Порядок проведения работ
Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов.
Этап #1 — подготовка сварочного аппарата
Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок.
Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки. Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°. Аппарат включается и разогревается, что занимает примерно 10-15 мин.
При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается.
Этап #2 — подготовка трубы
При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются. Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена. Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.

Резать полипропиленовую трубу нужно только под прямым углом
Этап #3 — разогрев деталей
Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице.
Этап #4 — сваривание элементов
Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.

Детали разогреваются строго определенное время
Этап #5 — охлаждение соединения
Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы. После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости
После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости.
Инструмент для пайки полипропилена
Общепринятое техническое название данного типа инструмента – сварочный аппарат для пайки полипропиленовых труб, монтажники часто называют прибор утюгом для сварки.
Конструктивно аппарат состоит из следующих узлов и комплектующих:
Нагревательного элемента (ТЭНа), выполненного в виде плоской пластины с посадочными отверстиями, или стержня, в стандартном приборе имеются два ТЭНа, второй подключают при пайке труб больших размеров.
Корпуса с ручкой, на котором размещены две кнопки включения нагревательных элементов, два индикатора срабатывания (достижения ТЭНами заданной температуры) и регулятор со шкалой (иногда она дублируется диаметрами труб) для установки температурного режима, обычно температура паяльника не превышает 300 С. Решая, при какой температуре паять пластиковые трубы, опытные специалисты благодаря терморегулятору могут варьировать нагрев труб в широких пределах. К примеру, если стыковка происходит с некоторой задержкой, детали нагревают выше стандарта в 260 °С при соблюдении указанных в инструкции временных интервалов, а затем спаивают.
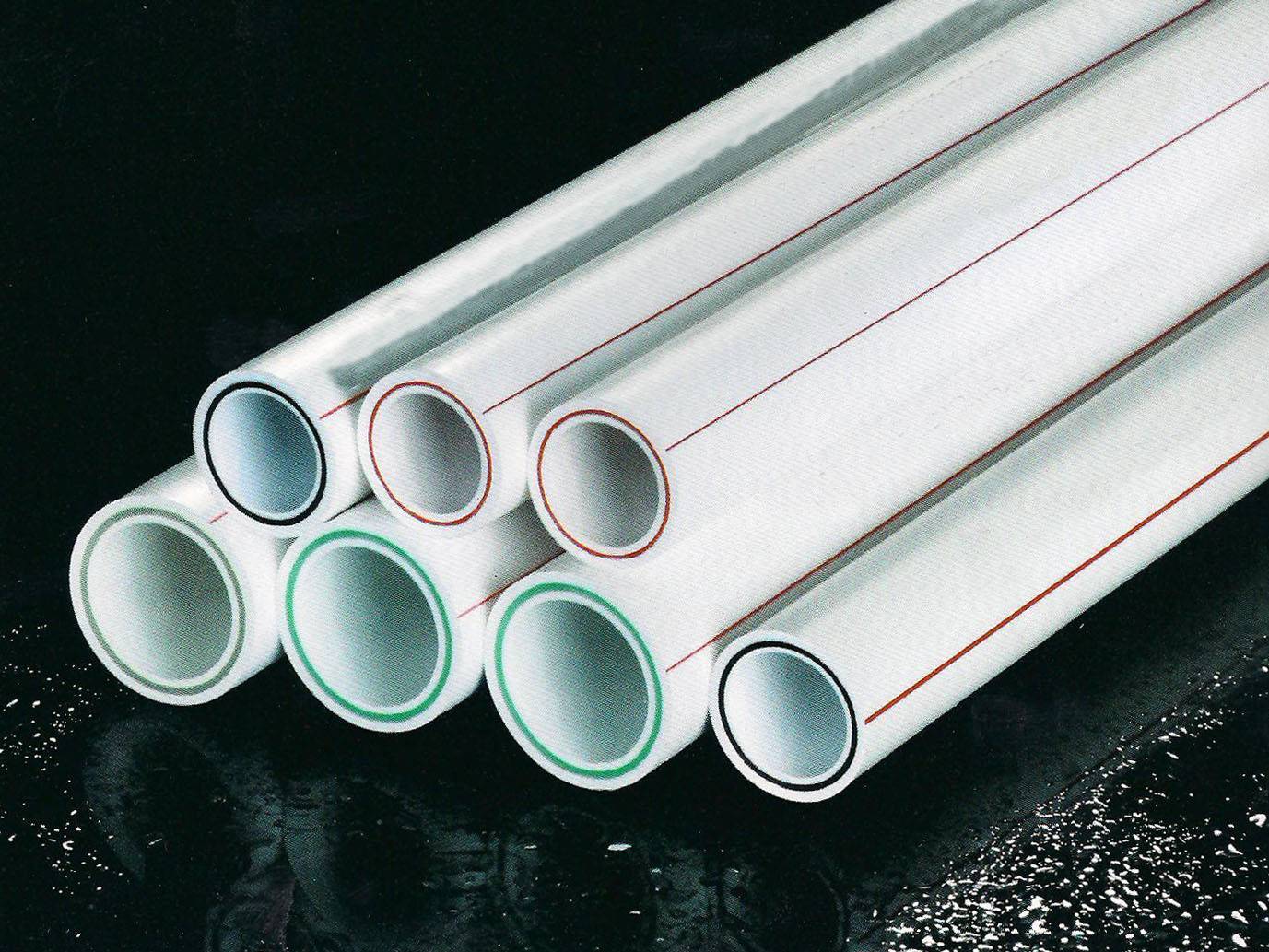
Комплекта насадок, применяемых при пайке полипропиленовых труб, их стандартные размеры 20, 25, 32, 40, 50, 63 мм, число в комплектации может варьироваться от 3 до 6 типоразмеров.

Рис. 6 Аппараты для сварки полипропиленовых труб
- Мечевидной формы с плоским утюгом, агрегат имеет двустороннюю нагревательную платформу, в которой проделаны 3 сквозных отверстия. В них вставляется резьбовой болт и вкручиваются две насадки по разные стороны – гильза для разогрева наружной поверхности трубы меньшего диаметра и дорн для размягчения внутренней поверхности большей соединительной муфты.
- Стержневого типа, по внешнему виду напоминают женскую плойку для накручивания волос, на стержень может одновременно крепиться 3 насадки, выполненные в виде хомутов с фиксирующими болтами и имеющими гильзу и дорн для размягчения трубных ПП оболочек. Стержневые аппараты также оснащены двумя кнопками включения ТЭНов, светодиодными индикаторами режимов работы и терморегулятором.
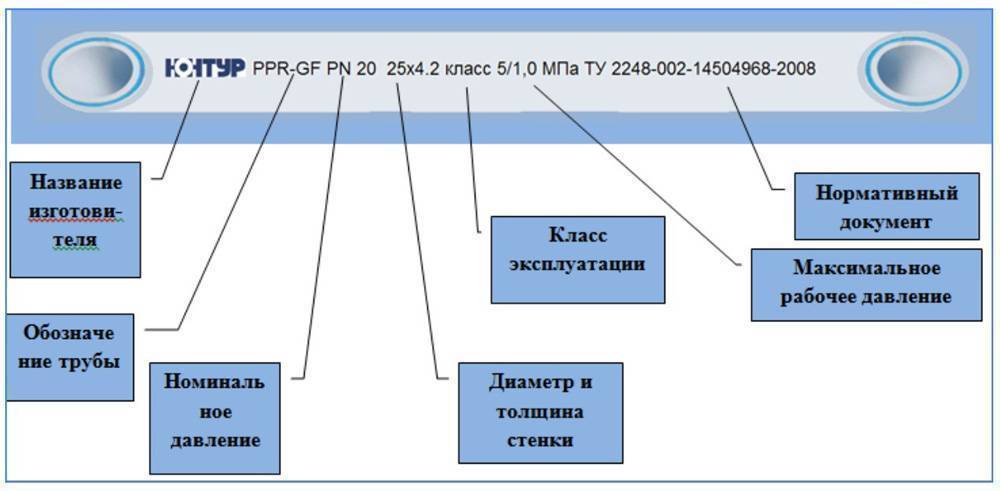
Рис. 7 Маркировка ПП труб
Специфика работы в условиях отрицательных температур
Проведение монтажных работ в условиях низких температур предполагают внесение изменений в ключевые временные отрезки нагревания и фиксации заготовок. Но этим особенности монтажа не ограничиваются. Воздействие мороза на полимер отражается на показателях твердости материала – он становится хрупким, что осложняет раскрой, требует большего внимания во время транспортировки.









Вопрос хрупкости решается только аккуратностью проведения работ. Лучше производить нарезку в отапливаемом помещении. Предельные значения допустимых температур находятся в диапазоне 0-+5℃. Более низкие показатели приводят к процессам кристаллизации, которые не обходят стороной полимерные материалы. В таких условиях высок риск того, что трубы начнут крошиться.

Нормативы относительно термического воздействия определены для комнатных условий. Чем ниже показания термометра, тем дольше нужно нагревать полипропилен. На основании практики мастера рекомендуют сначала довести материал до +20℃, затем пользоваться нормированным таймером. При этом нагревать прибор свыше +260℃ нельзя, так как это может негативно отразиться на качестве труб.
Существует мнение, что все нормативы при работе на морозе нужно увеличивать до 50%. Это абсолютно не применимо ко времени фиксации. Соединение элементов здесь необходимо проводить в ускоренном режиме, чтобы при быстром остывании был возможен полноценный процесс полимеризации. Промедление в этом случае приведет к тому, узел будет низкокачественным, прослужит недолго из-за ранней разгерметизации.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.
После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Проведение сварочных работ
Пайка полипропиленовых труб своими руками — совсем не безобидное занятие
В процессе нагрева и плавки этого пластика выделяются токсичные вещества, поэтому важно обеспечить очень хорошую вентиляцию помещения. Либо работать на улице
Подготовка изделий

В соответствие с монтажной схемой, которую рекомендуют заранее рисовать непосредственно в месте, где будут располагаться трубы, подбирают трубу и фитинги соответствующего диаметра. Небольшое отклонение в диаметрах в этом случае вполне допустимо.
- Полипропиленовые трубы разрезают труборезом. Если производят пайку армированных изделий, то шейвером либо торцевателем удаляют алюминиевый слой. Не следует сразу делать заготовки для всех участков, потому что в процессе работы почти всегда возникает необходимость коррекции длины некоторых элементов.
- Обрабатывают те поверхности (внутреннюю, внешнюю) деталей, которым предстоит соприкасаться. С ролью обезжиривателя хорошо справляется даже спиртовая салфетка. В дальнейшем эти участки руками уже не трогают. Данный этап позволит не только получить качественный шов, но и убережет насадки от быстрого появления нагара.
- На обоих элементах карандашом размечают границы для соединений — длину свариваемого пояса. На трубе метка нужна в любом случае, на второй детали — если крайне важен угол относительно оси.
Нагрев полипропилена

На паяльник устанавливают комплект насадок подходящего диаметра. Аппарат соединят с сетью, если нужно, то выставляют температуру 260°. Никаких отклонений для значения не предусмотрено, отличается лишь время обработки разных марок. Все рекомендации можно заранее прочитать в паспорте аппарата. Разогревается он 10-15 минут. Пайка полипропиленовых труб своими руками, как и их подготовка, тоже производится в несколько этапов.
- Трубу и соединительный элемент вводят одновременно: первую, до отметки, в муфту, вторую — в дорн.
- После выполнения этой операции засекают время прогрева, разное для каждого диаметра. Любая передержка станет причиной деформации изделия.
- По истечению срока обе детали, слегка проворачивая, вынимают из нагревательных элементов, быстро вставляют друг в друга, мгновенно корректируют соостность (1-2 секунды), затем заводят до отметки. На этом этапе проворачивать детали уже недопустимо. В противном случае грозит неравномерное распределение пластмассы, о оно чревато нарушением целостности шва.
- Удерживают соединение до его остывания, не допуская ни малейшего смещения.
- К тесту системы приступают спустя 1-2 часа.

Есть некоторые примечания к приведенной таблице:
- при пайке тонкостенных труб PN 10 время их прогрева сокращают наполовину, а сопрягаемую деталь греют «по правилам», ориентируясь на таблицу;
- в холодном помещении (на улице), где температура ниже отметки в 5°, время прогрева увеличивают вдвое.
Предварительная практика в этом случае не помешает, она спасет от брака и возможных протечек. Для тренировки и полноценного теста можно взять самые недорогие изделия, чтобы провести пробные пайки.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

![[инструкция] пайка полипропиленовых труб | видео](https://nikastroy.ru/wp-content/uploads/a/b/1/ab140bb1930c55b45be3e822ecfa9383.jpg)









Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).

Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.

Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.

Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).









Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.

Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.

Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и
всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус
несколько градусов – не нужно делать температуру больше положенного!
Некоторые “ухари”, для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и
существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и
пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая “жопка” на жаргоне сантехников – запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически
низкого напора воды или плохому нагреву отопительных приборов. Появляются “жопки” в результате превышения температуры и времени пайки – выставил высокую температуру на паяльнике или слишком
долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен заставляют немного
напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены
в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение “пейзаж” или измените масштаб браузера.
Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры
окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить
простую истину – пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при
температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется “ощущение” материала, чувство недогретого или перегретого паяльника. Только
тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух
свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм.
6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю,
что пауза сильно зависит от конкретного материала – полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Специфика монтажных работ при работе с ПП трубами
Разметка труб также должна выполняться с высокой точностью. Любое соединение подразумевает, что труба будет заткнута в тройник или фитинг на определенное расстояние, которое называют глубиной пайки. Такой запас длины должен соблюдаться на каждом сегменте. Вставляя трубу нужно обязательно отмечать границы, по которые будет производиться их вставка.

![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://nikastroy.ru/wp-content/uploads/4/a/3/4a32bbae4b97e98dd7d9b40188064ba2.png)









Глубина, на которую необходимо задвигать трубу в прогреваемые соединители, зависит от диаметра этих труб (первое значение – диаметр трубы, а второе – запас длины под вставку):
- 2 сантиметра – 1,4-1,7 сантиметра;
- 2,5 сантиметра – 1,5-1,9 сантиметра;
- 3,2 сантиметра – 1,6-2,2 сантиметра;
- 4 сантиметра – 1,8-2,4 сантиметра;
- 5 сантиметров – 2-2,7 сантиметра;
- 6,3 сантиметров – 2,4-3 сантиметра.
Более точное значение можно получить лишь после того, как будут подобраны фитинги, поскольку нужно учитывать, что в один такой соединитель буду входить сразу две трубы, а значит, его ширина должна быть не меньше двух заступов (из тех, что указаны в списке выше).

Термостойкость полипропиленовых изделий
Для наиболее лучшего понятия правил работы с каким-то из разновидностей материалов, надо знать свойства непосредственно материала
Первая характеристика полипропиленовых материалов, на которую необходимо обращать внимание – термостойкость. Пластиковые изделия теряют свои твердые характеристики при температуре 140 градусов, эта цифра учитывается с учетом вида изделия
Изготовители указывают на их продукции наибольший режим температуры, для чего она используется. Как правило, данный показатель равняется 95 градусов для неармированных моделей.
Дли прокладки водоснабжения и систем отопления горячей водой желательно обращать особое внимание на вид покупаемых материалов. Наилучшую термостойкость показали армированные модели, которые сочетают в себе качества металлических и пластиковых изделий
Еще одна характеристика, на которую нужно обратить внимание при выборе материала – наибольшее допустимое в трубе давление. Все данные показатели указываются изготовителем в инструкции на самом изделии.
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.




![[инструкция] пайка полипропиленовых труб | видео](https://nikastroy.ru/wp-content/uploads/7/7/a/77aacf85342eb1d2019188a464424d95.jpeg)





Процесс сварки ППР труб
Залог успеха состоит в выполнении максимального количества узлов в одной позиции на верстаке. Лучше проводить работы по пайке ппр труб с помощником, ведь при самостоятельном монтаже просто допустить ошибку.
Подготовка паяльного аппарата

На нагреватель надевают и затягивают специальными винтами рабочие пары — дорны и муфты. Диаметры подбираются под рабочие нужды. Если подразумевается работа с одним типом трубы, то достаточно одеть одну пару, максимально близко расположенную к концу нагревателя.
Важно! Работать удобнее при условии надежной фиксации аппарата на рабочей поверхности верстака. Хорошо, если конструкция предусматривает винт для крепления на краю столешницы
Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами. Для такой фиксации должна быть специальная поверхность.
Для работы с полипропиленом требуется включить на паяльнике температуру в 260 градусов. Температура одинаковая для всех труб. Изменяется только время прогрева.
Следует смотреть за тем, чтобы была достигнута рабочая температура. Для этого нужно просматривать средства индикации, доступные на конкретном аппарате.
Разметка соединения

Следующим шагом является разметка соединения. Требуется отмерить длину пояса провара и сделать пометку карандашом или маркером. Это будет место, по которое труба будет введена в нагревательную муфту. Для каждого диаметра устанавливается свой показатель, и ему нужно следовать. При необходимости наносится дополнительная метка, если имеет значение взаимное расположение деталей для сопряжения.
Соединение труб

Далее помеченные элементы труб одновременно вводят в муфту паяльника, а элемент соединения устанавливается в дорн. Труба должна быть введена до отметки, элемент соединения — до упора.
После установки элементов начинает вестись отсчет времени прогрева, зависящего от диаметра трубы, и ему обязательно надо следовать.
В конце времени прогрева детали также одновременно снимают. У мастера есть секунды для их соединения и придания правильного положения. Детали с усилием заводятся друг в друга. Легкая корректировка допускается в первые 1-2 секунды. Детали удерживаются без изменения положения все время, отведенное на фиксацию.
Готовый узел не должен использоваться и испытывать нагрузки все время, предусмотренное для полимеризации полипропилена.
Перед первой пайкой полипропиленовых труб рекомендуется купить соединительные элементы и трубы для тренировки. При успешной пайке образовывается буртик в 1 мм, не портящий внешнего вида изделия.
Читайте так же:
Типы соединения полиэтилена
Самый несложный и малозатратный способ для соединения полимерных материалов — это так называемая контактная сварка полиэтилена.
Таким образом формируются надежные соединения, которые сохраняются при последующей эксплуатации.
Чтобы выполнить , соединенные края полимеров нагревают «горячим воздухом» или «горячим клином» до плавления. Сжатие и образование шва осуществляют роликовые элементы, специально предназначенные для зажима. Шов, получаемый в итоге, будет одинарным или двойным, он обладает хорошей прочностью.
Метод под названием «горячий воздух» представляет собой нагретый поток воздуха, при помощи которого полимер размягчатся и плавится. Для этой же цели применяется нагревающая деталь из металла — «горячий клин». Контакт элементов и полимера осуществляется и с наружной стороны, и с внутренней, при этом происходит образование хороших прочных швов.
Помимо контактного способа соединения, может применяться еще сварка экструзионная. При выборе такого способа расплавленный полимер подается под давлением, поверхности, соединенные друг с другом, меняют состояние с плотного на тягучее, а сдавливание помогает скрепить их между собой.