Азы электросварки
Сварочный шов соединяет две металлические заготовки в единое целое. Для этого их кромки требуется нагреть до температуры плавления. Это делают за счет электродуги. Между кромками образуется зона расплавленного металла, после остывания она кристаллизуется, соединяя обе детали воедино.
Виды
Электродуга может поддерживаться как постоянным, так и переменным током. Источником переменного тока служит сварочный трансформатор, понижающий сетевое напряжение 220 или 380 вольт и соответственно повышающий силу тока. Трансформаторы — морально устаревший вид сварочного оборудования, они громоздки, весят несколько десятков и даже сотни килограммов.
Стабильность электродуги сильно зависит от параметров электросети, кроме того, работа сварочного трансформатора вызывает скачки напряжения в сети. Такая техника требует от сварщика высокой квалификации и солидного опыта.
Начинать обучение лучше со сварочным инвертором. Этот источник выполняет двойное преобразование входного напряжения. Благодаря использованию высокочастотного генератора габариты инверторного аппарата начального уровня доведены до размеров обувной коробки, а вес- до нескольких килограммов. Устройство не зависит от колебаний входного напряжения и не влияет на электросеть. Оно нетребовательно к уровню подготовки сварщика и имеет подсистемы стабилизации дуги и облегчения ее розжига.
Технология работ
Для возбуждения электродуги требуется создать разность потенциалов между заготовкой и кончиком электрода. Электрод состоит из прямого отрезка сварочной проволоки, покрытой флюсовой обмазкой. Когда электрод подносят к заготовке на расстояние в несколько миллиметров, между ними проскакиваете разряд.
Такой постоянно действующий разряд и называют электрической дугой. Она выделяет большое количество тепла, от которого плавится сердечник электрода и кромки заготовок. Образуется зона расплавленного металла, называемая сварочной ванной. По мере ведения электрода вдоль линии шва сварочная ванна перемещается вслед за дугой. Расплавленный металл, остывая, кристаллизуется и образует сварной шов, соединяющий две заготовки воедино.
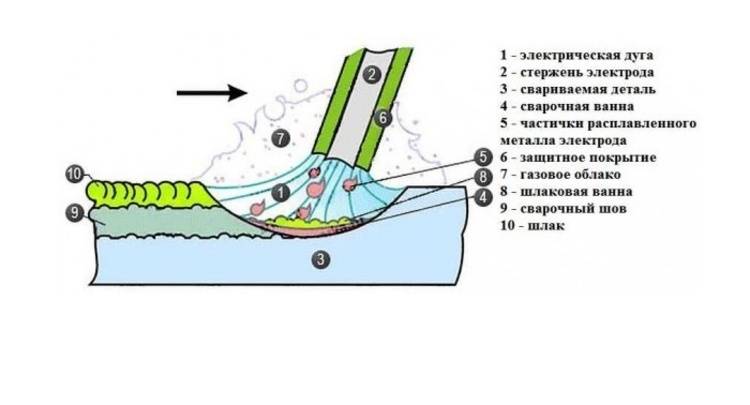
Покрытие электрода плавится и испаряется, и образует газовое облако, защищающее сварную ванну от контакта с воздухом и образования оксидов.
На поверхности остывающего шва возникает шлаковый слой. Это отходы от горения обмазки. После остывания этот слой удаляют механической обработкой.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы
В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии, чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва, окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
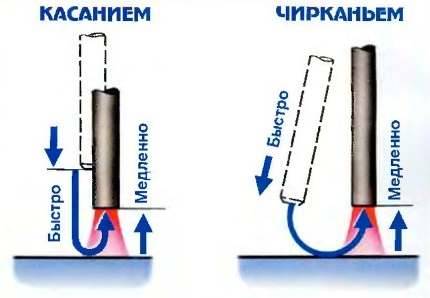
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.









 Способы зажигания дуги
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
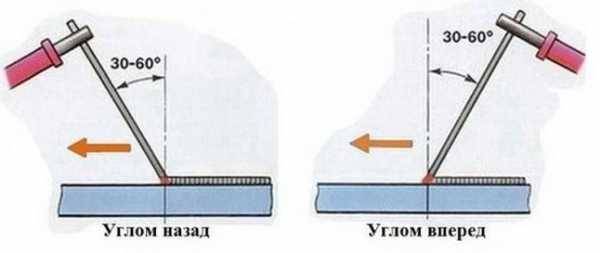
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
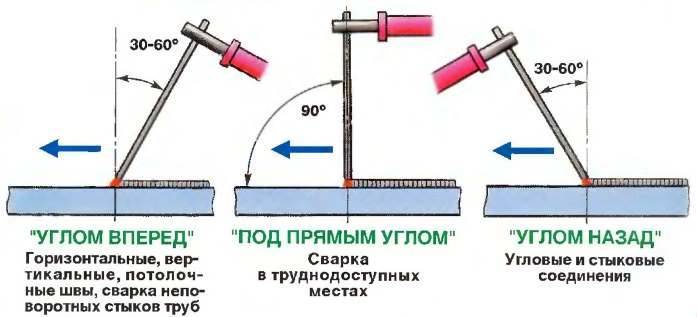 Угол наклона электрода при сварке
Угол наклона электрода при сварке
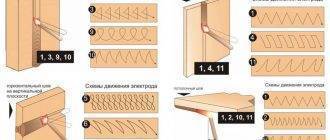
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
 Способы выполнения сварочных швов
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
Способы соединения и ориентирования деталей
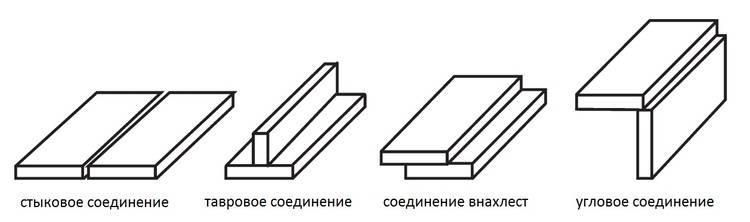
При всем многообразии сварных конструкций, собираемых с применением ручной ЭС, конструктивные элементы изделий свариваются между собой всего лишь четырьмя способами соединения, установленными ГОСТ 5264-80 для этого типа сварки:
Ручная ЭС допускает любые пространственные положения накладываемых сварных швов. В зависимости от ориентирования деталей, типа шва и его пространственного расположения зависит техника выполнения сварки, которой необходимо пользоваться сварщику. Выделяют следующие пространственные положения швов при ориентировании заготовок:
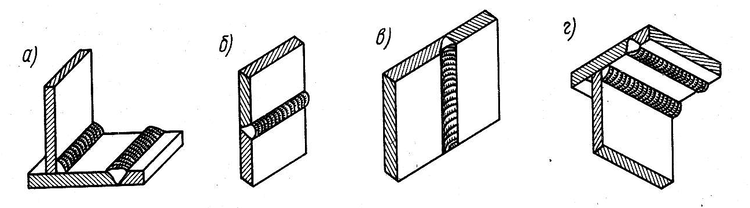
поз. а — нижнее положение, когда сварочный шов расположен на горизонтальной поверхности. Такое положение является наиболее удобным для заполнения сварочной ванны и контроля ее состояния, качество швов в нижнем положении самое высокое.
Важно! При стыковой сварке трубопроводов используют поворотный способ, в процессе которого окружность стыка разделяют на четыре равных сектора (по 90 ) и проваривают по два сектора, поворачивая трубу таким образом, чтобы обеспечить наибольшее количество швов нижнего положения.
- поз. б – горизонтальный шов на вертикальной плоскости, для выполнения которого размер сварочной ванны стараются выполнять минимальной, а дугу поддерживают максимально короткой;
- поз. в – вертикальный шов, который варят движением снизу вверх, хотя на тонком металле предпочтительнее движение сверху вниз, чтобы он меньше прогревался во избежание прожига;
- поз. г – потолочный шов, самый сложный по исполнению. Стекание расплавленного металла вниз составляет основную проблему сварки для начинающих исполнителей. Образно выражаясь, у сварщика должна быть «набита рука», чтобы быстро проварить шов на увеличенном токе.
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:










- одежда и обувь из не воспламеняющихся материалов;
- спилковые краги;
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки;
- респиратор для защиты органов дыхания;
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.

Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва
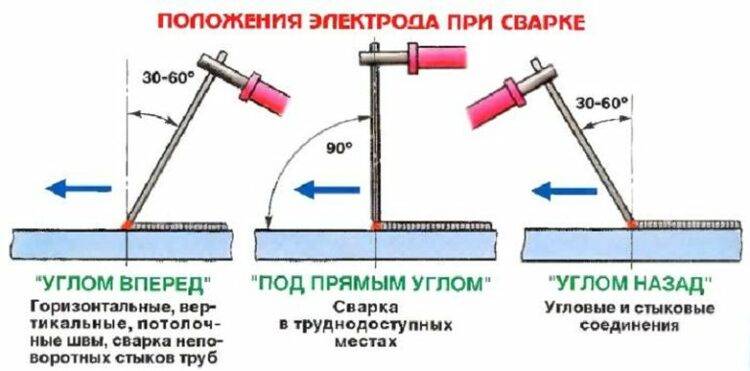
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Что нужно для того, чтобы научиться варить
Если вы мечтаете, стать профессиональным сварщиком, то должны понимать, с чем придётся столкнуться. Сварка металлов процесс достаточно грязный, плюс ко всему он опасный и требует наличия определённых знаний.
Поэтому в первую очередь, о чем должен позаботиться начинающий сварщик, это о специальной экипировке. Спецодежда сварщика должна быть выполнена из огнестойких материалов. Руки надежно защищены не обычными перчатками, а специальными крагами, именно так называются «рукавицы» сварщиков.

Но самое главное, это защита зрения. Очень часто можно слышать, что я варил весь день и нахватался «зайчиков». Так вот, чтобы такого не случилось, маска для сварки должна быть качественной и надежной. Наилучшим вариантом для обучения сварочному делу, являются маски Хамелеон. С автоматической маской начинающий сварщик не будет отвлекаться на ненужные ему процессы, только на сварку металлов.
Первые шаги будущего хорошего сварщика ↑
Первоначально каждый из обучающихся мастерству делает на ненужных кусках металла валики, просто расплавляя материал без создания соединительных швов. Поверхность нужно очистить от ржавчины и загрязнений.

Все сварщики начинали обучение с валиков
- Электрод вставляется в держатель сварочного аппарата.
- Инициировать поставку тока в зону плавления можно, чиркая по металлу концом стержня, словно спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод нужно направить на заготовку. Зазор между электродугой и металлом должен быть постоянным, не меньше 3х, но не больше 5-ти мм.

Электрод в держателе крепят под углом 70 градусов
На данном этапе практических занятий необходимо научиться подбирать силу тока для его стабильной подачи. При недостатке тока дуга будет гаснуть, слишком мощный поток проплавит металл. Навыки выставления режима сварки можно получить только путем экспериментов.







Убедившись в том, что валики выходят ровные и почти красивые, можно попрактиковаться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного практиканта, знающего, как правильно научиться варить электросваркой, и реализующего полученные сведения.

Второй шаг обучения: выполнение имитации сварного шва на заготовке
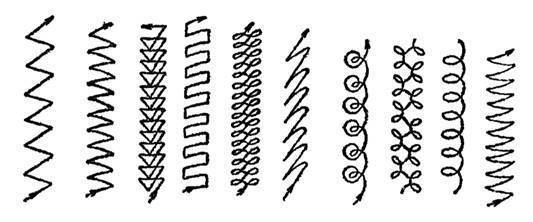
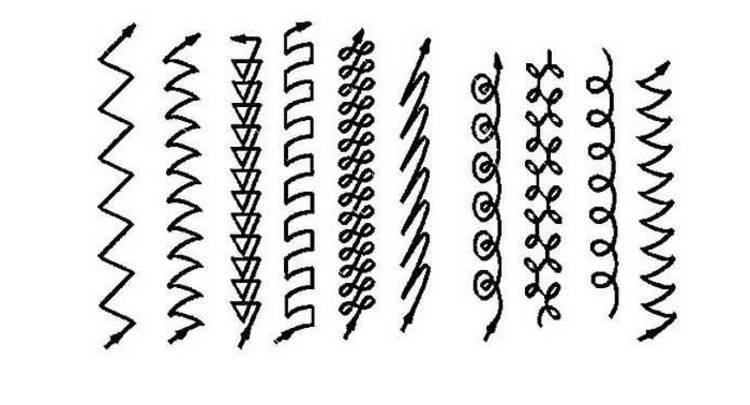
Все первоначальные действия по зажиганию электрода аналогичны описанным выше процессам. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как-бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлевидной, напоминать череду елочек или серпов.
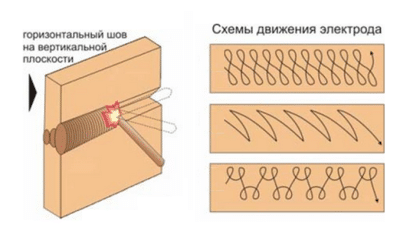
Несколько типов швов, выполняемых дуговой электрической сваркой
Потренироваться нужно снова на куске ненужного металла, прочертив на ней мелом линию, заметную через затемняющее стекло маски. Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
От остывшего шва молоточком нужно отбить шлак, после чего перед взором предстанет произведение сварщика.

Шлак с остывшего шва нужно сбить небольшим молотком
После получения первых навыков можно приступить к производству соединительных швов. Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.

Типы сварных соединений и их внешний вид
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
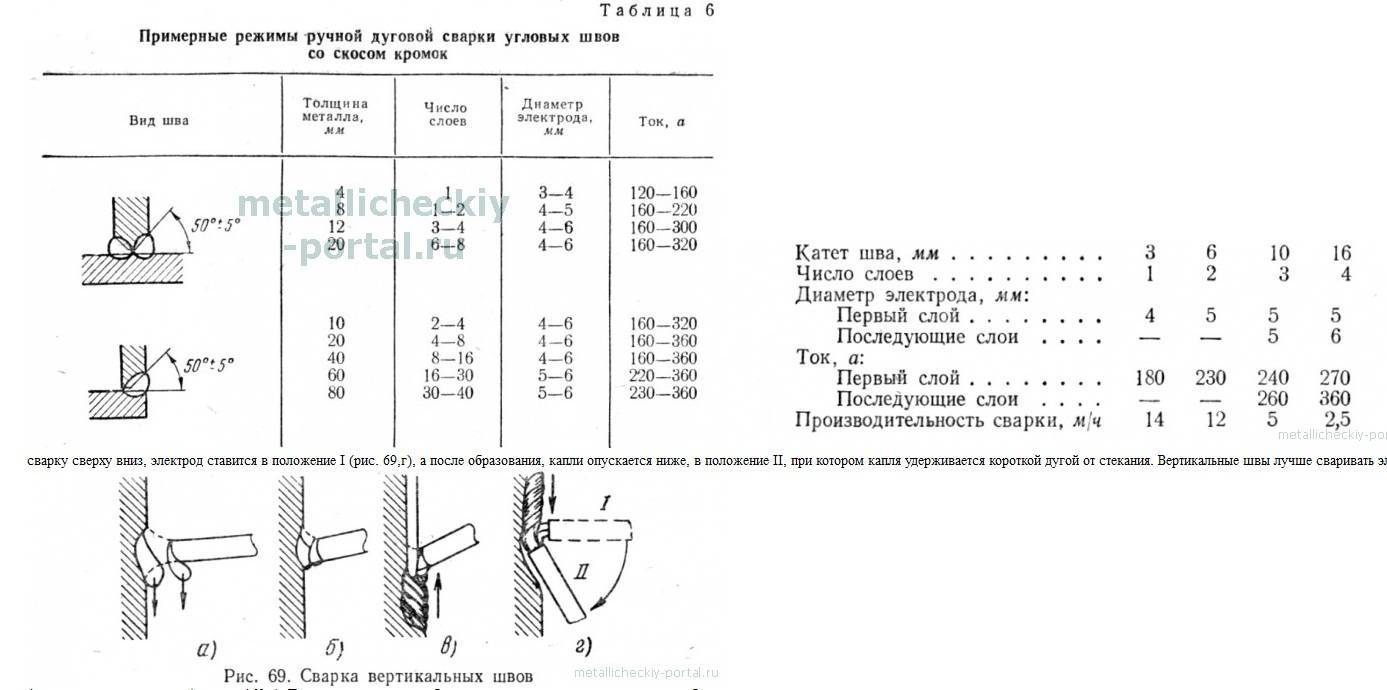
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором для начинающих, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретный состав металла.






Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и варить их электродами, к примеру ОК-46 или УОНИИ 13/55, диаметром 3 –4 мм.
Электроды УОНИИ
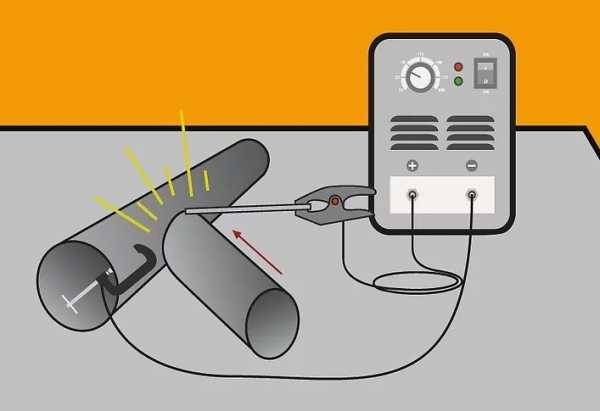
Схема подключения инвертора, полярность
Общая схема выглядит примерно так – розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода.
Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения: прямая полярность (масса +, рукоять -) и обратная полярность (масса -, рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл.
Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
Подключение сварочного инвертора к сети
Подготовка металла
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;
- тавровые;
- торцовые;
- нахлесточные.
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем – «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.
Выбор силы тока при сварке электродом
Как правильно сваривать металл
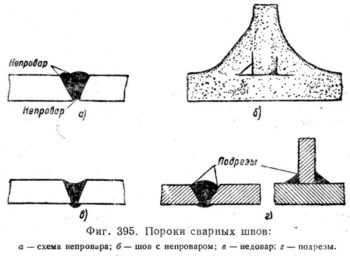
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
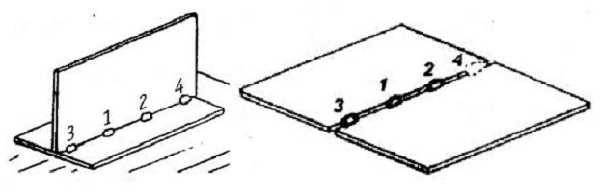
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
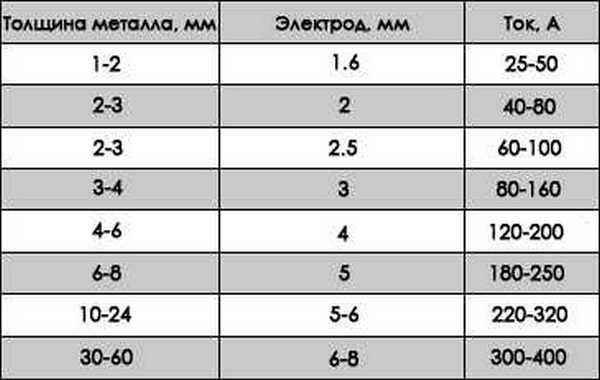
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Классификация способов выполнения
Способы ЭС классифицируются по следующим основным техническим признакам:
- По уровню механизации ЭС подразделяют на три основных вида:
- ручную ЭС, в которой операции по зажиганию дуги, поддержанию ее в устойчивом состоянии и перемещению электрода выполняются сварщиком вручную без использования каких-либо механизмов,
- полуавтоматическую ЭС, характеризующуюся автоматизированной подачей сварочной проволоки в зону сварки (сварочный полуавтомат). Остальные операции выполняются вручную,
- автоматическую ЭС, в которой все операции выполняются в полном автоматическом режиме.
На рис. ниже показан сварочный полуавтомат инверторного типа, предназначенный для бытового применения. Аппарат обладает высокими функциональными возможностями и простым обслуживанием, допускающим сварку металла для начинающих даже при сложных сварочных работах, например, сварку тонкого листа нержавейки.










- По типу используемого электрода:
- при ЭС плавящимся электродом сварочная ванна создается за счет плавления стержня электрода и кромок основного металла,
- при ЭС неплавящимся электродом ванну заполняет расплавленный металл свариваемых частей.
- По варианту защиты сварочной ванны, обеспечивающей оттеснение атмосферного воздуха от зоны горения ЭД (кислород, азот и водород, содержащиеся в воздухе, существенно ухудшают качество металла шва в случае проникновения в расплав сварочной ванны):
- ЭС под флюсом,
- ЭС в газовой среде,
- ЭС на открытом воздухе.
- По составу защитной газовой среды. Для газовой защиты применяют углекислый газ, иногда азот (при ЭС меди), аргон и гелий (для сварки легированной стали, алюминия, титана) и смеси газов.
- По роду применяемого электротока – ЭС переменным или постоянным током.
ЭС на постоянном токе позволяет получить более качественный шов практически без разбрызгивания металла, поскольку отсутствует смена полярности электротока и, соответственно, переход через ноль.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место
Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.

В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.
 Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.