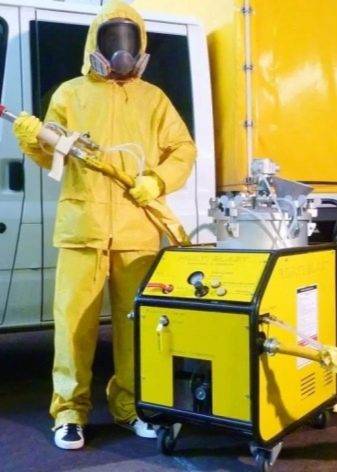
Оборудование для домашнего использования
Для того, что бы покраска малогабаритных деталей и изделий была достаточно хорошего качества, нужны:
- специально оборудованная камера или помещение (в зависимости от габаритов изделия). Должно быть максимально очищено от пыли – нужен пылесос с насадкой «циклон»;
- качественный источник электричества, выдерживающий большие нагрузки;
- для сушки (полимеризации) – печь. Для мелких изделий можно использовать бытовую электрическую духовку с температурным режимом до 300 гр С, (готовить в ней пищу запрещено);
- электростатический пистолет для распыления, работающий под давлением не менее двух атмосфер;
- компрессор (давление до пяти атм.);
- спецодежда, респиратор, перчатки, очки.
Особенности
Порошковую краску делают из полимеров, которые превращают в порошок и затем наносят на определенную поверхность методом напыления. Чтобы придать покрытию нужные свойства, его обрабатывают термическим способом, расплавленный порошок превращается в однородную по толщине пленку. Ключевыми достоинствами такого материала оказываются стойкость к коррозии, значительная адгезия. Под действием высоких температур, в том числе при их чередовании с низкими, порошковая краска долго сохраняет свои положительные качества. Механические и химические воздействия тоже неплохо переносятся ею, а контакт с влагой не нарушает поверхность.
Все эти достоинства порошковая краска сохраняет длительное время наряду с внешней привлекательностью. Вы можете покрасить поверхность, добившись самых разных тональностей и фактур, варьируя вводимые добавки. Матовый и глянцевый блеск – лишь самые очевидные примеры, такой декор создается порошковой краской легко и быстро. Но возможна и более оригинальная покраска: с трехмерным эффектом, с воспроизведением внешнего вида древесины, с подражанием золоту, мрамору и серебру.
Несомненным преимуществом порошкового окрашивания является возможность завершить всю работу с нанесением одного слоя, при работе с жидкими составами это недостижимо. Кроме того, вам не нужно будет применять растворители, и следить за вязкостью лакокрасочного состава. Весь неиспользованный порошок, который не удержался на нужной поверхности, можно собрать (при работе в особой камере) и распылить снова. Как результат, при постоянном использовании или при больших разовых объемах работы порошковая краска выгоднее прочих. А еще хорошо то, что нет необходимости ждать высыхания красящего слоя.
Не забывайте и об отрицательных сторонах такой методики:
- Если появился какой-то дефект, если при работе или последующем использовании покрытие повреждено, придется перекрашивать весь предмет или, по крайней мере, одну его грань с нуля.
- В домашних условиях порошковая покраска не проводится, для нее нужно весьма сложное оборудование, а величина камер ограничивает размеры окрашиваемых предметов.
- Колеровать краску нельзя, нельзя и применять ее для деталей, конструкций, которые предстоит сваривать, поскольку обгоревшие части красочного слоя не восстанавливаются.
Оборудование и материалы
Подготовку к работе начинают с выбора помещения. В принципе, можно сделать все необходимое даже в обычном гараже. Главное условие успеха — достаточное пространство для окраски и размещения оборудования, которое будет применено. Характеристики красящей установки подбираются сообразно тому, какое основание будет окрашиваться. Распылитель устанавливается внутри основной камеры и нагнетает порошковую краску в печь.
Ряд электрических аппаратов и обеспечивающая их мощная сеть могут не помочь в решении поставленной задачи, если не контролировать результат работы с помощью толщиномеров. Когда придется красить крупную вещь, желательно применять транспортные системы, причем обеспечивать движение придется для каждой детали. С помощью тележек, катящихся по рельсу, можно повысить производительность и сделать работу комфортнее.
Респираторная маска, хотя она и не нужна для выполнения самой работы, оказывается очень полезна для большего удобства, а также обеспечивает безопасность. В качестве грунта обычно используются составы, формирующие качественную фосфатную пленку.
Преимущества и недостатки метода
Достоинства технологии порошковой покраски металла:
- экологичность красящего состава.
- минимальная усадка благодаря отсутствию растворителя;
- большой выбор цветов;
- высокая механическая устойчивость окрашенных поверхностей;
- привлекательный вид.
Недостатки:
- Для покраски больших заготовок нужно покупать крупногабаритную печь.
- Невозможно нанести тонкий слой покрытия.
- Порошок плавится только при высокой температуре. Из-за этого технология не подходит для окрашивания пластиковых, деревянных заготовок.
Окрашивание металлических элементов (Фото: Instagram / ooo_pc_alvit)
Основные этапы окрашивания
Опишем подробно технологию нанесения порошковой краски на металл:
- Печь следует установить в помещении, имеющем принудительную вытяжку. Все работы проводятся в защитном костюме, марлевой повязке или респираторе и очках.
- Для освещения понадобятся лампы дневного света. Использовать обычные лампочки не следует – мельчайшие частицы порошка будут к ним притягиваться.
- Покрытые сухой краской изделия помещаются на полчаса в печь. Крепить их следует на раме, имеющей заземление.
- Добиться равномерного прогрева разного вида деталей в домашних условиях непросто. Для получения монолитной и прочной полимерной пленки температуру каждый раз придется подбирать опытным путем.
- Для каждого вида краски существуют особые рекомендации, описанные в инструкции производителя, в том числе и точное время полимеризации. Его следует неукоснительно соблюдать.
- Основные сложности возникают при окрашивании деталей разных размеров. Для каждой из них может понадобиться отдельная печь.
- Никакой дополнительной обработки не требуется. После остывания и отверждения в течение суток окраска считается оконченной. Сушка производится обычным способом на открытом воздухе.
- Для окрашивания крупногабаритных изделий можно использовать пистолет с пропановой горелкой. Сухой порошок, проходя через нее, сразу же расплавляется и подается в полужидком состоянии. Сама окрашиваемая деталь при этом не нагревается.
Таким образом, нанесение порошковой краски на металл даже в домашних условиях вполне реально. Подобным методом можно обрабатывать не только железо, но и закаленное стекло, способное выдержать температуру 150-200°С.
Технология порошковой покраски своими руками
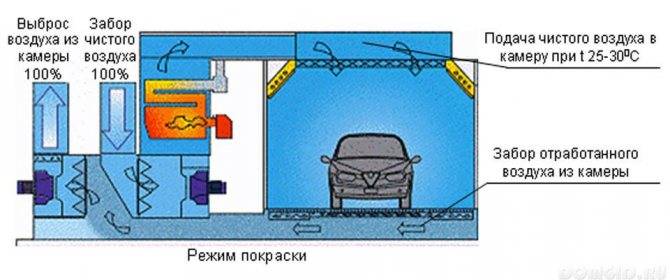
Камера для напыления должна иметь замкнутое пространство с вентиляцией, системой нагрева воздуха и качественной сетью электропитания.
Необходимо, чтобы камера для напыления была очень чистой и без пыли. Вымойте ее тщательно и приобретите пылесос. Чем мощнее он будет, тем лучше. Желательно, чтобы у него была насадка, похожая на «циклон».
Для осуществления качественной порошковой покраски нужно приобрести хороший пистолет, предназначенный для этой технологии, с давлением около пяти атмосфер.
Из обычного фена при желании можно сделать пистолет собственноручно.
Печь для полимеризации вы можете приобрести, выбор на рынке есть, но при необходимости сэкономить вы можете ее сделать сами.
Когда вы подготовите все,что нужно, можете начинать порошковую покраску изделия.
Данная технология требует соблюдения следующих мер безопасности:
- работающая вентиляция;
- перчатки из резины или хлопка, подошва обуви должна быть прорезинена;
- защитные очки на глаза;
- для безопасной работы краскопульта должно быть заземление;
- необходим респиратор.
Отметим, что непрофессиональное осуществление данной технологии покраски часто не дает ожидаемых результатов, так как образуются дефекты покрытия.
Для каких поверхностей можно использовать?
Мощная адгезия делает порошковый способ окрашивания идеальным для нержавеющих сталей. В целом при обработке металлических изделий бытового, промышленного и транспортного назначения порошок используется гораздо чаще, чем жидкие составы. Именно так красят составные части складских и торговых аппаратов, станков, металл трубопроводов и скважин








Кроме легкости нанесения, внимание инженеров к такому способу обработки привлекает безопасность краски в пожарном и санитарном отношении, нулевой уровень ее токсичности
Кованые конструкции, изделия из алюминия и нержавейки вполне могут быть окрашены порошковым способом. Практикуется такой метод нанесения покрытий и при выпуске лабораторного, медицинского оборудования, спортивного инвентаря.
Красители на основе поливинилбутирала отличаются повышенными декоративными свойствами, стойки к воздействию бензина, не проводят электрический ток, и хорошо переносят контакт с абразивными веществами. Способность пережить попадание воды, даже соленой, очень полезно при создании трубопроводов, радиаторов отопления, иных контактирующих с жидкостью коммуникаций.
При нанесении специального порошка на поверхность алюминиевого профиля приоритетом является не столько защита от коррозии, сколько придание красивого внешнего вида. Обязательно следует подбирать режим работы, в зависимости от состава красителя и особенностей подложки, учитывать специфику оборудования. Алюминиевый профиль с термовставкой обрабатывают самое большее 20 минут при нагреве не выше 200 градусов. Электростатический метод хуже трибостатического при окраске металлических изделий с глухими отверстиями.
Использование порошковой флуоресцентной краски практикуется при работе над дорожными знаками и другими информационными конструкциями, когда свечение в темноте важнее. По большей части применяют аэрозольные составы, как самые практичные и создающие наиболее ровный слой.
Технология порошкового окрашивания
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.
Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
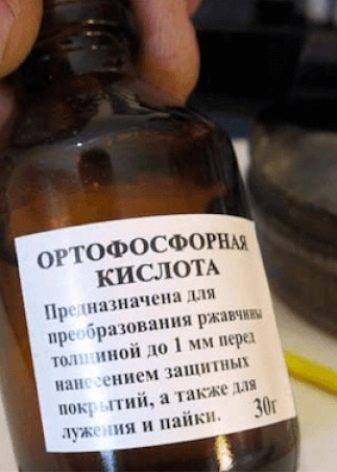
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Как использовать вискозиметр
Прежде чем разбавлять краску для краскопульта, следует измерить вязкость. Схема работы с прибором следующая.
Первым делом закрепляют измерительный прибор в вертикальном положении. Под него устанавливают чистые стаканчики – достаточно одного стакана. Емкость должна иметь объем более 100 мл. Затем сливное отверстие в приборе закрывают и наливают краску вровень по краям. Далее лакокрасочному материалу дают отстояться и после этого сливное отверстие открывают.

Нужная вязкость для качественного результата всегда указывается производителем на упаковке. Однако на величину могут влиять и другие факторы. Это температура воздуха, а также уровень влажности. Если на упаковке отсутствуют какие-либо данные о консистенции ЛКМ, тогда можно использовать следующие показатели:
- Уровень вязкости эмалей для окрашивания металла автомобилей должен составлять 15-20 сек;
- Масляные эмали и красители на масляной основе должны иметь уровень в 15-25 сек;
- Вязкость грунтовок должна составлять от 15 до 30 сек;
- Лаки разбавляются до 18-20 сек;
- Латексные краски могут иметь вязкость от 35 до 45 сек.

Получить правильный уровень вязкости краски для краскопульта можно с помощью добавления растворителей, который подбирают в зависимости от типа ЛКМ.
Особенности и назначение растворителей для порошковых красок
Для того, чтобы быстро и аккуратно удалить данный вид покрытия, требуется использовать средство, приобретенное в специализированном магазине.
Имеется несколько рекомендаций:
- Перед покупкой требуется проконсультироваться с продавцом.
- Имеет смысл сразу приобрести дополнительные средства, предназначенные для нанесения и удаления состава.
- Позаботиться о личной безопасности, подготовить средства индивидуальной защиты.
- Действовать согласно прилагаемому описанию, следовать подробному руководству.
- Позаботиться о проветривании помещения.
Не забывайте о том, что работа происходит с веществом химического типа. Данный состав может нанести вред здоровью.










Если действовать правильно, то твердый слой материала удаляется легко. Вам не придется прикладывать усилия, процесс устранения размягченного материала происходит легко.
Таким образом, для растворения покрытия порошкового типа изобретены проверенные жидкости. Они отличаются доступной ценой и высоким качеством, позволяют эффективно избавиться от застарелого слоя краски.
Покраска литых дисков: что нужно знать
Прежде всего, если на машине стоят штампованные диски (стальные), в этом случае владельцы часто попросту шкурят диск, убирают ржавчину, обезжиривают и затем красят диски автоэмалью или специальной краской для дисков в баллончиках.
Получается быстро, просто, качественно и дешево, но не долговечно. Зачастую, процедуру нужно повторять после каждой зимы по причине того, что штампованные диски быстро поражаются коррозией.
Что касается других методов окраски, также выделяется порошковая покраска дисков. Такой способ хорошо подойдет для штамповки, а также литых или кованых дисков. Качество на высоте (при условии соблюдения технологии), однако, требуется специальное оборудование, нужны дорогие расходные материалы и т.д.
Сами по себе порошковые краски отличаются высокой устойчивостью к повреждениям. В основе лежит сухой полимерный материал. Кстати, покраску порошковыми красками выполняют сами производители литых дисков на заводе.
Однако в кустарных условиях покрасить диски такой краской сложно, так как диски нужно правильно готовить к покраске и «запекать», что требует специального оборудования. Естественно, если рассматривается порошковая покраска дисков, которая выполнена профессионалами, цена будет высокой.
Если же диски литые, причем красить диски порошковой краской не планируется, тогда покраска литых дисков своими руками будет оптимальным вариантом. Главное, знать, как выполнить такую окраску. Давайте разбираться.
Итак, если мы красим диски автомобиля, основной задачей будет не только восстановление внешнего вида, но и необходимость надежно защитить диски от воздействия внешней среды. Как уже говорилось выше, литые диски в процессе эксплуатации нуждаются в уходе
При этом важно знать, чем покрасить литые диски на авто
Как правило, своими руками литые диски обычно красят акриловыми красками из баллончика. Другими словами, покраска литых дисков в домашних условиях напоминает окраску штампованных дисков.
Акриловые краски сразу идут в жидком виде, их легко наносить как с использованием краскопульта, так и можно сразу купить в аэрозольном баллончике. Качественная акриловая краска для дисков имеет хорошую адгезию и удерживается на поверхности, а также формирует защитный слой.
Требуемое оборудование для покраски в домашних условиях
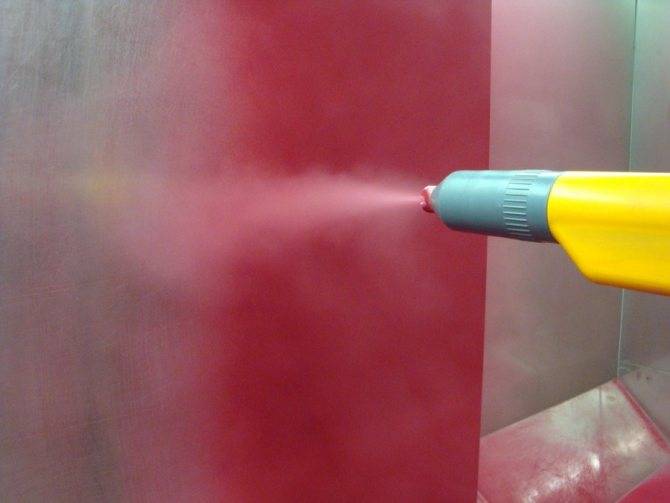
Для нанесения порошкообразных красок используется электростатическое распыление или распределение красителя по методике кипящего слоя. Для обеспечения равномерного распределения и удержания пудры на поверхности частицам сообщается электростатический заряд. Технология распыления предусматривает нанесение порошка пистолетом в окрасочной камере, излишки материала улавливаются фильтром и возвращаются в бункер для повторного применения.
Методика кипящего слоя предусматривает перевод порошкообразной взвеси в псевдожидкое состояние подачей воздуха под давлением. Деталь опускается в емкость, заполненную краской в псевдожидком виде. Технология требует использования специального оборудования, в бытовых условиях не применяется.
Чтобы правильно нанести порошковое лакокрасочное покрытие в домашних условиях, потребуются:
- полимеризационный шкаф или печь;
- источник питания, обеспечивающий подачу постоянного тока напряжением до 25 кВ;
- инструмент для распыления состава;
- порошок для нанесения и защитная одежда.

Изготовление печи
Электрическая печь необходима для равномерной полимеризации нанесенного слоя порошка. От качества работы установки зависит прочность покрытия, габариты рабочей камеры соотносятся с размерами окрашиваемых деталей. Температура нагрева подбирается в соответствии с типом используемой краски. Допускается использование нагревательного оборудования на жидком или газообразном топливе, но такие печи собрать самостоятельно невозможно.










Для изготовления самодельного шкафа потребуются:
- стальные профили для силового каркаса;
- листы теплоизолятора (например, базальтовая плита);
- стальной лист для оформления внешней части и полости рабочей камеры;
- вентилятор для подачи воздуха;
- нагревательные элементы;
- соединительные кабели;
- блок управления и защитные предохранители.
Краткий алгоритм изготовления электрической печи для сушки порошковых красок:
- Разметить профили и сварить пространственный каркас будущей печи.
- Уложить в окна слой утеплителя, который затем закрывается листами металла. Для дополнительной защиты внешняя часть покрывается слоем базальта и гипсоволоконными плитами с низким коэффициентом теплопроводности.
- Изготовить канал подачи воздуха с электрическим вентилятором (трубопровод имеет расширенную входную часть и суженное сопло). Установить магистраль таким образом, чтобы поток газа проходил через электрические нагреватели, а затем равномерно распределялся внутри рабочей камеры. Нагревательные модули устанавливаются вдоль стенок и изолируются от металлического каркаса шкафа. Коммутационные провода выводятся к пульту управления через плавкие автоматические предохранители.
- Установить защитные дефлекторы, закрывающие нагреватели. Стальные листы не позволяют воздуху проходить мимо раскаленных элементов. Следует учесть, что горячий воздух способен повредить обмотки электродвигателя вентилятора, который требуется установить на удалении от печи.
- Произвести подключение оборудования и провести тестовый запуск. Мощность установки достигает 12-15 кВт в момент пуска и разогрева. Электрические кабели подбираются по силе тока, запрещается использовать проводку с недостаточным сечением жил.

Покрасочный пистолет
Для нанесения порошков используется , изготовленный по следующей технологии:
- Подготовить стандартную пластиковую бутылку от напитков объемом 1,5 л. Емкость промывается и высушивается, а затем заполняется на 30% порошком.
- Закрутить тару металлической пробкой, в которой предварительно просверлены отверстия. Рекомендуется выполнить большое количество каналов диаметром до 1 мм, а затем зачистить поверхность от облоя.
- Подсоединить к пробке положительный провод, идущий от высоковольтного блока питания. Для порошковой окраски в бытовых условиях используются блоки от электрошокеров, способные работать от батареек или внешнего адаптера. В конструкции устройства предусмотрен преобразователь напряжения и выпрямитель, позволяющие получить на выходе постоянный ток напряжением до 25 кВ.
Мелочи, без которых не обойтись
Перед началом эксплуатации самодельного оборудования требуется организовать освещение рабочей зоны на основе люминесцентных ламп. В помещении предусматриваются принудительная приточная и вытяжная вентиляции, для защиты органов дыхания рекомендуется использовать респиратор. Нужно заранее подготовить старый пылесос, который позволит удалить рассыпанный порошок. Следует учитывать, что порошкообразный материал попадает в двигатель и спекается, образуя токопроводящие дорожки и выводя пылесос из строя.
Пошаговая схема работы
Стоит отметить, что рассматриваться будет технология порошковой покраски металла в самом простом варианте. То есть работать будем исходя из того, что у нас в наличии имеется «кустарная» покрасочная камера, а также самые простые и недорогие приспособления для реализации этого дела.
В качестве наглядного примера будем рассматривать самое обычное изделие – простой кусок металла.
Начнем.
Предварительная обработка поверхности
С заготовкой нужно сделать вот что:
- Очищаем всю поверхность металла от пыли и грязи с помощью обыкновенной мокрой тряпочки.
- Далее берем наждачную бумагу или же специальные металлические щетки и зачищаем ими все участки, на которых имеются признаки коррозии.
- Теперь нужно увеличить уровень адгезии плоскости – для этого просто напросто обезжириваем ее любым доступным растворителем.
Обезжиривание металла
- После того, плоскость очищена и обезжирена, нужно ее прогрунтовать. Для этого на изделие наносится так называемый конверсионный подслой краски. Как правило, для этого применяется краска на основе неорганических веществ. (См. также статью Грунтовка под шпаклевку: особенности.)
Что это дает? Благодаря такому грунтовочному слою уменьшается риск попадания влаги и воздуха под высохшую порошковую краску. Это возможно за счет того, что поверхность металла и порошкового покрытия сцепляется не напрямую, а через эту самую пленку из промежуточной краски.
То есть сцепление всех слоев становится на порядок лучше, что в конечном итоге положительно влияет на срок службы итогового полимерного покрытия и соответственно всего изделия в целом. - И последний этап подготовительных работ – это нанесение своими руками сверху грунтовки, слоя, который состоит из соединений нитрата хрома и натрия. Это процесс называется пассивирование – он нужно для того, чтобы ржавчина не появилась на изделии в то время, пока деталь готовится к покраске.
Пример пассивированной детали
В общем-то, если все зачищено, обработано растворителями и прочими составами, то можно просушить заготовку в печи и приступать к следующему этапу.
Нанесение краски и формирование покрытия
Инструкция по покраске как раз достаточно простая.
- Изделие помещается в камеру напыления.
- При необходимости заготовка фиксируется.
- Берется пулевизатор и заготовка красится.
Кстати, имейте в виду, что если вы с помощью порошковой покраски планируете добиться стойкости детали к воспламенению, то, пожалуй, не имеет смысла применять данную технологию. Гораздо проще будет приобрести огнезащитные краски по металлу Полистил, Негорин и другие аналоги – и деньги сэкономите, и нужный эффект гарантированно получите.
Пример огнезащитной краски
После нанесения краски начинается процесс формирования твердого полимерного слоя. Подробнее об этом.










Запекание краски
Под этим термином подразумевается то, что окрашенное изделие помещается в специальную камеру, где заготовка на протяжении определенного времени подвергается воздействию высокой температуры.
В нашем случае деталь кладется в духовой шкаф – его можно изготовить самостоятельно и «запитать» от электричества, мазута или от другого горючего.
Во время «запекания» детали нужно соблюдать такие условия:
Важно придерживать рекомендаций, которые содержит инструкция конкретной краски. То есть это означает, что для получения качественного слоя должна соблюдаться определенная температура, на протяжении такого-то времени и т.п.
Изделие должно прогреваться равномерно! Поэтому, если у вас жар идет от стенок «духовки», лучше поместить заготовку на чем-то вроде прутьев, чтобы она оказалась на равном расстоянии от всех стенок.
Когда отведенное для прогрева детали время истекло, вынимаем ее из шкафа и оставляем на открытом воздухе для того чтобы она остыла.
Шкаф для термообработки окрашенных изделий
Тут плюс в том, что не требуется никакого закаливания металла – то есть фаза частого контраста холодного и горячего отсутствует. А это означает, что и цена проекта в целом снижается, и время экономится.
На этом все – по сути. Такая вот кустарная обработка изделия порошковым методом закончена. Как видите, в домашних условиях, у себя в гараже, наладить такой процесс вполне можно – было бы желание и определенная доля старания.
Подведем итоги нашего обзора.
Для каких поверхностей можно использовать?
Мощная адгезия делает порошковый способ окрашивания идеальным для нержавеющих сталей. В целом при обработке металлических изделий бытового, промышленного и транспортного назначения порошок используется гораздо чаще, чем жидкие составы. Именно так красят составные части складских и торговых аппаратов, станков, металл трубопроводов и скважин
Кованые конструкции, изделия из алюминия и нержавейки вполне могут быть окрашены порошковым способом. Практикуется такой метод нанесения покрытий и при выпуске лабораторного, медицинского оборудования, спортивного инвентаря.
Красители на основе поливинилбутирала отличаются повышенными декоративными свойствами, стойки к воздействию бензина, не проводят электрический ток, и хорошо переносят контакт с абразивными веществами. Способность пережить попадание воды, даже соленой, очень полезно при создании трубопроводов, радиаторов отопления, иных контактирующих с жидкостью коммуникаций.
При нанесении специального порошка на поверхность алюминиевого профиля приоритетом является не столько защита от коррозии, сколько придание красивого внешнего вида. Обязательно следует подбирать режим работы, в зависимости от состава красителя и особенностей подложки, учитывать специфику оборудования. Алюминиевый профиль с термовставкой обрабатывают самое большее 20 минут при нагреве не выше 200 градусов. Электростатический метод хуже трибостатического при окраске металлических изделий с глухими отверстиями.
Отличия полиэфирных и эпоксидных порошковых красящих смесей
Если изделие будет использоваться на открытом воздухе, то лучше работать с полиэфирными красками. Они дают более стойкий цвет, повышенную атмосфероустойчивость и являются особо прочными. При большом проценте акрилатов в составе смеси, повышается устойчивость к щелочам. Поверхность может быть глянцевой или матовой. Основное применение – машиностроение.

Краски, в основе которых эпоксидные смолы, применяются для внутренних конструкций. Востребованы они в радио и электротехнике, где могут работать в качестве электроизоляции. Использование таких составов на открытом воздухе ограниченно.

Со временем появились оборудование, которое дало возможность дома самостоятельно работать с красящими порошками.
Способы нанесения
Для нанесения краски можно использовать:
- Малярную кисть. Подойдет для окрашивания небольших деталей. В продаже можно найти кисти разного размера. Щетина может быть натуральной или синтетической. Для доступа к сложно доступным местам инструмент комплектуется удлиненной изогнутой ручкой.
- Валик. Подходит для окраски ровных поверхностей большой площади.
- Распылители. Второе название краскопульты. Для их работы применяется компрессор. Красящий состав подается под давлением. Оборудование применяется крупными предприятиями, автосервисами, столярными, кузнечными мастерскими.
- Емкости для окунания металлических заготовок. Таким способом легко красить детали сложной формы.
Современная технология — порошковая окраска металла. Заготовки помещаются в закрытую покрасочную камеру и покрываются слоем краски. Ее частицы получают отрицательный электрический заряд и притягиваются к рабочей поверхности, создавая плотный равномерный слой. После нанесения порошка заготовка помещается в печь, чтобы декоративный слой запекся, стал монолитным.









Малярная кисть (Фото: Instagram / rostov.kraski.kisti)





