При многократном использовании фитингов такого типа их надежность существенно снижается.
- Компрессионные фитинги по европейской классификации относятся к типу А, и сфера из применения ограничена прокладкой трубопровода в наземных условиях, должен быть обеспечен постоянный доступ к местам установки фитингов для контроля их работоспособности и целостности.
Принцип работы обжимного фитинга основан на применении полимерного уплотнения, которое под воздействием гайки сжимается и плотно охватывает наружную поверхность вставленной трубы. Благодаря этому и обеспечивается герметизация стыка.
Сборка трубопровода с применением компрессионных фитингов типа А
Монтаж компрессионных фитингов типа А достаточно прост, он осуществляется в следующей последовательности:
- При помощи резака или ножовки отрезается труба необходимой длины.
- По срезу удаляются заусеницы, калибратором проверяется правильность сечения подсоединяемого элемента.
- На трубу одевается прижимная гайка и сам фитинг, после чего осуществляется соединение этих элементов. При этом прижимная (фиксирующая) гайка сдавливает уплотняющий вкладыш, который сжимает трубу и герметизируется стык.
- Накручивание гайки вначале выполняется от руки, после чего необходимо немного подтянуть ее обычным ключом. При этом не стоит прилагать излишние усилия, герметизацию чрезмерная затяжка не обеспечит, это приведет только к ее ухудшению. Происходит это вследствие раздавливания герметизирующего прижимного вкладыша (кольца).
Как видите, технология достаточно проста, именно это и стало основной причиной широкого применения компрессионных фитингов. Но из-за того что надежность соединения недостаточно высока, и пришлось разрабатывать элемент иной конструкции — обжимной фитинг для медных труб.
Установка обжимных фитингов типа В
Фитинги данного типа могут применяться для прокладки коммуникаций открытым и закрытым способом, они рекомендуются и для подземного монтажа магистралей. Такие элементы используются для установки на толстостенные трубы из полутвердой или мягкой меди. Технологически монтаж обжимный фитингов типа В не отличается от установки других компрессионных устройств. Единственное о чем следует помнить, это о необходимости развальцовки трубы, это повысит надежность и герметичность соединения.
Установка обжимных фитингов типа В
Фитинги данного типа имеют более плотные уплотнительные кольца, поэтому в некоторых случаях приходится смазывать поверхность трубы, например, солидолом, это обеспечит простое надевание фитинга.
Большую роль играет правильный подбор ключа для затягивания прижимной гайки. Применение неподходящего по размеру или разболтанного разводного ключа может привести к выходу фитинга из строя.
Существующие разновидности обжимных фитингов
В продажи можно найти фитинги для медных труб под обжим самых разнообразных конструкций, но чаще всего применяются следующие виды таких устройств:
- Отводы используются для поворотов трубопровода под прямым углом (90 градусов).
- Тройник обеспечивает возможность подсоединения к магистрали еще одной линии.
- Крестовины позволяют получить ответвления в двух направлениях.
- Обжимные фитинги с резьбой внутреннего и наружного типа используются для врезки в магистраль запорной арматуры, кранов, вентилей.
- Для отсечения отдельных участков трубопровода применяют заглушки. С их помощью можно закрывать и слепые участки магистрали.
- Для линейного соединения труб (на прямых участках) используются муфты.