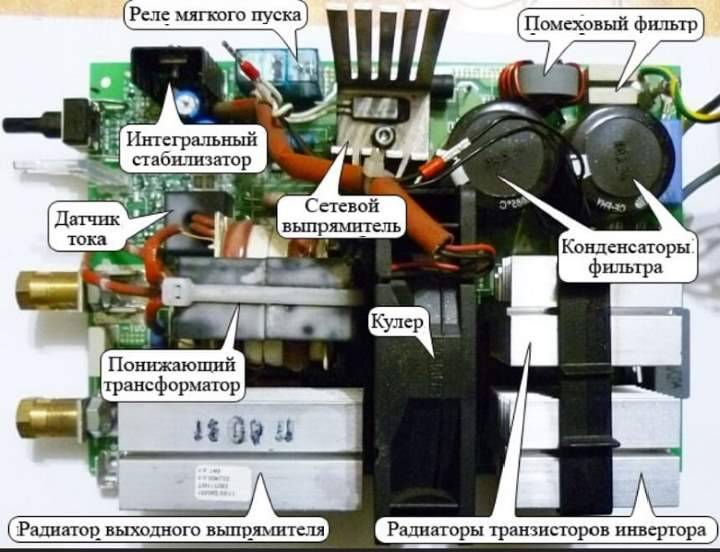
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
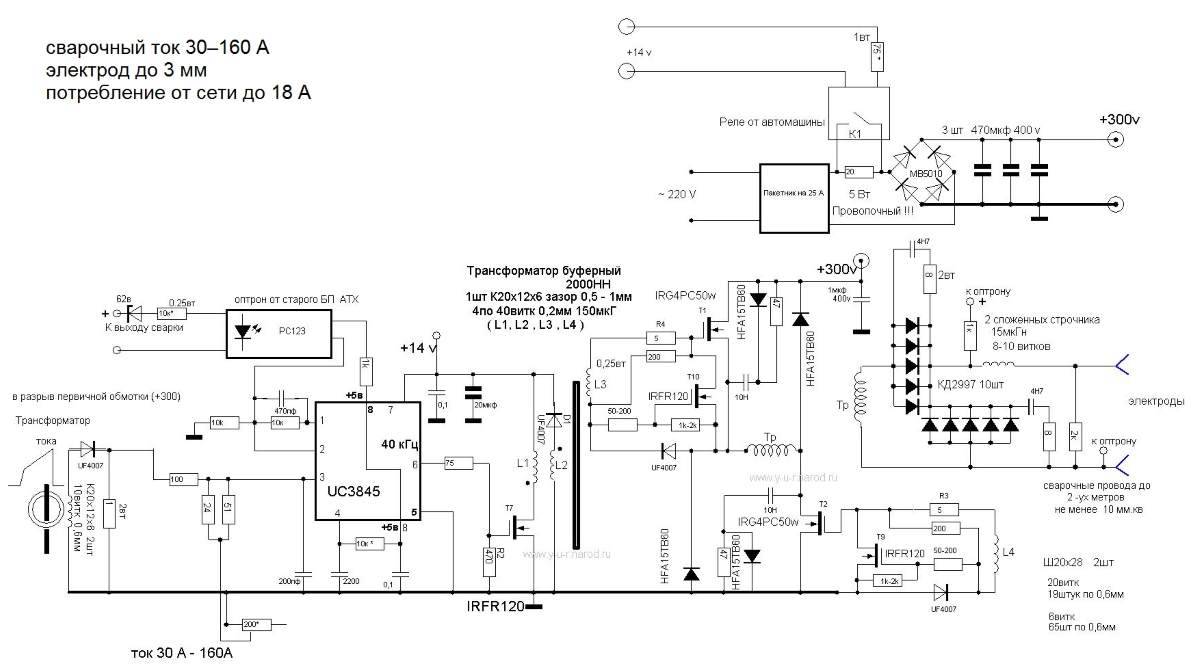
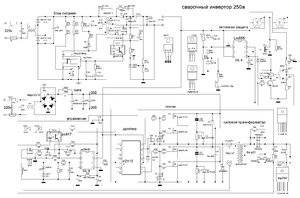
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей. Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.

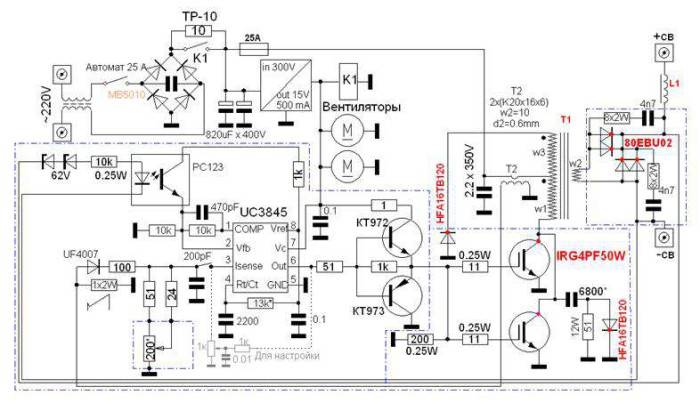
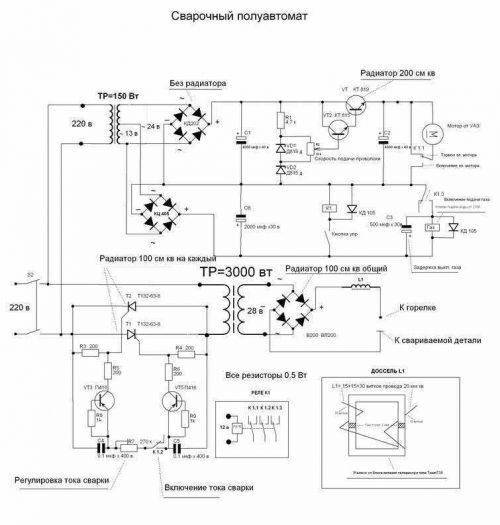
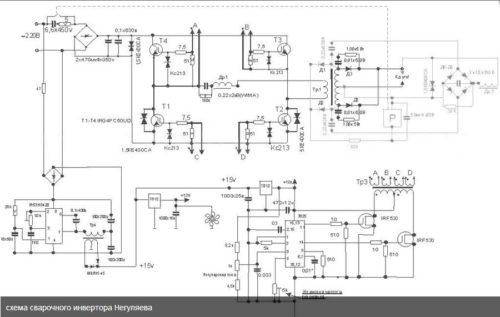
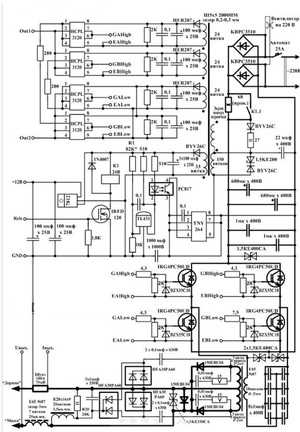
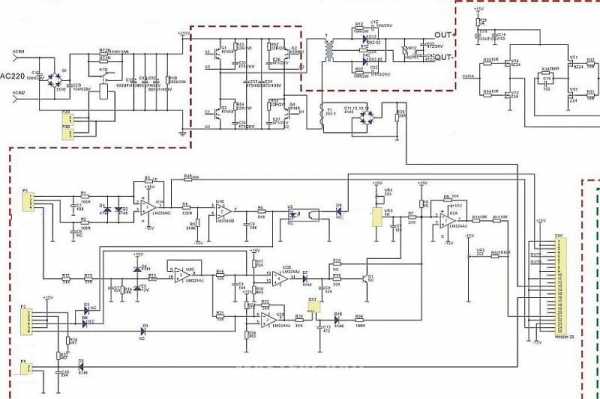
Схема сборки сварочного инвертора
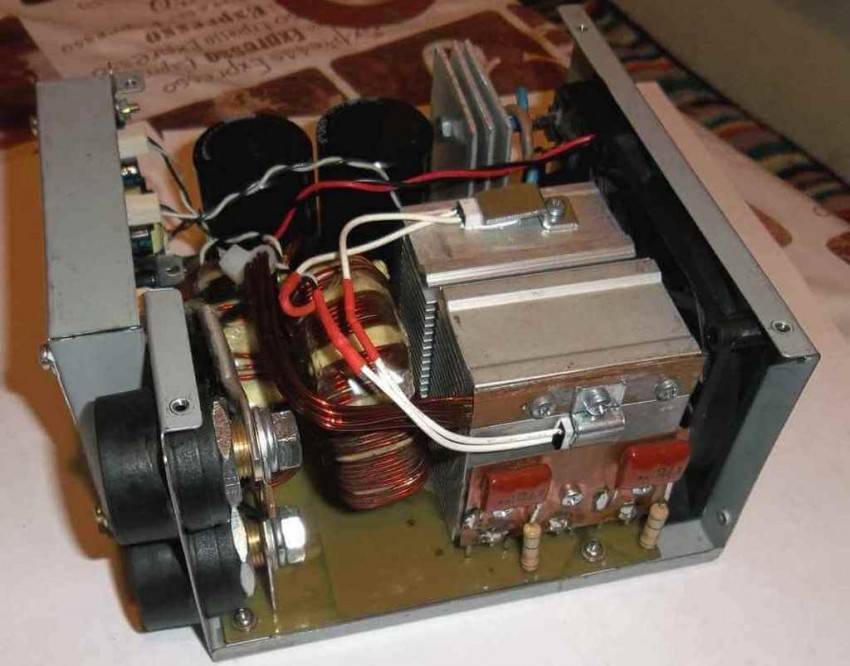
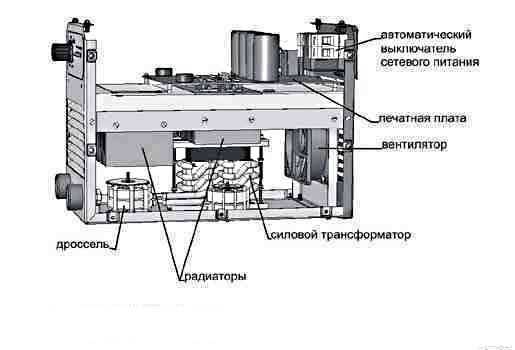
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока. Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.

Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
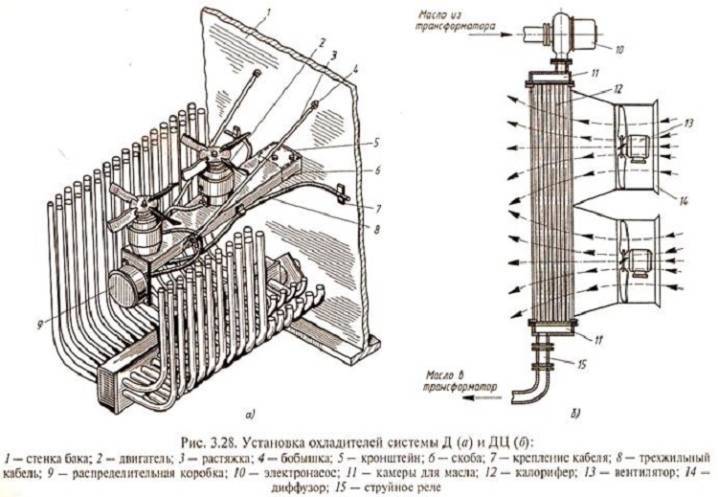
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Как сделать аппарат?
Сегодня почти невозможно или крайне сложно производить сваривание металла либо его обработку без применения сварочного оборудования. Для его создания потребуются навыки и знания, что дадут возможность понять схемы сварки на различных типах тока, что будут несколько отличаться одна от другой.
Если требуется сделать полуавтомат из инвертора, то он должен иметь ряд характеристик:
- возможность применения с электродами, у которых показатель сечения не превышает 5 миллиметров;
- максимальное значение рабочего тока – 250 ампер;
- источник напряжения – обычная электросеть на 220 вольт;
- регулирование сварочного тока в диапазоне 30–220 ампер.

Рассматриваемый аппарат будет формироваться из следующих элементов:
- инвертора;
- источника питания;
- выпрямителя.
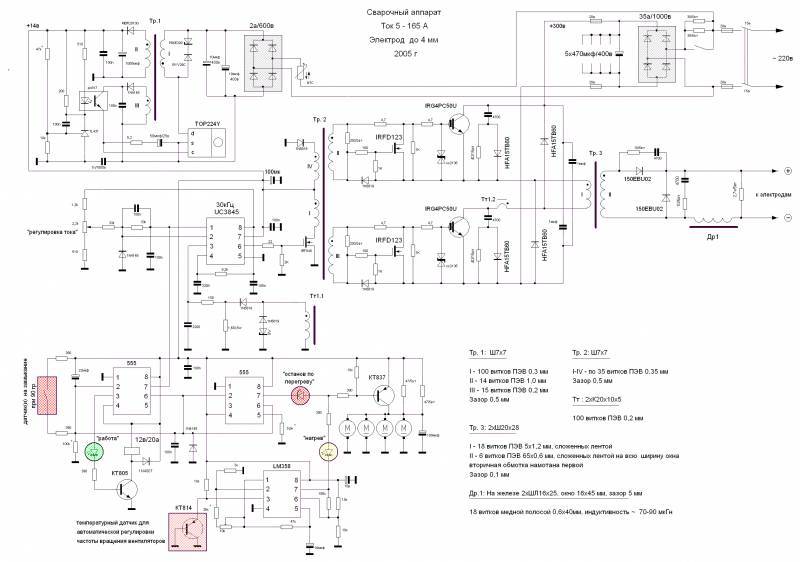
Начать работу следует с трансформаторной намотки. Это происходит в следующей последовательности:
- следует взять наконечник из феррита;
- производим первую обмотку, которая будет состоять из 100 витков, выполненных посредством провода ПЭВ 0,3 миллиметра;
- делаем вторую обмотку, которая насчитывает 15 витков проводом, что имеет сечение 1 миллиметр;
- осуществляем третью обмотку, что будет состоять из 15 витков проводом типа ПЭВ с сечением 0,2 миллиметра;
- четвертую и пятую делаем по 20 витков кабелями с сечением 0,35 миллиметра.
Для непрерывной работы ключей транзистора напряжение на них должно подаваться после двухполюсников, выпрямителя. Последний размещается, согласно схеме, на плате, а каждый из его узлов закрепляется в корпусе. Можно взять старый корпус от бесперебойника или создать его самому.
Снаружи корпуса следует установить индикатор светодиодного типа, который показывает, включен ли прибор в сеть либо нет. Также можно поставить допвыключатель и предохранитель. Его можно разместить либо на задней стенке, либо внутри корпуса.

Многое будет зависеть от его габаритов и особенностей конструкции собираемой вами модели. Переменный транзистор монтируется на лицевую часть корпуса, ведь при его помощи производится регулировка рабочего тока. Если вы соберете все электросхемы, следует проверить каждую мультиметром.




На постоянном токе
Если говорить о моделях сварочных устройств, что работают на неизменяемом своего значения токе, то тут следует сказать, что их существенно меньше, чем на переменном. Но такие устройства позволяют осуществлять сварку изделий из чугуна, а также нержавеющей стали. Для создания такого устройства требуется где-то не более 30 минут. Лучше будет просто преобразовать собственноручно сделанную модель на токе переменного характера в рассматриваемый тип устройства. Тут нужно будет, чтобы обмотка вторичного типа была подсоединена к выпрямителю, созданному на диоде.

Для выравнивания токовых значений разрешается применить конденсаторы, что имеют соответствующие характеристики и особенности напряжения. Потом устройство собирают в соответствии со схемой.
Не будет лишним сварочный аппарат подобного типа проверить несколько раз на предмет перегрева различных компонентов: трансформатора, конденсатора, а также диодного моста.

На переменном токе
Если говорить о модели на таком типе тока, то такой тип сварки имеет ряд преимуществ:
- позволяет получить высококачественный шов – на таком типе тока дуга не отклоняется от начальной оси, что позволяет новичкам делать хороший шов;
- невысокая цена комплектующих;
- простота сборки устройства;
- возможность использования однофазной сети, то есть питания от простой розетки.
Слабые стороны такого устройства – во время использования металл может разбрызгиваться из-за прерывания синусоиды электродуги и быстрый перегрев трансформатора.

Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
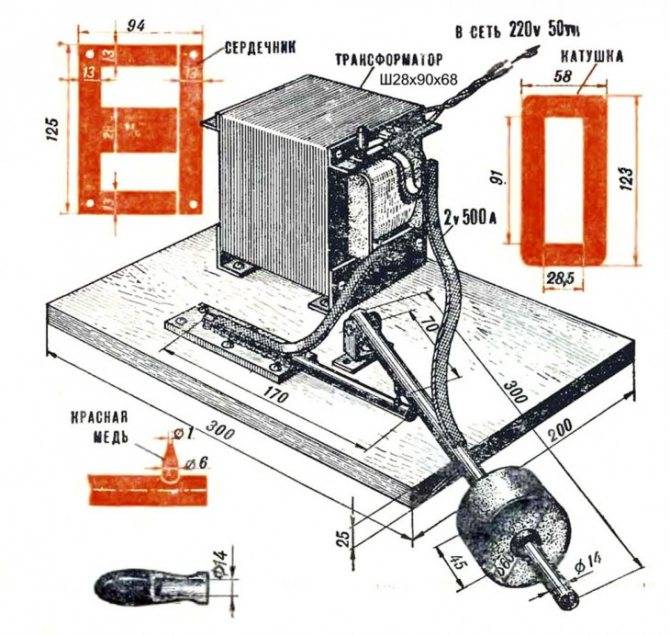
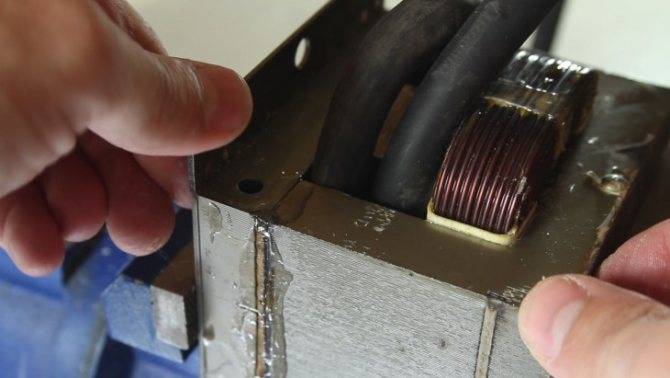
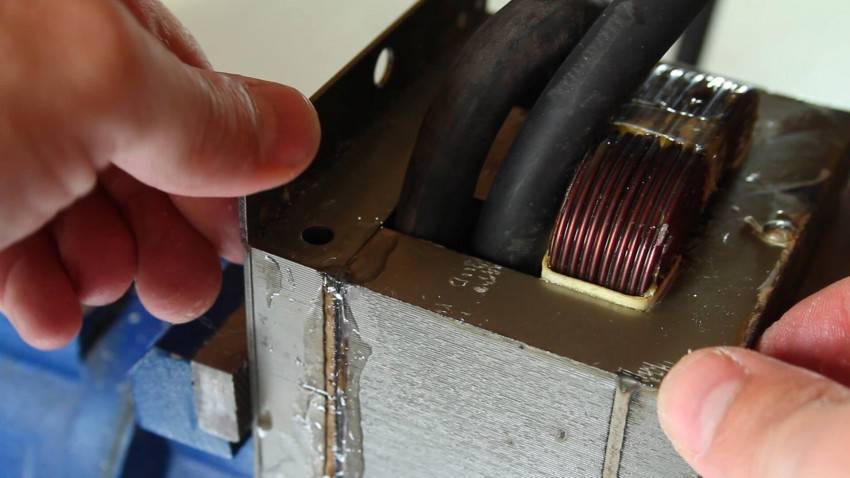
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
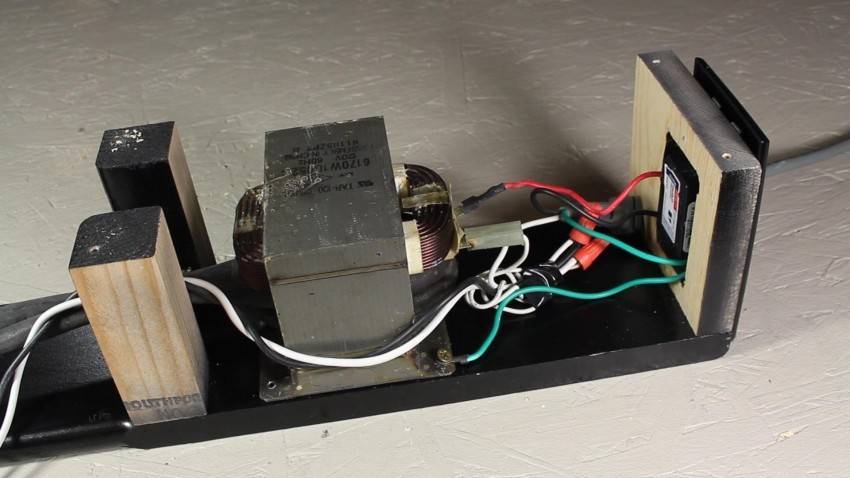
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Настройка
Самодельный сварочный инвертор собрать несложно, и для этого не требуются значительные капиталовложения. Но выполнить его настройку без привлечения специалиста проблематично. Как сделать и настроить самодельный инвертор самостоятельно?
Инструкция
- Необходимо предварительно на плату сварочного агрегата подать напряжение. Блок станет издавать характерный писк. Сетевое напряжение также нужно подать на вентилятор охлаждения, который не допустит перегрева деталей, и агрегат будет стабильней работать.
- Когда силовые конденсаторы получили достаточную зарядку, необходимо замкнуть токоограничивающий резистор (проверяется работа реле, на резисторе должно быть нулевое напряжение).
Важно – если сварку подключить без токоограничивающего резистора, возможен взрыв!
- Использование подобного типа резистора существенно снижает скачки тока в момент подключения сварки к сети 220В.
- Наш инструмент вырабатывает ток более 100А. Данный параметр зависит от конкретно применяемой схемы, а вычислить его можно с помощью осциллографа.
- Проверка режима сварки на блоке управления самодельного плазмореза. Для этого нужно подсоединить к выходу усилителя оптрона вольтметр. Для устройств незначительной мощности среднее амплитудное напряжение должно быть порядка 15В.
- Далее нужно проверить выходной мост на правильность его сборки. Для этого подается от подходящего блока питания напряжение 16В на вход агрегата. Блок на холостом ходу потребляет ток порядка 100 мА, что стоит учесть при выполнении контрольных замеров.
- Работу своего самодельного инвертора можно сравнить с работой промышленного. На обеих обмотках осциллографом измеряется соответствие друг другу импульсов.
- Далее нужно проконтролировать работу сварочного устройства с конденсаторами. Необходимо поменять напряжение с 16В на 220В, подсоединяя инвертор напрямую к электросети. С помощью осциллографа, подсоединенного к выходным транзисторам, наблюдаем за формой сигнала, ее соответствие испытаниям на минимальном напряжении.
Инвертор для сварки является достаточно востребованным агрегатом в любой сфере деятельности: на производстве, в домашних условиях. А благодаря использованию встроенного регулятора, выпрямителя тока сварочный агрегат инверторного типа позволит добиться наиболее эффективных результатов сварки, если их сравнивать с результатами аналогичных работ с использованием стандартных сварочных агрегатов, на которых установлены трансформаторы из стали электротехнической.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка


В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.

Площадь крена можно рассчитать по формуле: S=a*b. Готовый результат вычислений не должен быть меньше 36 кв. см. Чем больше площадь, тем меньше греется аппарат во время работы.

Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!
Лампа для дезинфекции коронавируса (COVID-19) — обзор лучших вариантов, а также инструкция по применению
Как сделать медицинскую маску: инструкция по изготовлению простых и сложных масок для защиты от коронавируса (COVID-19)
Как связать тапочки крючком? ТОП-8 лучших идей от мастериц. Пошаговая инструкция, как связать красивые и теплые тапочки своими руками


В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.




Порядок дальнейших действий для изготовления сварочного аппарата
Удаляем с катушек всю вторичную обмотку
При этом важно не повредить первичную. Пронумеровываем каждую катушку, которую создаём
Нужны провода для сварочного аппарата, созданного своими руками. Для этого срединную катушку обматываем проводом, взятым с обмотки. На каждые 30 кругов выполняем десяток отводов. Обе катушки, которые находятся по краям, наполняем многожильным кабелем.
Делаем клемму. Используем медную трубу с диаметром в 10 миллиметров – одна сторона обжимает. Вторую надо расплющить и просверлить. Она понадобится для крепления.

На трансформаторе заменяем крепёж на более мощный, крепим клеммы. Делаем плату для ПО. Она изготавливается из текстолита. Должно быть десять отверстий, и в каждое вставляется крепёж.
Такой полученный сварочный аппарат может питаться от 220 вольт. Для этого в завершение процесса обмотки с краёв параллельно соединяют. Среднюю также подсоединяют в эту цепь последовательно. Отводы устанавливают в клеммы изготовленной платы. Ток регулируем клеммами.
Изготовить сварочный аппарат можно и другими способами. Например, хорошо известно, что сварочный аппарат делают из автомобильных аккумуляторов. Для этого берут несколько аккумуляторов, последовательно их соединяют.

При объединении аккумуляторов нужно использовать очень надёжные зажимы.

Такой вид сварочного аппарата очень придётся кстати в полевых условиях. Его можно быстро создать самостоятельно. В дело могут пойти даже отработанные аккумуляторы (недействующие).
Нужно помнить о том, что аккумуляторы быстро нагреваются, поэтому, не получится очень долг их использовать. Кроме того, нельзя забывать о том, что из них при повышенных нагрузках быстро испаряется электролит и жидкость.
За счёт аккумуляторных батарей достаточно практичным свойством является то, что такой аппарат можно поставить на зарядку на ночь. Утром он будет готов к использованию.

Сварочный процесс: схема изготовления




При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества. Виды контактной сварки:
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг – нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.

Индукционная катушка должна быть из материалов, устойчивых к температурному воздействию.
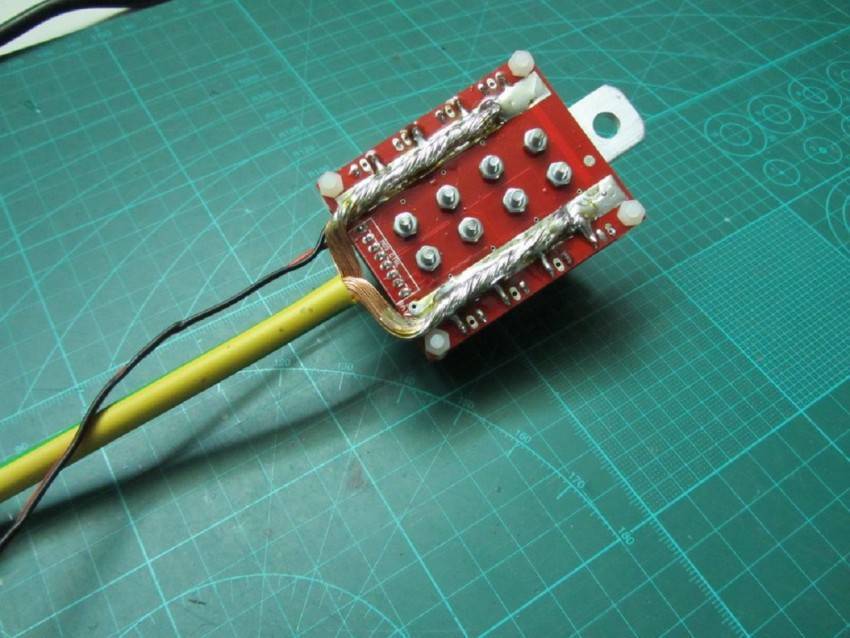
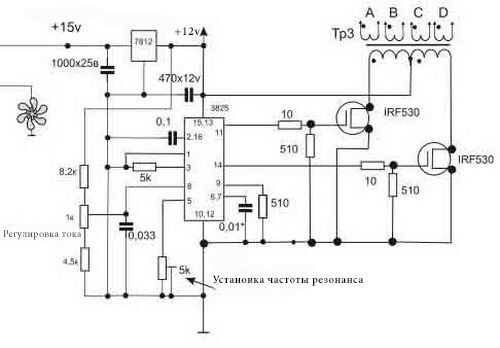
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
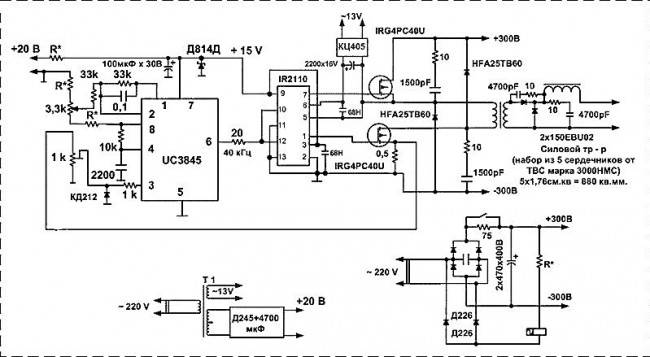
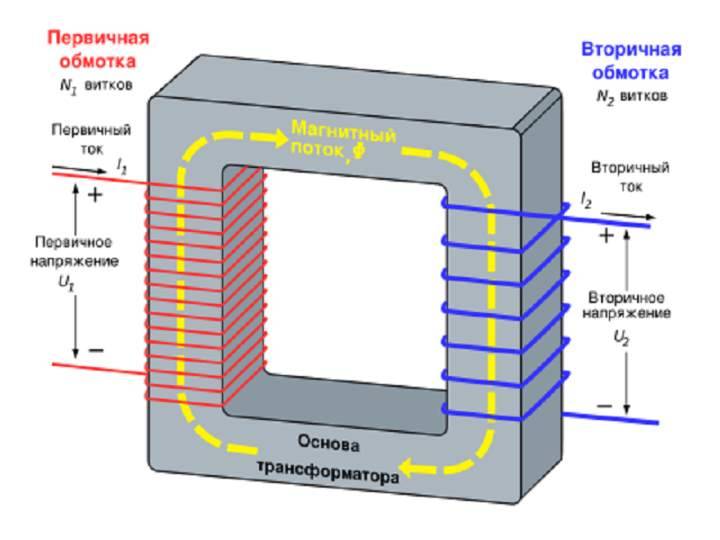
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.

Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.



Особенности

Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.
Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Дома нет такой возможности для создания точного регулятора, не меняющий характеристик при каждом запуске.
Если вы собрали трансформатор на постоянном токе, он, конечно, будет во много раз дешевле, но поставит под вопрос надежность агрегата.

Связано это с отсутствием предохранителей, как у моделей заводского типа. Хотя к плюсам самостоятельной сборки относят возможность сделать статическое электромагнитное устройство с любым набором характеристик.
Он может быть как мощным агрегатом, так и слабым механизмом. Для это следует правильно провести расчет сварочного трансформатора для будущей машины.
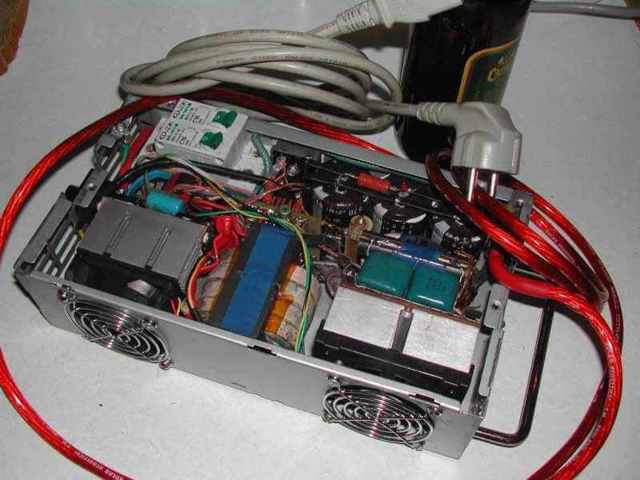
Вы приняли решения собрать статическое электромагнитное устройство самостоятельно и далее заняться сборкой самого сварочника. Советуем размещать элементы в металлический каркас/бокс, к примеру, корпус от компьютерного системного блока.
Собственно, это и есть основные особенности, о которых вам надо знать. Помните, что необходимо кое-какое минимальное понимания в области электротехники.
Наверно это и так понятно. Но все же, предварительно рекомендуем освежить или приобрести дополнительные знания в этой области и лишь затем приступать к сборке статического электромагнитного устройства.
Полезные рекомендации по настройке аппарата
 Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
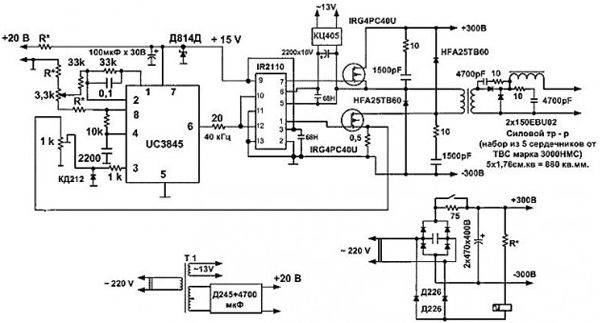
- Сначала инвертор необходимо подключить питание 15В к ШИМ, одновременно подключить к питанию один конвектор, чтобы уменьшить нагреваемость аппарата и сделает тише его работу.
Для замыкания резистора необходимо подключить реле. Его подключают, когда закончится зарядка конденсаторов. Такая процедура существенно сокращает колебания напряжения при подключении инвертора в сеть 220В. Если не использовать резистор при подключении напрямую может произойти взрыв.
Затем проконтролировать, как срабатывают реле замыкания резистора через несколько секунд после подключения тока на плату ШИМ. Продиагностировать саму плату на присутствие импульсов прямоугольной формы после того, как сработают реле.
Потом подается питание 15В на мост, чтобы проверить его исправность и правильность монтажа. Сила тока не должна быть выше 100мА. Ход установить холостой.
Проверить корректность установки трансформаторных фаз. Для этого можно воспользоваться осциллографом на 2 луча. Подключить питание на мост от конденсаторов через лампу 220В 200вт, перед этим выставить частоту ШИМ 55кГц, подсоединить осциллограф, глянуть на сигнальную форму, отследить, чтобы напряжение не поднималось больше 330 В.
Для того, чтобы определить частоту аппарата, нужно постепенно снижать частоту ШИМ пока на нижнем ключе IGBT не появится небольшой заворот. Зафиксировать этот показатель, разделить его на два, к получившейся сумме добавить значение частоты перенасыщения. Конечная сумма и будет рабочим колебанием частот трансформатора.
Мост должен потреблять тока в районе 150ма. Свет от лампочки должен быть не ярким, сильно яркий свет может указывать на пробой в обмотке или об ошибках в конструкции моста.
Трансформатор не должен выдавать никаких шумовых эффектов. Если они присутствуют, то стоит проверить полярность. На мост можно подключить тестовое питание через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники, которые идут от ШИМ, должны быть короткими, скрученными и размещаться подальше от источников помех.
Постепенно повышать ток инвертора при помощи резистора. Обязательно слушать прибор и наблюдать за показаниями осциллографа. Нижний ключ не должен повышаться больше 500В. Стандартный показатель – 340В. При наличии шума могут выйти из работы IGBT.
Начинать сварку с 10 секунд. Проверить радиаторы, если холодные, продлить сварку до 20 секунд. Потом можно увеличить время сварки до 1 минуты и более.
После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор его охлаждает и можно снова приступать к работе.





